Professional Documents
Culture Documents
Tolerante Si Control Dimensional Laborator Alexandru POTORAC
Uploaded by
dainvisiblemeanCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tolerante Si Control Dimensional Laborator Alexandru POTORAC
Uploaded by
dainvisiblemeanCopyright:
Available Formats
1
Universitatea "tefan cel Mare" Suceava
Facultatea de Inginerie Mecanic, Mecatronic i Management
T
T
O
O
L
L
E
E
R
R
A
A
N
N
E
E
I
I
C
C
O
O
N
N
T
T
R
R
O
O
L
L
D
D
I
I
M
M
E
E
N
N
S
S
I
I
O
O
N
N
A
A
L
L
(ndrumar de laborator)
Conf. dr. ing. ec. Alexandru POTORAC
ef lucr. dr. ing Dorel PRODAN
2
CUPRINS
LUCRAREA 1 MSURAREA DIMENSIUNILOR EXTERIOARE I A ABATERILOR
DE FORM GEOMETRIC CU AJUTORUL UBLERELOR..................................................3
LUCRAREA 2 MSURAREA DIMENSIUNILOR EXTERIOARE I A ABATERILOR
DE FORM GEOMETRIC CU AJUTORUL MICROMETRULUI DE EXTERIOR......11
LUCRAREA 3 MSURAREA DIMENSIUNILOR INTERIOARE I A ABATERILOR
DE FORM GEOMETRIC CU AJUTORUL MICROMETRULUI DE
INTERIOR..........................................................................................................................18
LUCRAREA 4 MSURAREA DIMENSIUNILOR INTERIOARE I A ABATERILOR
DE FORM GEOMETRIC CU AJUTORUL COMPARATORULUI DE INTERIOR...23
LUCRAREA 5 CONTROLUL PRECIZIEI DE POZI IE A SUPRAFE ELOR...28
LUCRAREA 6 CONTROLUL CONICIT ILOR EXTERIOARE..........................................41
LUCRAREA 7 CONTROLUL UNGHIURILOR I A CONICIT ILOR
EXTERIOARE I INTERIOARE............................................................................ ......................51
LUCRAREA 8 MSURAREA (CONTROLUL) FILETELOR CILINDRICE
EXTERIOARE...66
LUCRAREA 9 MSURAREA ABATERILOR DE FORM I DE POZI IE.........................75
LUCRAREA 10 MSURAREA COTEI PESTE DIN I CU AJUTORUL
MICROMETRULUI PENTRU RO I DIN ATE84
LUCRAREA 11 MSURAREA GROSIMII DIN ILOR DUP COARDA CERCULUI
DE DIVIZARE CU AJUTORUL UBLERULUI SAU A MICROMETRULUI OPTIC
DE RO I DIN ATE.92
LUCRAREA 12 CONTROLUL STATISTIC AL CALIT II PIESELOR DE
MAINI..................................................................................................................................... .....98
3
LUCRAREA 1
MSURAREA DIMENSIUNILOR EXTERIOARE I
A ABATERILOR DE FORM GEOMETRIC CU
AJUTORUL UBLERELOR
I) Generalit i: Principiul de msurare cu ublerul (Figura 1.1) se bazeaz
pe utilizarea vernierului. Vernierul este o scar gradat ajuttoare care servete
pentru mrirea preciziei de citire a fraciunilor de diviziuni ale scrii principale. n
Tabelul 1.1 sunt indicate cteva caracteristici constructiv-funcionale, iar n Tabelul
1.2 cteva caracteristici ale vernierului n funcie de valoarea diviziunii acestuia.
a)
b)
Figura 1.1 Principiul de msurare cu ublerul
a) cu vernier; b) cu cadran;
1
3 2 4
B
5
6
7
8 9
10
12
7 8
1
5 6 4
11
4
n Figurile 1.2, 1.3 i 1.4 sunt redate schemele vernierelor pentru valoarea
diviziunii de 0,1 mm; 0,05 mm i 0,02 mm.
Tabelul 1.1
Abateri limit la cota A, func ie de
precizia de citire
[mm]
Limita
superioar de
msurare L,
[mm]
Cota
B
[mm]
Cota
A
[mm]
P=1/10 p=1/20 p=1/50
(100);150 35 10
200 45 10
300;(400);500 60 20
(600) 60 30
800;(1000) 80 30
(1500) 120 40
+0,08 +0,02 +0,01
Tabelul 1.2
Precizia de
citire a
ublerului
Numrul de
diviziuni
ale vernierului
Lungimea scrii
gradate a
vernierului
[mm]
Valoarea unei
diviziuni a
vernierului
[mm]
1/10=0.1 10 9 0.9
1/20=0.05 20 19 0.95
1/50=0.02 50 49 0.98
Figura 1.2 Schema vernierului pentru
valoarea diviziunii de 0,1 mm
Figura 1.3 Schema vernierului pentru
valoarea diviziunii de 0,05 mm
0 10
0 5 15
10divx9mm/div=9mm
0 10 20
0 25 50 75
Rigl Vernier
20divx0,95mm/div=19mm
5
Figura 1.4 Schema vernierului pentru valoarea diviziunii de 0,02 mm
Valoarea diviziunii vernierului V
d
se poate determina cu relaia:
d
i
d
N
V
V =
(1.1)
n care:
V
i
- valoarea intervalului ntre dou diviziuni de pe scara riglei, (V
i
= 1 mm);
N
d
- numrul de diviziuni de pe vernier.
De exemplu, pentru ublerul cu valoarea diviziunii V
d
= 0,02 mm (Figura
1.4.), V
i
= 1 mm, N
d
= 50 diviziuni; mm 02 , 0
50
1
V
d
= = .
Valoarea dimensiunii msurate n mm, se poate stabili cu ajutorul relaiei:
d r I R M
V n V N V + = (1.2)
n care:
N
R
- numrul reperului de pe rigl. Pentru a pune n evidena pe N
R
se observ
poziia reperului 0 (zero) al vernierului, care n caz general se afl ntre dou repere
ale scrii riglei. N
R
este numrul reperului dinspre zero al scrii riglei (de
exemplu n Figura 1.5, N
R
= 10).
Figura 1.5 Exemplu de citire pentru un ubler cu valoarea diviziunii de 0,1 mm
0 10 20 30 40 50
Vernier 0 10 20 30 40 50 60 70 80 90
50divx0,98mm-div=49mm
Rigl
0 10 20
0 5 10
Rigl
Vernier
6
V
i
= 1 mm - valoarea intervalului ntre dou diviziuni de pe scara riglei;
n
r
- numrul acelui reper de pe vernier, care se afl n prelungirea unui reper pe
scara riglei (n exemplul din Figura 1.5, n
r
= 6).
V
d
- valoarea diviziunii: 0.1; 0,05; sau 0,02 mm.
Exemplu de citire:
n Figura 1.5 este prezentat un exemplu de citire n cazul folosirii unui ubler
cu V
d
= 0,1 mm. Conform relaiei (1.2) se obine V
m
= 10,1+6x0,1 = 10,6 mm.
n Figura 1.6 este prezentat un exemplu de citire n cazul folosirii unui ubler
cu . mm 05 , 0
20
1
V
d
= = Se citete: 6,35 mm.
Figura 1.6 Exemplu de citire pentru un ubler V
d
= 0,05 mm
Valoarea V
M
= 6,35 mm a fost obinut astfel: N
R
= 6; n
r
=7; V
i
= 1; V
d
=
0,05 mm.
Aplicnd relaia (1.2), se obine: mm 35 , 6 35 , 0 6 05 , 0 7 1 6 V
M
= + = + = .
n Figura 1.7 este prezentat un exemplu de citire n cazul folosirii unui ubler
cu V
d
= 0,02 mm, V
M
= 1,44 mm.
Figura 1.7 Exemplu de citire pentru un ubler cu V
d
= 0,02 mm
Aceast valoare a fost obinut astfel: N
R
= 1; V
i
= 1 mm; n
r
= 22; V
d
= 0,02
mm.
Aplicnd relaia (1.2) se obine: mm 44 , 1 44 , 0 1 02 , 0 22 1 1 V
N
= + = + = .
0 10 20 30 40 50
Rigl
Vernier
0 10 20 30 40 50 60 70 80 90
0 10 20 30
0 50 25 75 1
Rigl
Vernier
7
Dup efectuarea unui numr mai mare de exerciii de citire se ajunge la
citirea direct a valorii msurate V
M
, fr a mai fi nevoie de aplicarea formulei
(1.2).
La ublerul cu cadran (Figura 1.1b) rigla 1 este marcat din 5 n 5 mm i
numerotat din 10 n 10 mm. Cadranul 11 este divizat n 5 mm, fiecare milimetru
fiind divizat, la rndul su, n 20 de diviziuni, ceea ce i confer acestui tip de
ubler o precizie de 0,02 mm.
II) Instrumente de msur folosite: ubler de exterior cu valoarea
diviziunii V
d
= 0,1; 0,05 sau 0,02 mm; ubler cu cadran cu valoarea diviziunii V
d
=
0,05 mm.
III) Schema de msurare: Conform Figurii 1.8.
a) b)
Figura 1.8 Scheme de msurare a diametrelor exterioare cu ublerul
a-pentru cilindricitate; b-pentru circularitate;
IV) Modul de lucru:
Msurarea propriu-zis:
urubul 4 al cursorului 3 i urubul 2 al dispozitiului de avans fin (Figura
1.1a) fiind deblocate, se deprteaza ciocul 8 de ciocul 7, astfel nct s permit
cuprinderea ntre ele a diametrului piesei de msurat.
deplasnd ublerul convenabil ntr-un plan perpendicular pe axa suprafeei
clindrice supuse msurrii, se caut dimensiunea minim (diametrul) i se fixeaz
n aceast poziie cursorul 3, blocnd urubul 4; n cazul verificarii unui diametru
impus, se stabilete dimensiunea, brut (cu ajutorul cursorului 3) i fin (cu ajutorul
1 2 3 4 5 III
III
IV
I I
IV
II
II
8
dispozitivului 10 de avans fin al cursorului) i se ncearc pe pies folosind ublerul
ca un calibru potcoav.
se efectueaz citirea conform indicaiilor de la punctul I;
pentru a se pune n eviden abaterile de la forma geometric corect, se vor
executa msurari n cel puin cinci seciuni diferite (1, 2, 3, 4, 5), pentru conicitate,
form de butoia etc. i pe minimum patru direcii I I; II II; IV IV, n
fiecare din cele cinci seciuni, pentru a pune n eviden ovalitatea (Figura 1.8);
pentru determinarea mai corect a ovalitii este necesar ca msurarea
diametrelor s se fac ntr-un numr ct mai mare de puncte de pe circumferina
piesei (ovalitatea calculndu-se ca diferen a diametrelor maxime i minime
msurate);
msurrile se vor efectua numai n starea de repaus a pieselor, suprafeele de
msurare ale ublerului se vor apsa att nct s mai existe o uoara alunecare ntre
feele de msurare i suprafaa piesei de msurat.
V) Tabel cu datele prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 1.3.
VI) Concluzii: Piesa se consider bun dac dimensiunea msurat se afl
ntre dimensiunea minim prescris d
min
i dimensiunea maxim prescris d
max
.
Se constat abaterea de la forma geometric corect, trgndu-se concluzii cu
privire la precizia formei geometrice.
Piesa se consider bun, dac abaterile de form (ovalitatea, conicitatea,
forma de butoia etc. ) se nscriu n limitele cmpului de toleran prescris la
diametru i n cazuri speciale, dac se nscriu n limitele admise, pentru forma
geometric corect (Figura 1.9). Aceste limite sunt indicate pe desenul de execuie.
a) b)
Figura 1.9 Limite admise pentru forma geometric corect:
a-pentru cilindricitate; b-pentru forma de butoi;
9
Concluziile se trec n Tabelul 1.3.
Observaii:
Cu ajutorul ublerelor prezentate n Figura 1.1 se mai pot msura alezaje
folosind vrfurile 7 i 8 (la dimensiunea msurat se adaog limea ciocurilor, cota
A din Tabelul 1.1), adncimi folosind tija 12 i diametrul interior la filete exterioare
folosind vrfurile 6.
La msurarea alezajelor cu ajutorul ublerului din Figura 1.1b, folosind
ciocurile ntoarse 5i 6, nu mai este necesar adogarea limii ciocurilor.
Exist i ublere digitale la care afiajul, cu dou zecimale, se face electronic.
n plus acestea pot fi conectate la un dispozitiv de calcul n scopul prelucrrii
statistice a rezltatelor msurrii.
10
11
LUCRAREA 2
MSURAREA DIMENSIUNILOR EXTERIOARE I
A ABATERILOR DE FORM GEOMETRIC CU
AJUTORUL MICROMETRULUI DE EXTERIOR
I) Generalit i: n Figura 2.1 este reprezentat micrometrul de exterior
obinuit STAS 1374 88, respectiv cu prghie.
a)
b)
Figura 2.1 Micrometrul de exterior
a) obinuit; b) cu prghie;
1 2 3
4
5 6 8 7
1 2 3 4 5 6 8
9
10
12
Valoarea diviziunii micrometrului V
d
se poate determina cu relaia:
d
d
N
P
V =
(2.1)
n care:
P - pasul urubului micrometric, mm; De regul P = 0,5 mm;
N
d
- numrul diviziunilor de pe tambur; N
d
= 50 diviziuni.
Fcnd nlocuirile, se obine: mm 01 , 0
50
5 , 0
V
d
= = .
Pentru a se efectua citirea corect trebuie s se cunoasc bine sistemul
gradaiilor de pe braul cilindric 5 i tamburul 6 (Figura 2.1).
Pe braul cilindric 5 se deosebesc dou scri gradate (Figura 2.2) i anume:
-scara milimetrilor, cu diviziuni din milimetru n milimetru i numerotaia din 5 in
5 mm;
-scara jumtilor de milimetru, cu diviziuni din milimetru n milimetru i
nenumerotat.
Figura 2.2 Cele dou scri gradate de pe braul 5 al micrometrelor
Pe ntreaga circumferin tronconic a tamburului 6 sunt trasate 50 de
diviziuni, la intervale egale, numerotate din 5 n 5, de la zero la 50.
La efectuarea msurrilor cu micrometrul se pot ivi trei situaii de citire ca n
Figurile 2.3, 2.4 i 2.5 n funcie de poziia marginii poriunii tronconice a
tamburului gradat 6 n raport cu reperul scrii milimetrilor i jumtilor de
milimetri de pe braul 5.
La micrometrul cu prghie (Figura 2.1b) exist scara gradat suplimentar 9
care permite efectuarea msurtorilor cu o precizie de 2 m. Prin apsarea
Scara milimetrilor
Scara jumtilor de milimetru
5
6
13
butonului 10 se obine deplasarea nicovalei 2, ceea ce permite schimbarea rapid a
pieselor msurate.
II) Instrumente de msur folosite: Micrometrul pentru msurarea
dimensiunilor exterioare cu V
d
= 0,01 mm; cala de reglare din trusa micrometrului
sau, n lipsa acesteia, trusa de cale plan-paralele; micrometrul cu prghie pentru
msurarea dimensiunilor exterioare cu V
d
= 0,002 mm.
Figura 2.3 Exemplu de citire 8,00 mm Figura 2.4 Exemplu de citire 11,38 mm
Figura 2.5 Exemplu de citire 6,82 mm
II) Instrumente de msur folosite: Micrometrul pentru msurarea
dimensiunilor exterioare cu V
d
= 0,01 mm; cala de reglare din trusa micrometrului
sau, n lipsa acesteia, trusa de cale plan-paralele; micrometrul cu prghie pentru
msurarea dimensiunilor exterioare cu V
d
= 0,002 mm.
Marginea poriunii tronconice
Marginea poriunii tronconice
6 5
5
6 Milimetri
Marginea poriunii tronconice
6 5
14
III) Schema de msurare: Conform Figurii 2.6.
Figura 2.6 Schema de msurare cu micrometrul
IV) Modul de lucru:
Pregtirea micrometrului n vederea msurrii:
nainte de msurare, micrometrul trebuie controlat, pentru a se constata dac
este reglat la zero. Pentru aceasta la micrometrul cu limitele 025 mm (Figura
2.1) se apropie suprafeele de msurare cu ajutorul dispozitivului de limitare a
apsrii 8, pn cnd acestea vin n contact. Apoi se observa dac reperul de pe
tamburul 6 coincide cu reperul zero al scrii milimetrice de pe braul 5. Dac nu se
obine aceast coinciden, trebuie ca micrometrul s fie reglat la zero, operaie
care se va executa de ctre personalul tehnic de specialitate.
Pentru controlul i reglarea micrometrelor, cu limita inferioar de msurare
de 25 mm sau un multiplu de 25 mm, se folosesc cale de reglare care nsoesc
micrometrele sau cale plan-paralele, ale cror lungimi sunt egale cu limita
inferioara de msurare a micrometrului respectiv.
Msurarea propriu-zis:
se introduce cala de reglare, respectiv cala plan-paralel, sau blocul de cale,
ntre suprafeele de msurare ale micrometrului observndu-se coincidena
reperului zero de pe tamburul 6, cu linia longitudinal de pe braul cilindric 5,
marginea tronconic a tamburului gsindu-se la aproximativ 0,1 mm n dreapta
reperului care indica dimensiunea minim de msurare. n cazul nerespectrii
coincidenei se va regla micrometrul;
L L A
1 2 3 Obiectul de msurat
15
rotind tamburul 6, se deplaseaz axial tija urubului micrometric 3 (Figura
2.1) pn n poziia n care piesa de msurat se poate introduce comod ntre
suprafeele de msurare ale tijei urubului micrometric 3 i nicovalei 2;
rotind tamburul 6 n sensul nurubrii prin intermediul rozetei 7 se aduc
suprafeele de msurare ale nicovalei 2 i tijei 3, n contact cu piesa supus
msurrii (Figura 2.6). Dup obinerea contactului cu piesa, se deplaseaz n
continuare tija 3 ctre nicovala 2, prin intermediul dispozitivului 8 pentru limitarea
apsrii (Figura 2.1). Utilizarea dispozitivului 8 asigur o constant a forei de
strngere a piesei ntre suprafeele de msurare, nlturnd erorile datorate
neuniformitii acestei fore.
acionnd prghia 4 a dispozitivului de fixare, se blocheaz tija urubului
micrometric;
se execut citirea conform indicaiilor de la punctul I.
V) Tabel cu datele prescrise si rezultatele msurrii. Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 2.1.
VI) Concluzii: Se compar dimensiunea msurat (efectiv) cu dimensiunile
limit prescrise, trgndu-se concluzii cu privire la precizia dimensional a
elementului msurat. Piesa se consider bun (din punctul de vedere al dimensiunii
care se msoar), dac se respect relaia:
d
min
sd
M
s d
max
(2.2)
n care:
d
min
=d
N
+a
i
d
max
=d
N
+a
s
(2.3)
d
N
- diametrul nominal prescris, n mm;
a
i
, a
s
- abaterile, inferioar respectiv superioar, prescrise la dimensiunea d
N
mm.
Se constat abaterea de la forma geometric corect, trgndu-se concluzii cu
privire la precizia formei geometrice.
Piesa se consider bun, dac abaterile de form (ovalitatea, conicitatea,
forma de butoia etc. ) se nscriu n limitele cmpului de toleran prescris la
diametru i n cazuri speciale, dac se nscriu n limitele admise, pentru forma
geometric corect. Aceste limite sunt indicate pe desenul de execuie.
Concluziile se trec n Tabelul 2.1.
16
Observaii:
Pe acelai principiu de msurare exist i micrometre specializate pentru
msurarea unor anumite categorii de semifabricate i piese de maini: table, srme,
evi, roi dinate, filete, etc.
Exist i micrometre digitale la care afiajul, cu dou zecimale, se face
electronic. n plus acestea pot fi conectate la un dispozitiv de calcul n scopul
prelucrrii statistice a rezltatelor msurrii.
17
18
LUCRAREA 3
MSURAREA DIMENSIUNILOR INTERIOARE I
A ABATERILOR DE FORM GEOMETRIC CU
AJUTORUL MICROMETRULUI DE INTERIOR
I) Generalit i: Micrometrul de interior servete la msurarea dimensiunilor
i abaterilor de form geometric prin metoda evaluarii directe. Principiul de
msurare, (Figura 3.1) este acelai ca la micrometrul de exterior (vezi Lucrarea 2).
a)
b)
Figura 3.1 Micrometrul de interior
a) tip vergea; b) cu flci;
II) Instrumente de msur folosite: Micrometrul de interior tip vergea
avnd urmtoarele caracteristici: valoarea diviziunii 0,01 mm; domeniul de
19
msurare 4050 mm, 5075 mm i 75100 mm; diametrul maxim de msurat
cu prelungitoare 1.500 mm; eroarea de msurare: pentru domeniul 5075 mm este
A=4 m; pentru prelungitoare L=500 mm, A=10 m; pentru prelungitoare
L=1500 mm, A=30 m; trus cu prelungitoare; micrometrul de interior cu flci.
III) Schema de msurare: Conform Figurii 3.2.
Figura 3.2 Schema de msurare a alezajelor cu micrometru de interior:
a-vedere din plan frontal; b-vedere n seciune.
IV) Modul de lucru:
Pregtirea micrometrului n vederea msurrii:
n funcie de mrimea alezajului de controlat se alege un instrument
corespunztor sau n cazul diametrelor mari, micrometrul la care se monteaz
prelungitorul respectiv. Montarea prelungitorului se face pe buca 3, prin
demontarea piuliei de protecie 2 (Figura 3.3) i nurubarea n locul ei a tubului
prelungitor 1, n care este montat tija palpatoare 2, i arcul 3 (Figura 3.4).
Figura 3.3 Micrometru de interior
1 2 3 4 5 III
III
II
II IV
IV
I I
1 2 3 4 5 6 7 8
20
Msurarea propriu-zis:
se introduce n alezaj micrometrul, vrful de msurare sferic 1 fiind inut n
contact cu piesa. Acest vrf, prin intermediul bucei 3, face corp comun cu urubul
micrometric 1, cu pasul de 0,5 mm. (Figura 3.3);
prin rotirea tamburului 6 se aduce n contact cu piesa partea sferic a tijei
micrometrice, cutnd prin ncercri n acelai plan dimensiunea maxim (Figura
3.2a);
Figura 3.4 Prelungitor
prin pendularea tijei micrometrice pe vertical, vrful de msurare 1 fiind
inut n contact cu piesa i rotirea tamburului 6 se caut dimensiunea minim,
obinnd astfel distana minim dintre dou generatoare, situate ntr-un plan care
trece prin centrul piesei (Figura 3.2b);
se repet aceast operaie n seciunile 25, dup direcia I;
n mod similar se determin dimensiunile seciunilor 15, dup direciile
IIIV i se trec n Tabelul 3.1.
Observaie: Pasul urubului micrometric fiind de 0,5 mm iar tamburul 6 fiind
divizat n 50 de pari, reiese c la fiecare diviziune tija avanseaz cu 0,01 mm
(valoarea diviziunii). Dimensiunea masurat se citete pe buca 3 (Figura 3.5) n
milimetri i jumati de milimetri, iar pe tamburul 6 n sutimi de milimetru. n
exemplul dat n Figura 3.5 se citete: 58,5+0,15 = 58,65 mm. Buca 3 este montat
pe urubul micrometric, cu ajutorul surubului de fixare 4, iar tamburul se fixeaz pe
partea cilindric a urubului micrometric 7, cu ajutorul piuliei 8.
V) Tabel cu date prescrise si rezultatele msurarii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 3.1.
3 2 1
21
Figura 3.5 Exemplu de citire la micrometru de interior: 58,65 mm
VI) Concluzii: Se compara diametrele efective cu dimensiunile limita
prescrise.
Piesa se consider bun dac dimensiunea msurat se afl ntre dimensiunea
minim prescris D
min
i dimensiunea maxim prescris D
max
.
Se constat abaterea de la forma geometric corect, trgndu-se concluzii cu
privire la precizia formei geometrice.
Piesa se consider bun, dac abaterile de form (ovalitatea, conicitatea,
forma de butoia etc. ) se nscriu n limitele cmpului de toleran prescris la
diametru i n cazuri speciale, dac se nscriu n limitele admise, pentru forma
geometric corect. Aceste limite sunt indicate pe desenul de execuie.
Observaii:
Pe lng micrometrele de interior tip vergea (Figura 3.1a) exist i
micrometre de interior cu flci (Figura 3.1b) care au limita inferioar de msurare
de 5 mm, egal cu limea flcilor.
Exist i micrometre digitale la care afiajul, cu dou zecimale, se face
electronic. n plus acestea pot fi conectate la un dispozitiv de calcul n scopul
prelucrrii statistice a rezltatelor msurrii.
3 6
22
23
LUCRAREA 4
MSURAREA DIMENSIUNILOR INTERIOARE I
A ABATERILOR DE FORM GEOMETRIC CU
AJUTORUL COMPARATORULUI DE INTERIOR
I) Generalit i: Comparatorul de interior servete la msurarea
dimensiunilor prin comparaie, reglarea lui fcndu-se cu ajutorul unui bloc de cale
sau cu ajutorul unui calibru inel. Comparatorul de interior face parte din grupa
aparatelor cu prghie i roi dinate. El se compune din urmtoarele pri
componente (Figura 4.1): comparatorul cu cadran 1, sistemul de prghii 2 i
vrfurile de msurare 3.
Figura 4.1 Comparatorul de interior (trusa de alezaje)
II) Instrumente de msur folosite: Comparator de interior (STAS 4293-
87 clasa de fabricaie 1), avnd caracteristicile: valoarea diviziunii 0,01 mm;
domeniul de msurare 02 mm.
Eroarea comparatorului cu cadran n limitele unei rota ii 4 m; n
limitele ntregului domeniu de msurare 5 m.
Eroarea maxim a aparatului (fr comparator); la aparatele utilizate la
diametre mai mici de 50 mm este de 5 m; la aparate utilizate la diametre mai
mari de 50 mm este de 8 m.
Trusa de cale plan paralele; suport de cale, cu accesorii.
1 2 3
24
III) Schema de msurare: Conform Figurii 4.2.
IV) Modul de lucru:
Pregtirea aparatului n vederea msurrii:
n funcie de mrimea diametrului de msurat se monteaz n corpul
aparatului vrful fix adecvat 2 (Figura 4.3) (trusa comparatorului cuprinde o
garnitur de vrfuri fixe, care d posibilitatea utilizrii aparatului la o gam de
dimensiuni);
se formeaz un bloc din maxim patru cale (Figura 4.3), de dimensiune egal
cu dimensiunea nominal a piesei verificate i se introduce ntr-un suport 3; n lipsa
suportului 3 se va folosi un micrometru de exterior obinuit;
la extremitatea blocului de cale se fixeaz doua vrfuri speciale 2 i 7;
Figura 4.2 Schema de msurare cu
comparator de interior
Figura 4.3 Schema de reglare a
comparatorului de interior
se strnge n aceast poziie piulia striat 5, strngndu-se n final, blocul de
cale i cele dou vrfuri cu ajutorul urubului de fixare 6;
se introduce comparatorul de interior ntre cele doua vrfuri 2 i 7 ale
suportului 3;
1
2
3
4
5
I I
II
II
III
III
IV
IV
1
2
3 4 5
6 7
25
se rotete comparatorul ntr-un plan perpendicular pe planul vrfurilor i n
jurul axei sale pn se obine o dimensiune minim (Figura 4.3).
se regleaz comparatorul la zero i se limiteaz cmpul de toleran;
Cadranul aparatului se poate roti pn se aduce reperul zero n dreptul acului
indicator. Limitarea cmpului de toleran se realizeaz cu ajutorul a doi indici
reglabili montai pe cadranul aparatului.
Msurarea propriu-zis:
innd comparatorul de mnerul termoizolator 9, se introduce n alezajul de
verificat, astfel nct vrful fix 2 i palpatorul mobil 5 s se gseasc pe diametrul
alezajului, iar dispozitivul de centrare 14 mpins de arcurile 15 s se aeze pe
circumferin (Figura 4.4);
Figura 4.4 Sistemul de prghii
se rotete uor comparatorul n planul vrfurilor, astfel nct s se obin o
distan minim n jurul punctului de contact al vrfului fix 2, cu piesa de verificat
pn se obine un maxim (Figura 4.2); Indicaia aparatului reprezint abaterea fa
de cota de reglare, deoarece abaterile dimensionale preluate de palpatorul mobil 5
sunt transmise prin intermediul prghiei 1, a tijei 7 la comparatorul cu cadran 11.
Abaterile efective sunt determinate n mai multe seciuni i mai multe direcii
i sunt trecute n Tabelul 4.1 (n exemplul luat n Figura 4.2 s-au presupus cinci
seciuni i patru direcii).
Observaie: n Figura 4.4 au mai fost notate: carcasa capului de msurare 3;
bila 4; articulaia 6; tija tubular 8; corpul intermediar 9; resortul 10; carcasa
protectoare 12; urubul de fixare 13.
2
1 3
4 6 5 7 8 9 10 11
12 13
14
15
26
V) Tabel cu date prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 4.1.
VI) Concluzii: Se compara diametrele efective cu dimensiunile limita
prescrise.
Piesa se consider bun dac dimensiunea msurat se afl ntre dimensiunea
minim prescris D
min
i dimensiunea maxim prescris D
max
.
Se constat abaterea de la forma geometric corect, trgndu-se concluzii cu
privire la precizia formei geometrice.
Piesa se consider bun, dac abaterile de form (ovalitatea, conicitatea,
forma de butoia etc. ) se nscriu n limitele cmpului de toleran prescris la
diametru i n cazuri speciale, dac se nscriu n limitele admise, pentru forma
geometric corect. Aceste limite sunt indicate pe desenul de execuie.
27
28
LUCRAREA 5
CONTROLUL PRECIZIEI DE POZI IE A
SUPRAFE ELOR
n acest capitol se vor prezenta o serie de metode i mijloace de control
folosite uzual la msurarea i controlul preciziei de poziie a alezajelor, fr
pretenia de a epuiza problema unui astfel de control care, comparativ cu controlul
preciziei dimensionale i formei geometrice a suprafeelor, este de o complexitate
mult mai mare i se realizeaz mai dificil.
5.1 Controlul distan ei dintre centrele alezajelor cu
ajutorul microscopului prevzut cu cap ocular cu
imagine dubl
I) Generalit i: Aceasta metod are la baz principiul formrii imaginii
duble a fiecruia din alezajele considerate, atunci cnd centrul alezajului respectiv
nu se afl n raza optic a microscopului.
a)
b)
Figura 5.1 Cap ocular cu imagine dubl:
a) vedere de ansamblu; b) schema de principiu.
Imaginea dubl a
alezajelor
S
1
,
S
2
S
Alezaj
29
Imaginea dubl se formeaz cu ajutorul unui cap ocular special denumit
ocular cu imagine dubl (Figura 5.1a), montat n locul capului ocular universal, la
oricare din microscoapele de msurare: mare de atelier (Figura 5.2a), mic de atelier
(Figura 5.2b) sau universal.
a) b)
Figura 5.2 Microscopul mare de atelier (a), microscopul mic de atelier (b)
Razele de lumin care trec i care se reflect n prisma II formeaz n cmpul
vizual pentru acelai alezaj S dou imagini indicate de sageile S
1
i S
2
(Figura
5.1b) privite prin ocularul I. O imagine va fi dreapt, iar cealalt invers, pentru
fiecare alezaj n parte.
Metoda se aplic n mod avantajos la controlul distanei dintre centrele
alezajelor, la piesele de dimensiuni mici, din grupa plcilor de ghidare, precum i la
alte tipuri de piese, la care se tolereaz strns distana dintre centrele alezajelor.
II) Instrumente i aparate de msur folosite: microscop mare de atelier,
denumit i instrumental: valoarea diviziunii 0,01 mm; domeniul de msurare pe
scar gradat 025 mm, care poate fi mrit pn la 50 mm n direcie transversal i
pn la 150 mm n direcie longitudinal, folosind n acest scop cale plan paralele;
ocular cu imagine dubl care se livreaz ca accesoriu n trusa microscopului.
Observaie: n locul microscopului mare de atelier se poate folosi n acelai
scop i microscopul universal sau microscopul mic de atelier.
2
1
3
4
5
6 7
8
9
10
12
11
30
III) Schema de msurare: Conform Figurii 5.3.
Figura 5.3 Schema de msurare a distanei ntre centrele alezajelor
IV) Modul de lucru:
Pregtirea aparatului n vederea msurrii:
n locul capului ocular universal (Figura 5.2) se monteaz capul ocular cu
imagine dubl (Figura 5.1a);
se introduce techerul n priz cu tensiunea corespunzatoare;
se aeaz cu atenie piesa de controlat (Figura 5.4a) pe msua aparatului (x
i y reprezint direciile de deplasare ale msuei aparatului);
se alege obiectivul cu puterea de msurare cea mai potrivit (1; 1,5; 3
sau 5) n funcie de mrimea alezajului de controlat (putere mic pentru alezaje
mari i invers), astfel nct n cmpul vizual s se vad n ntregime imaginea dubl
a alezajului de controlat (Figura 5.4b);
din Tabelul 4.1 n funcie de diametrul alezajelor se stabilete diametrul
diafragmei i se rotete dispozitivul de iluminare 12 (Figura 5.2), cu valoarea aleas
din tabel;
se deplaseaz corespunztor, n sus sau n jos, braul 11 (Figura 5.2),
deblocndu-se de la rozeta 10, i acionnd rozeta 9, pn cnd imaginea piesei
devine ct mai clar, dup care se blocheaz braul n aceast poziie (focalizarea
grosier); Focalizarea fin se face rotind corespunztor rozeta 4.
Msurarea propriu-zis:
se deplaseaz corespunztor msua aparatului acionnd de uruburile
micrometrice 1 i 2 (Figura 5.2), pn cnd n cmpul vizual (ocularul 6), cele dou
31
imagini ale unuia din alezaje (Figura 5.4b) se suprapun perfect una peste alta ca n
Figura 5.4c (centrul alezajului repectiv se aduce n axa optic a microscopului);
pn la terminarea msurrilor piesa de msurat se va menine n acelai loc
i aceeai poziie pe msua aparatului;
a)
b)
c)
Figura 5.4 Fazele de realizare a msurarii distanei dintre centrele alezajelor:
a-aezarea piesei de controlat pe msua aparatului; b-vizarea succesiv a
alezajelor 1 i 2; c-suprapunerea imaginilor pentru fiecare alezaj n parte.
corespunzator acestei suprapuneri, la cele dou uruburi micrometrice se fac
citirile: x
1
-la urubul micrometric 2 (pentru deplasri longitudinale); y
1
-la urubul
micrometric 1 (pentru deplasri transversale); Milimetrii se citesc pe braul
cilindric, iar jumtile de sutime pe tambur ca n Figura 5.5;
citirile se trec n Tabelul 5.2;
tot cu ajutorul uruburilor micrometrice se deplaseaz msua aparatului,
pn se face suprapunerea perfect a celor dou imagini ale celuilalt alezaj O
2
(Figura 5.4b); Corespunztor acestei suprapuneri, la uruburile micrometrice se fac
citirile: x
2
- la urubul micrometric 2; y
2
- la urubul micrometric 1 i se trec n
Tabelul 5.2;
Piesa
Cmpul vizual al ocularului microscopului cu
imaginea dubl a alezajelor vizate 1 i 2
Cmpul vizual al ocularului microscopului cu
imaginea suprapus a alezajelor vizate 1 i 2
32
Figura 5.5 Exemplu de citire pe scara urubului micrometric al microscopului:
7,215 mm
Tabelul 5.1
Diametrul diafragmei
Unghiul profilului filetului
Diametrul exterior
sau interior la piese
cilindrice sau
diametru mediu la
filete
Cilindri
30 55 60
0,5
1
2
3
4
5
6
8
10
12
14
16
18
20
25
30
40
50
60
80
100
-
31
34,6
21,5
19,5
18,1
17
15,5
14,4
13,5
12,8
12,3
11,6
11,4
10,6
9,9
9
8,4
7,9
7,2
6,7
24,8
19,7
15,5
13,6
12,4
11,5
10,8
9,9
9,2
8,7
8,2
7,8
7,5
7,3
6,7
6,3
5,7
5,3
5
4,5
4,2
30,1
24
19
16,6
15
14
13,2
12
11,1
10,5
10
9,5
9,1
8,8
8,1
7,7
7
6,5
6,1
5,6
5,1
31
24,5
19,5
17
15,5
14,4
13,5
12,3
11,4
10,7
10,3
9,8
9,4
9
8,4
8
7,2
6,7
6,2
5,7
5,3
Bra cilindric
(mm)
Tambur gradat
(sutimi de mmm)
33
cu citirile efectuate se calculeaz distanele O
1
A i AO
2
(Figura 5.4c i 5.3):
O
1
A=x
2
-x
1
(mm) (5.1)
AO
2
=y
2
-y
1
(mm) (5.2)
se determin distana L dintre centrele alezajelor cu ajutorul formulei:
, ) , )
2
1 2
2
1 2
2
2
2
1
y y x x AO A O L + + = + =
(5.3)
-pentru ca rezultatele msurrii s fie mai concludente se va repeta msurarea de
cel puin trei ori obinndu-se:
n
L
L
med
med
=
(5.4)
n care:
n - numrul msurrilor.
Observa ie: Dac distana dintre alezajele considerate depete valoarea de
25 mm (cursa maxim a urubului micrometric a saniei transversale), se folosete o
cal sau un bloc de cale, care se monteaz ntre captul urubului micrometric 13 i
suportul special de pe msua transversal a microscopului, n scopul mririi cursei
urubului micrometric.
V) Tabel cu datele prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 5.2.
VI) Concluzii: Piesa se consider bun, dac distana dintre centrele
alezajelor se ncadreaz n limitele prescrise.
Observaie: n acelai mod se poate msura distana dintre centrele a dou
alezaje, care au profil de o form geometric regulat (dreptunghi, ptrat, hexagon
etc.) la care msurarea prin alte metode este foarte dificil. De asemenea, prin
metoda prezentat se mai poate msura cu uurin i distana dintre marginea
piesei i centrul unui alezaj, de pe acea pies.
34
Un alt avantaj al metodei prezentate const n aceea c eroarea de msurare a
distanei dintre centrele alezajelor nu este influenat de erorile de prelucrare ale
diametrelor alezajelor.
5.2 Controlul distan ei i paralelismului axelor
alezajelor cu ajutorul mijloacelor universale
I) Generalit i: Distana L dintre centrele O
1
i O
2
ale alezajelor A
1
i A
2
(Figura 5.6), se poate determina n baza uneia din relaiile de calcul:
Figura 5.6 Schema de calcul a distanei dintre axele alezajelor
L=x+0,5(D
1
+D
2
) (5.5)
L=y+0,5(D
1
+D
2
) (5.6)
L=0,5(x+y) (5.7)
n care:
x i y-distana minim i respectiv maxim dintre generatoarele alezajelor A
1
i A
2
;
D
1
i D
2
-diametrele alezajelor A
1
i A
2
.
Cercetrile efectuate arat c mai precis este msurarea n baza relaiei
(5.7), ntruct intervin numai dou mrimi de msurat. Din acelai motiv este i
mai rapid.
35
Pentru ca msurarea s fie ct mai concludent, cotele D
1
, D
2
, x i y se vor
determina n cele dou plane de msurare I i II i se vor calcula L
I
i L
II
cu una din
relaiile (5.5)(5.7), apoi se determin semisuma acestora, ceea ce reprezint
distana dintre axele alezajelor n planul median:
L
m
= [0,5 (L
1
+ L
II
)] (5.8)
Abaterea de la paralelismul axelor se determin prin diferena cotelor L
I
i
L
II
msurat n planele de msurare I i II, raportat la lungimea de referin l:
) L L (
l
1
AB
II I 1
=
(5.9)
Metoda de msurare, n modul aratat, are erori de msurare mari, cauzate de
erorile de form macrogeometrice c
FMG
i micrometric c
fmg
, ale suprafeelor
efective (Figura 5.7).
Figura 5.7 Influena erorilor de form macro i microgeometric ale
suprafeelor efective asupra preciziei de msurare a distanei dintre axele
alezajelor
36
Aceste erori pot fi evitate parial sau total dac, n procesul de control, n
locul suprafeelor efective (reale), se vor folosi suprafeele adiacente materializate
cu ajutorul unor dornuri de control, autocentrante.
II) Instrumente i dispozitive de msur folosite: ubler de exterior i
interior, cu valoarea diviziunii de 1/50 sau 1/20 mm, sau micrometru de exterior i
micrometru de interior cu domeniul de msurare corespunzator mrimii cotelor de
msurare; mas de control; prisme prelucrate n pachet (2 buci); comparator cu
cadran cu valoarea diviziunii de 0,01 mm; bil de reazem; dornuri de control
autocentrante.
III) Schema de msurare: Conform Figurilor 5.6; 5.8 i 5.9.
Figura 5.8 Msurarea paralelismului axelor alezajelor n planul orizontal
IV) Modul de lucru:
Msurarea propriu-zis:
cu ajutorul ublerului sau cu un alt mijloc de msur i control, se msoara
cotele D
1I
, D
1II
, D
2I
, D
2II
, x
I
, x
II
, y
I
, y
II
i se noteaz n Tabelul 5.3;
se calculeaz cotele L
I
i L
II
cu ajutorul uneia din relaiile (5.5), (5.6) sau
(5.7). (mai indicat este relaia 5.7);
L
eI
'
L
eII
'
d
1 I
'
d
2 I
'
d
1 II
'
d
2 II
'
I'
I
'
II
'
II
'
L
I
'
L
II
'
37
se determin distana dintre axe n planul median, cu ajutorul relaiei (5.8) i
abaterea de la paralelism n planul orizontal cu relaia (5.9);
n scopul eliminarii erorilor cauzate de c
FMG
i c
fmg
(Figura 5.7), axele
alezajelor se materializeaz cu ajutorul dornurilor de control cu suprafee conice
(Figura 5.8), sau de un alt tip;
cu ajutorul ublerului sau micrometrului de exterior se msoar n planele de
msurare I
i II
, distanate la 100 mm, cotele peste dornurile introduse n alezajele
piesei de controlat (L
eI
'
) i (L
eII
'
);
se determin distana i paralelismul axelor alezajelor n planul orizontal,
procedndu-se n modul artat, inndu-se seama, de data aceasta, de diametrele
celor dou dornuri, n planele de msurare respective.
a)
b)
Figura 5.9 Msurarea paralelismului axelor alezajelor n planul vertical
a) vedere din fa; b) vedere de sus;
pe masa de control se aeaz: prisma dubl 1 sau dou prisme simple
prelucrate n pachet; reazemul 2 i suportul 4, n care se monteaz comparatorul 3
(Figura 5.9);
piesa de controlat cu dornurile introduse n alezajele respective se aaz cu
unul din dornuri pe prisma (prismele) 1, iar cu cellalt capt se sprijin pe reazemul
2 (Figura 5.9);
se deplaseaz transversal comparatorul peste dornul din dreptul reazemului i
se tensioneaz la 1 2 rotaii complete, dup care comparatorul se regleaz la zero,
corespunzator cotei maxime citite prin deplasarea peste dorn, n planul vertical I
(C
I
= 0);
se deplaseaz transversal comparatorul peste acelai dorn n planul de
msurare II
''
, distanat fa de planul I'', de asemenea la 100 mm i se noteaz
1
2
3 4
38
citirea maxim C
II
, care de fapt reprezint abaterea de paralelism n planul vertical,
APlv
ef
, a acestui dorn, fa de dornul considerat baz de referin, aezat pe prisma
(prismele) 1.
Observaie: Prin metoda prezentat se poate controla, n mod asemntor,
distana i paralelismul axei unui singur alezaj sau a mai multor alezaje n linie, n
raport cu o suprafa plan.
V) Tabel cu datele prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 5.3.
VI) Concluzii: Piesa se consider bun dac distana dintre axele alezajelor
i abaterea efectiv de la paralelism n planul orizontal i n planul vertical, se
ncadreaza n valorile prescrise.
39
40
41
LUCRAREA 6
CONTROLUL CONICIT ILOR EXTERIOARE
6.1 Controlul conicit ilor exterioare cu microscopul
prin metoda vizrii directe
I) Generalit i: La o pies conic, conicitatea K se poate determina cu
ajutorul relaiei:
L
d D
K
=
(6.1)
n care:
D i d - diametrele piesei, msurate n dou seciuni oarecare, mm;
L - distana ntre cele dou seciuni care conin diametrele msurate, mm.
n afara preciziei mrite cu care se efectueaz citirile (valoarea diviziunii
0,001 mm pentru microscopul universal i 0,01 mm pentru microscopul mare de
atelier), msurarea elementelor D, d i L prin aceast metod prezint i avantajul
eliminarii erorilor, datorit neuniformitii forei de msurare i deformaiilor ce
apar la contactul instrumentelor de msurare cu piesa de msurat.
Figura 6.1 Cap ocular universal
1
2 3
42
Microscoapele de msurare, n cazul de fa microscopul mare de atelier
(Figura 6.2) sunt inzestrate cu dou snii, una cu posibilitatea de deplasare n
direcie transversal 18, utilizat n cazul de fa pentru determinarea diametrelor D
i d, i una, cu posibilitatea de deplasare n direcie longitudinal 16, utilizat n
cazul de fa pentru determinarea distanei L.
Figura 6.2 Microscopul mare de atelier
Dimensiunile D, d i L se determin fiecare ca diferen a dou citiri,
efectuate la tamburul uruburilor micrometrice 13 i 11 care acioneaz sniile 14 i
16 (transversal i longitudinal).
n Figura 6.3 sunt reprezentate firele reticulare din ocularul de vizare 2 al
microscopului.
Figura 6.3 Firele reticulare
4
5
6
7
8
19
16
17
10
9
18
15
13 12
14
11
43
Pentru o mai precis stabilire a dimensiunii L se poate folosi o cal plan
paralel, n locul efecturii celor dou citiri la tamburul urubului micrometric 11 al
saniei longiudinale 16.
II) Aparate de msur folosite: Microscopul universal sau microscopul
(mare sau mic) de atelier. n cazul de fa se va descrie lucrarea pentru microscopul
mare de atelier, la care se nlocuiete capul ocular cu capul ocular prezentat n
Figura 6.1.
III) Schema de msurare: Conform Figurii 6.4.
Figura 6.4 Schema de msurare
IV) Modul de lucru:
Pregtirea aparatului n vederea msurrii:
reglarea diafragmei se realizeaz prin rotirea dispozitivului de iluminare 8 cu
valoarea diafragmei ce se ia n funcie de valoarea diametrului de msurat n
seciunea considerat (determinat prin alte mijloace mai puin precise);
se introduce techerul n priz (atenie la tensiunea de lucru);
se focalizeaz vrfurile de fixare, dup cum urmeaz:
44
rotind rozeta 9, se aduce coloana 4 n poziie vertical (poziia zero la
rozet);
se aduc n contact cele dou vrfuri de fixare;
prin deplasarea mesei cu ajutorul uruburilor micrometrice 11 i 13,
vrfurile n contact se aduc n cmpul vizual;
rotind de rozeta 5, urubul 6 fiind deblocat, braul 7 al microscopului
se deplaseaz corespunzator n sus sau n jos, pn cnd imaginea
vrfurilor devine ct mai clar i se blocheaz braul n aceast poziie
cu ajutorul urubului 6;
focalizarea fin se realizeaz rotind corespunztor rozeta 18. Privind
n ocularele 2 i 3 (Figura 6.1) se rotesc corespunztor monturile
acestora, pn cnd imaginea firelor reticulare i a scrii unghiulare
devine ct mai clar cu putin, pentru ochiul celui care msoar.
aezarea axei piesei de msurat n axa longitudinal a aparatului sau paralele
cu acesta (condiie absolut necesar pentru msurarea corect a diametrelor i a
distanei L) se realizeaz dup cum urmeaz:
se monteaz ntre vrfurile dispozitivului un dorn de control,
reprezentat n Figura 6.5;
se rotete rozeta 1 (Figura 6.1), pn ce n ocularul 3 scara
longitudinal indic zero grade i zero minute; n acest caz firul
reticular 11 (Figura 6.3) se afl pe aceeai direcie cu axa
longitudinal a aparatuluidirecia de deplsare a saniei.
acionnd rozeta 12 se rotete masa 15 i odat cu vrfurile cu dornul
de control, n jurul axei verticale, pn n ocularul 2 (Figura 6.1) apare
generatoarea dornului de control suprapus peste firul reticular 11, la
nevoie se acioneaz corespunztor uruburile micrometrice 11 i 13.
n acest poziie se blocheaz masa rotitoare.
Figura 6.5 Dornul de control
Msurarea propriu-zis:
se monteaz piesa de msurat ntre vrfurile dispozitivului;
45
se aaz cala 10 (fixat n suportul ei) cu dimensiunea L ntre captul
urubului micrometric de deplasare n direcia longitudinal 11 i opritorul de pe
sania 16, a aparatului;
acionnd ambele uruburi micrometrice de deplasare pe direcie
longitudinal 11 i transversal 13, se aduce o generatoare a conului n cmpul
vizual;
rotind rozeta ocularului de vizare 1 (Figura 6.1) se suprapune firul reticular
11 pe generatoare;
se citete pe tamburul urubului micrometric 13 valoarea C
1
;
se deplaseaz sania pe direcia transversal, acionnd urubul micrometric
13, pn cnd n cmpul vizual apare cealalt generatoare a conului;
rotind rozeta ocularului de vizare 1 se suprapune firul reticular 11 pe
aceast generatoare;
se citete pe tamburul micrometric 13 valoarea C
2
;
se determin diametrul d din relaia:
d=C
2
C
1
(mm) (6.2)
se scoate cala 10 de dimensiune L, msua 16 a aparatului deplasndu-se
automat n direcie longitudinal, exact cu aceast distan (urubul micrometric al
saniei longitudinale nu trebuie acionat);
se repet operaiile corespunzatoare determinrii diametrelor obinndu-se
valorile C
3
i C
4
;
se calculeaz diametrul D din relaia:
D=C
4
C
3
(mm) (6.3)
Cunoscnd pe D, d i L se calculeaz conicitatea K cu ajutorul relaiei (6.1)
i nclinaia i, cu ajutorul relaiei:
L 2
d D
i
=
(6.4)
Se calculeaz unghiul conului 2o i unghiul de nclinaie o cu ajutorul
relaiilor:
2
K
arctg = o
(6.5)
46
2
K
arctg 2 2 = o
(6.6)
V) Tabel cu datele prescrise i rezultatele msurrilor: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 6.1.
VI) Concluzii: Se compar valorile msurate cu valorile prescrise, trgndu-
se concluzii cu privire la precizia de execuie a piesei msurate.
Observaie: Dac diametrul conului n seciune considerate depete
valoarea de 25 mm (cursa maxim a urubului micrometric a saniei transversale),
se folosete o cal sau un bloc de cale, care se monteaz ntre captul urubului
micrometric 13 i suportul special de pe msua transversal a microscopului, n
scopul mririi cursei urubului micrometric.
6.2 Controlul conicit ilor exterioare cu microscopul
prin metoda goniometric
I) Generalit i: Concitatea unei piese se poate determina n funcie de
unghiul de nclinare o, cu ajutorul formulei:
K=2tg o (6.7)
n care:
o - unghiul dintre generatoare i axa conului sau jumatate din unghiul la vrf al
conului (Figura 6.6).
Figura 6.6 Principiul de msurare al metodei goniometrice
47
Precizia de determinare a conicitii va depinde nemijlocit, n acest caz, de
precizia de msurare a unghiului.
Metoda goniometric permite msurarea unghiului 2o, cu precizie de dou
minute.
Din Figura 6.6 reiese c unghiul la vrf al conului este egal cu unghiul
format de generatoarea CD, cu o paralel dus la generatoarea opus AB.
Ocularul de vizare 2 (Figura 6.1), al microscopului mare de atelier are un
sistem de fire reticulare (Figura 6.3), cu posibilitatea de rotire la 360
0
n jurul
punctului central 0. Rotirea firelor reticulare cu ajutorul rozetei 1 (Figura 6.1), se
nregistreaz n goniometrul 3 al aparatului, aezat sub ocularul de vizare 2. Fa de
ocularul de vizare considerat fix, piesa prins ntre vrfuri pe masua microscopului
poate executa micri de translaie n planul orizontal pe dou direcii rectangulare
xx i yy.
Combinnd micarea de rotaie a firelor reticulare cu micarea de translaie a
msuei (respectiv a piesei de msurat) pe direcia y-y, se poate msura unghiul la
vrf 2o.
n Figura 6.7 se poate urmri principiul metodei.
Firul reticular 11 n poziia 1, se confund cu generatoarea AB. n
goniometrul 3 (Figura 6.1), acestei poziii i corespunde o anumit valoare
unghiular |
1
. n poziia 2, msua microscopului cu piesa de msurat montat pe
ea a fost deplasat pe direcia y-y, pn cnd firul reticular 11 a intersectat
generatoarea CD. Deoarece firul 11 nu s-a rotit, el marcheaz n aceast poziie
dreapta A paralel cu generatoarea AB.
Figura 6.7 Schema de msurare
48
n consecin, unghiul dintre firul 11 i generatoarea CD (Poz.2) este
unghiul 2o cutat. n Poz. 3, firul reticular 11 a fost rotit (fa de Poz. 2) pn s-a
suprapus pe generatoarea CD (descriind unghiul 2o). n goniometrul 3 (Figura
6.1), acestei poziii i corespunde o anumit valoare unghiular |
2
.
La calcularea unghiului 2o, n funcie de cele dou valori unghiuare citite (|
1
si |
2
) se pot ivi dou cazuri prezentate n Figura 6.8 i Figura 6.9.
II) Aparate de msur folosite: Microscopul universal sau microscopul
(mare sau mic) de atelier. n cazul de fa se descrie lucrarea pentru cazul folosrii
microscopului mare de atelier.
III) Schema de msurare: Conform Figurii 6.7.
Figura 6.8 Schema de calcul a
unghiului 2o.(cazul I)
Figura 6.9 Schema de calcul a
unghiului 2o.(cazul II)
IV) Modul de lucru:
Pregtirea aparatului n vederea msurrii:
Operaiile de pregtire a aparatului n vederea msurrii sunt identice cu cele
artate n subcapitolul 6.1, cu observaia c aezarea axei piesei n axa
longitudinal a aparatului nu este absolut necesar, msurarea prin metoda de fa
nefiind influenat de aceast aezare.
49
Msurarea propriu-zis:
piesa de msurat se aeaz ntre vrfurile suportului cu vrfuri de prindere
15, (Figura 6.2) n poziia indicat n Figura 6.7;
cu ajutorul urubului micrometric de deplasare pe direcia transversal 13 fie
direct, fie utiliznd cale, dac nu permite cursa urubului, se aduce generatoarea
AB n cmpul vizual al microscopului;
acionnd simultan urubul micrometric de deplasare pe direcia transversal
13 i rozeta 1 (Figura 6.1) de rotire a firelor reticulare, se suprapune firul reticular
11 peste generatoarea AB a conului;
se citete n goniometrul 3 poziia unghiular |
1
a firului reticular 11;
aducnd generatoarea CD n cmpul vizual al microscopului n aa fel nct
firul reticular 11 s intersecteze aceast generatoare;
acionnd rozeta 1 care rotete firele reticulare n sensul artat n Figura 6.7
(Poz. 2), se suprapune firul 11 peste generatoarea CD;
se citete n goniometrul 3 poziia unghiular |
2
a firului reticular 11;
se calculeaz unghiul 2o conform Figurilor 6.8 i 6.9;
se calculeaz conicitatea cu formula (6.7).
V) Tabelel cu datele prescrise i rezultatele msurrii: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 6.1.
VI) Concluzii: Se compar conicitatea sau unghiul prescris cu conicitatea cu
unghiul msurat, trgndu-se concluzii cu privire la precizia de execuie a piesei
msurate.
50
51
LUCRAREA 7
CONTROLUL UNGHIURILOR I A
CONICIT ILOR EXTERIOARE I INTERIOARE
7.1 Controlul unghiurilor cu raportorul mecanic i
raportorul optic
I) Generalit i: Raportoarele mecanice cu vernier sunt instrumentele cele
mai des folosite la msurarea unghiurilor n atelier.
Figura 7.1 Raportoare cu vernier circular:
a pentru unghiuri de 0-180
; b pentru unghiuri de 0-320
52
Raportoarele prezentate n Figura 7.1a i b sunt dotate cu un vernier circular,
care se rotete pe scara aparatului odat cu rigla mobil a acestuia. Vernierul
respectiv d posibilitatea s se citeasc fraciunile de grad ale unghiului msurat cu
o precizie de 2
(vernierul are 30 de diviziuni).
Raportorul universal (Figura 7.2) are domeniul de msurare cuprins ntre 0 i
360
, fiind dotat cu un vernier circular cu o precizie de citire de 5
(12
diviziuni/grad). Raportorul se compune din corpul 1, care este format din dou
pari: una fix, care face corp comun cu rigla 2 i una mobil care se rotete n jurul
unui ax, de care se fixeaz, cu ajutorul urubului 3, rigla mobil 4. urubul 5 are
rolul de a bloca poziia celor dou rigle n poziia corespunztoare unghiului de
msurat.
n vizorul 6, practicat pe cadranul raportorului, se citete cifra
corespunztoare zecilor de grade. Cifra unitilor se citete pe cadranul gradat 7,
funcie de poziia acului indicator astfel: dac cifra zecilor de grade apare n vizor
cu culoare neagr, cifra unitilor gradelor se citete n sens orar iar dac cifra
zecilor de grade apare n vizor cu culoare roie, cifra unitilor gradelor se citete n
sens antiorar.
Figura 7.2 Raportorul universal
Raportorul optic tip Zeiss (Figura 7.3) are un domeniu de msurare cuprins
ntre 0
i 360
cu o precizie de citire de 5
. Raportorul se compune din corpul 1,
care este format din dou pari: una fix, care face corp comun cu rigla 2 i una
mobil care se rotete n jurul unui ax, de care se fixeaz, cu ajutorul urubului 3,
rigla mobil 4.
n interiorul prii fixe a corpului 1 este montat o plac circular de sticl,
pe care este trasat o scar de la 0 la 360
, numerotat din 90
n 90
. Discul mobil i
1
2
3
4 5 6 7
53
rigla 4, pot fi montate n poziia de msurare cu ajutorul prghiei 6. Pe partea
mobil a corpului 1 se gasete o lupa 5. Pe partea posterioar a prii mobile, n
dreptul lupei, se afl un orificiu prevzut cu un filtru verde din sticl. Prin acest
orificiu se lumineaz prin transparen scara gradat i lupa cu ajutorul unei surse
luminoase. Citirea unghiului dintre rigle se face viznd prin lup (imaginea scrii
gradate se suprapune peste imaginea vernierului).
II) Instrumente de msur folosite: Raportorul universal din Figura 7.2.
III) Schema de msurare: Conform Figurii 7.4.
Figura 7.3 Raportorul optic ZEISS:
amsurare; bcitirea unghiului.
IV) Modul de lucru:
Msurarea propriu-zis:
se monteaz la aparat rigla mobil 4 adecvat;
se rotete mecanismul, care conine scara gradat, mpreun cu rigla 4, pn
n momentul n care riglele 2 i 4 se suprapun pe piesa de controlat (fr a avea
fanta de lumin ntre rigle i pies);
se blocheaz poziia celor dou rigle cu ajutorul urubului de blocare 5;
se observ n vizorul 6, cifra zecilor de grade, iar pe scara gradat 7 cifra
unitilor i fraciunile de grad, din 5' n 5' , citindu-se valoarea unghiului msurat.
54
V) Tabel cu datele prescrise i rezultatele msurrilor: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 7.1.
Figura 7.4 Scheme de msurare
VI) Concluzii: Se compar valoarea msurat a unghiului cu valorile
maxime i minime prescrise, trgndu-se concluzii cu privire la precizia de
execuie a piesei respective.
55
7.2 Controlul conicit ilor exterioare
7.2.1 Controlul conicit ilor exterioare cu rigla de
sinus
I) Considera ii generale: Metoda de msurare se bazeaz pe cunoscuta
teorem a paralelelor tiate de secant. Dreptele paralele D
1
i D
2
(Figura 7.5), sunt
tiate de secanta D
3
. Dintre unghiurile egale care se formeaz intereseaz doar
unghiurile alterne interne o
1
i o
2
.
Figura 7.5 Principiul de msurare cu rigla de sinus
Dac sub rola B a riglei de sinus, pe care se afl aezat piesa de msurat
(Figura 7.6), se introduce o cal sau un bloc de cale, astfel ca generatoarea CD s
devin paralel cu placa de control (Figura 7.7) se observ c generatoarea CD
joac rolul dreptei D
1
, placa de control rolul dreptei D
2
, iar generatoarea EF rolul
secantei D
3
. n acest caz unghiul 2o este unghiul format de placa de control, cu
suprafaa de aezare a riglei de sinus.
Cele dou unghiuri fiind egale, aflarea unghiului conului 2o se reduce la
calcularea valorii unghiului BAG din triunghiul dreptunghic GBA, n care se
cunoate ipotenuza L AB = (constanta riglei de sinus) i cateta BG=H (naltimea
calei sau a blocului de cale introdus sub rola B a riglei de sinus):
L
H
2 sin = o
(7.1)
56
L
H
arcsin 2 = o
(7.2)
Figura 7.6 Conul de msurat n
poziie orizontal
Figura 7.7 Conul de msurat n poziie
final
II) Instrumente i dispozitive de msur folosite: Rigl de sinus ngusta
sau lat (Figura 7.8). n cazul de fa se descrie lucrarea pentru cazul folosirii riglei
de sinus de tip ngust, la care constanta riglei L=100 mm; comparatorul cu cadran,
cu valoarea diviziunii V
d
=0,01 mm. Acesta poate fi nlocuit cu: microcomparator
cu V
d
=0,001 mm; minimetru cu V
d
=0,001 mm; suport pentru comparator; trus de
cale plan-paralele; plac de control.
Figura 7.8 Rigla de sinus
III) Schema de msurare: Conform Figurii 7.9.
IV) Modul de lucru:
Msurarea propriu-zis:
se aaz rigla de sinus 2 pe placa de control 1 (Figura 7.6, Figura 7.9);
se determin valoarea teoretic a blocului de cale H
T
din relaia:
H
T
=Lsin2o
T
(7.3)
57
Figura 7.9 Schema de msurare cu rigla de sinus
n care:
H
T
- nalimea teoretic a calei sau blocului de cale, care ar asigura paralelismul
generatoarei CD cu placa de control, n cazul n care unghiul conului ar avea
valoarea 2o
r
;
L = 100 mm - constanta riglei de sinus;
2o
r
- unghiul teoretic (prescris).
se formeaz blocul de cale 3, cu dimensiunea H
r
(sau se ia cala
corespunztoare acestei dimensiuni) i se aaz pe placa de control, sub rola B a
riglei de sinus (Figura 7.7, Figura 7.9);
se constat paralelismul sau neparalelismul generatoarei CD cu placa de
control;
n acest scop se deplaseaz suportul comparatorului 4 pe placa de control n
lungul generatoarei CD (n cazul folosirii vrfurilor de msurare pe suprafaa
plan):
dac valorile indicate de comparatorul 5 la extremitile generatoarei
CD sunt egale, rezult c generatoarea este paralel cu placa de control, unghiul
efectiv al conului (2o
E
) este egal cu cel teoretic (o
r
), folosit la calcularea blocului
de cale cu dimensiunea H
r
i, n consecin, conul a fost corect executat;
dac valorile inicate la cele dou extremiti sunt diferite, se modific
blocul de cale n plus sau n minus, repetndu-se dup fiecare modificare operaia
de verificare a paralelismului generatoarei cu placa de control, pn cnd se va
obine o anumit nalime a blocului de cale H
E
, pentru care valorile indicate de
comparator la cele dou extremiti ale generatoarei CD sunt aceleai;
se determin valoarea dimensiunii blocului de cale din relaia:
2
1
4 3
5
58
H
E
=h
1
+h
2
++h
n
(7.4)
n care:
h
1
,h
2
,,h
n
- dimensiunile calelor care formeaz blocul, mm;
Cunoscnd pe L i H
E
, se determin unghiul 2o
E
din relaia:
L
H
E
= 2 sin
(7.5)
n care:
2o
E
- unghiul efectiv al conului, grade.
V) Tabelel cu datele prescrise, rezultatele msurrilor: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 7.2.
VI) Concluzii: Se compar valorile unghiulare limit prescrise (maxim i
minim) ale conului cu valoarea efectiv 2o
E
i se trag concluzii n legatur cu
precizia de execuie. Piesa cercetat se consider bun, dac este satisfacut
relaia:
2o
r
+ a
i2o
s2o
E
s2o
r
+a
s2o
(7.6)
n care:
a
i2o
i a
s2o
- abaterile inferioar, respectiv superioar prescrise.
Observaie: n cazul msurrii pieselor conice, controlul paralelismului
generatoarei piesei cu placa de control se face prin deplasarea comparatorului pe
direcia perpendicular pe axa piesei de msurat. Se va reine diviziunea de pe
cadran, corepunzatoare schimbrii de sens a micarii acului indicator. Aceast
diviziune reprezint punctul de maxim, n seciunea considerat (n raport cu placa
de control).
59
7.2.2 Controlul conicit ilor exterioare cu role
calibrate
I) Generalit i: n cazul unui arbore conic, determinarea unghiului de
nclinare o (Figura 7.9) se face cu ajutorul a dou role calibrate utiliznd relaia:
H
L L
tg
2
1 2
=
(7.7)
Relaia (7.7) se deduce din diferena a dou dimensiuni msurabile:
L
1
=d
m
+2rctg|+2r=d
m
+2r(1+ctg|);
L
2
=d
m
+2Htgo+2rctg|+2r=d
m
+2Htgo+2r(1+ctg|);
L
2
-L
1
=2Htgo;
H 2
L L
tg
1 2
= o
.
Figura 7.10 Principiul de msurare cu role calibrate
II) Instrumente i dispozitive de msur folosite: Platoul de control;
dispozitivul cu role calibrate (Figura 7.11) format din dou role calibrate 1 cu
60
diametrul d
r
fixate cu uruburile 2 pe placuele 3 care la rndul lor sunt articulate pe
mnerul 4.
Figura 7.11 Dispozitivul cu role calibrate
Aceste dispozitive se construiesc pe game de dimensiuni n funcie de
diametrele minime i maxime ale conurilor supuse msurrii. Trusa de cale plan
paralele; instrumentul pentru msurrea cotelor L
1
, L
2
i H, cu valoarea diviziunii i
dimensiunea maxim de msurare dup necesiti.
III) Schema de msurare: Conform Figurii 7.10.
IV) Modul de lucru:
Msurarea propriu-zis:
se aeaz conul de msurat cu suprafaa frontal pe platoul de control (Figura
7.10);
dispozitivul cu role calibrate (Figura 7.11) se aeaz pe platoul de control
astfel ca cele dou role s se gseasc de o parte i de alta a conului care se
msoar;
se apropie rolele de con (articulaia permind acest lucru) pn cnd se
stabilete contactul cu acesta;
se msoar cota peste rola L
1
(n mm) cu unul din instrumentele amintite sau
cu un alt aparat adecvat;
se alege din trusa de cale plan-paralele dou cale cu aceeai dimensiune H,
(n funcie de nlimea conului supus msurrii i de deschiderea dintre inelele
calibrate) i se aaz de o parte i de cealalt a conului pe platoul de control;
1
2
3
4
61
se aeaz rolele calibrate pe calele plan-paralele i se apropie una de alta,
pn cnd fac contact cu conul supus msurrii;
se msoar cota peste role L
2
, mm;
se calculeaz unghiul de nclinare cu relaia (7.7).
V) Tabelel cu datele prescrise i rezultatele msurrii: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 7.3.
VI) Concluzii: Din comparaia unghiurilor de nclinare prescrise sau a
conicitii prescrise cu unghiul i respectiv conicitatea msurat se trag concluzii cu
privire la precizia piesei controlate.
7.3 Controlul conicit ilor interioare
7.3.1 Controlul conicit ilor interioare cu discuri
calibrate
I) Considera ii generale: n cazul unui alezaj conic determinarea unghiului
de nclinare (Figura 7.12) se face cu ajutorul a dou discuri calibrate de diametru
d
1
i d
2
utiliznd relaia:
H 2
d d
tg
1 2
= o
(7.8)
II) Instrumente i dispozitive de msur folosite: Platoul de control;
dispozitivul cu discuri calibrate (Figura 7.12, Figura 7.13) format din dou discuri
calibrate cu diametrul d
r
i d
2
: discul 1 solidar cu tija 2 iar discul 3 culisant pe tij.
Poziia relativ a discului 2 poate fi fixat cu ajutorul urubului 4 n vederea
determinrii cotei H. Tija poate fi sau nu gradat.
Aceste dispozitive se construiesc pe game de dimensiuni n funcie de
diametrele minime i maxime ale conurilor supuse msurrii. Trusa de cale plan
62
paralele; instrumentul pentru msurrea cotelor d
1
, d
2
i H, cu valoarea diviziunii i
dimensiunea maxim de msurare dup necesiti.
III) Schema de msurare: Conform Figurii 7.12.
Figura 7.12 Principiul de msurare cu discuri calibrate
Figura 7.13 Dispozitivul cu discuri calibrate
IV) Modul de lucru:
Msurarea propriu-zis:
se aeaz piesa cu alezajul conic de msurat cu suprafaa frontal pe platoul
de control (Figura 7.12);
se introduce dispozitivul cu discuri calibrate (Figura 7.13) n alezajul de
controlat conform schemei de msurare din Figura 7.12;
2 1 3 4
63
se autocentreaz cele dou discuri calibrate astfel nct conturul suprafeelor
circulare inferioare a acestora s intre n contact cu suprafaa alezajului conic
msurat;
se msoar diametrele d
1
i d
2
ale celor dou discuri calibrate precum i cota
H (distana dintre cercurile de contact ale discurilor caliubrate i alezajul conic
msurat);
se calculeaz unghiul de nclinare cu relaia (7.8).
V) Tabelel cu datele prescrise i rezultatele msurrii: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 7.4.
VI) Concluzii: Din comparaia unghiurilor de nclinare prescrise sau a
conicitii prescrise cu unghiul i respectiv conicitatea msurat se trag concluzii cu
privire la precizia piesei controlate.
64
65
66
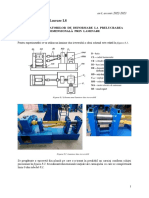
LUCRAREA 8
MSURAREA (CONTROLUL) FILETELOR
CILINDRICE EXTERIOARE
8.1 Msurarea diametrelor mediu i interior la filete
cu micrometrul pentru filete
I) Generalit i: Msurarea diametrului mediu d
2
i a diametrului interior d
1
la filete cu ajutorul micrometrului special pentru filete (Figura 8.1), este o metoda
direct de msurare, folosit de regul la controlul filetelor de precizie sczut i la
control, n general, n timpul prelucrrilor de degroare i semifinisare. Controlul
n timpul prelucrrilor de finisare i chiar de semifinisare este indicat s se fac cu
alte metode i mijloace cum ar fi de exemplu metoda srmelor calibrate sau metode
optice, a cror productivitate este mai sczut, dar asigur precizia de msurare
mult mai ridicat.
a)
b)
Figura 8.1 Micrometrul pentru filete (a),
cu vrfurile de msurare respective (b)
1 2 3 4
1
5 6 7 8
9
9
67
Micrometrele speciale pentru filete (Figura 8.1a), spre deosebire de
micrometrele obinuite, prezint posibilitatea montrii interschimbabile n orificiile
(alezajele) practicate n tija 5 i nicovala 2, a vrfurilor de msurare 3 i 4, de form
adecvat msurrii diametrelor d
2
i d
1
.
n vederea msurrii diametrului d
2
vrfurile de msurare, livrate ca accesorii
ale micrometrului respectiv, cu unghiul de profil | egal cu cel al filetului x (Figura
8.2) i cu dimensiuni stabilite n funcie de mrimea pasului (Tabelul 8.1).
Tabelul 8.1
Nr.
crt.
Filete metrice
Gama de pai
[mm]
Nr.
vrf
Filete Whitwort
Gama de pai
[nr. pai/ol]
1
2
3
4
5
6
0,40,6
0,61
1,01,75
1,753,0
3,05,0
5,07,5
I
II
III
IV
V
VI
VII
VIII
IX
X
60-48
48-40
40-32
32-24
24-18
18-11
11-10
10-7
7-4.5
4,5-3
Msurarea diametrului interior d
1
se efectueaz ca i msurarea diametrului
d
2
cu deosebirea c la micrometru se monteaz vrful cu unghiul de profil | <x
(Figura 8.3) astfel nct contactul vrfurilor cu filetul piesei s se fac dup fundul
filetului.
II) Instrumente de msur folosite: Micrometru special pentru filete, cu
urmtoarele caracteristici principale: valoarea diviziunii 0,01 mm sau 0.002 mm
sau 0,005 mm; limitele de msurare de la 025 mm sau 2550 mm, .a.
Trusa micrometrului cu vrfurile de msurare si cu calele pieselor de reglare
la zero a aparatului.
Suport pentru micrometru (numai n cazul controlrii piesei de dimensiuni
mici).
ubler cu cadran cu domeniul de msurare 0150 mm, valoarea diviziunii
0,05 mm prevzut cu ciocuri pentru msurarea diametrului interior la filete.
68
II) Schemele de msurare: Conform Figurilor 8.2 i 8.3.
III) Modul de lucru:
Pregtirea micrometrului n vederea msurrii diametrului d
2
:
din trus, n funcie de pasul filetului de control, se aleg vrfurile de
msurare corespunztoare (Tabelul 8.1) i se monteaz n locaurile respective ale
micrometrului (Figura 8.1a). Vrful prismatic 3 se monteaz n alezajul nicovalei
2, iar cel conic n alezajul tijei 5.
Figura 8.2 Msurarea diametrului mediu la filete:
aschema de msurare a diametrului d
2
; bschema reglrii la zero a
micrometrelor cu limitele de msurare 025mm; cidem, pentru micrometrele
cu limitele de msurare 2550, 5075 mm, etc.
se regleaz micrometrul la zero; La micrometrele care au domeniul de
msurare 0...25 mm reglarea la zero se face pentru poziia de contact a flancurilor
celor dou vrfuri (Figura 8.2b), iar la micrometrul din domeniul de msurare
25..50 mm; 50..75 mm etc., reglarea la zero se face fie pentru poziia de contact a
flancurilor vrfurilor cu cele ale unei msuri M (Figura 8.2c), fie folosind calibre
filetate, inndu-se seama de eroarea efectiv a calibrului. n timpul reglrii,
precum i n timpul msurrii, se va folosi numai dispozitivul de limitare a forei de
69
msurare 8 (Figura 8.1a), n caz contrar se vor introduce erori suplimentare de
reglare i respectiv de msurare.
Msurarea propriu-zis:
acionnd corespunztor de dispozitivul de limitare a forei de msurare 8,
vrfurile de msurare se aduc n contact cu flancurile filetului de msurat (Figura
8.2a) i se observ pe scara micrometrului valoarea maxim (diametrul i nu o
coard oarecare);
se citete direct valoarea diametrului msurat, conform indicaiilor date n
Figura 8.4;
n acelai mod, se msoar d
2
n cele trei seciuni I, II i III dup direciile 1
i 2, reciproc perpendiculare (Figura 8.2a), n scopul de a se vedea dac dup
diametrul mediu, filetul are sau nu erori de form admisibile.
Figura 8.3 Msurarea diametrului interior:
aschema de msurare a diametrului interior; bschema de reglare a
micrometrului.
70
Principalele surse de erori la aplicarea acestui procedeu sunt: erorile
unghiului de profil la filetul respectiv i la vrfurile de msurare, erorile pasului,
uzura vrfurilor.
Aceste erori, conduc la contact eronat ntre vrfurile de msurare i flancurile
filetului, fapt pentru care eroarea de msurare a acestei metode este de ~0,050,2
mm. De aceea metoda este contraindicat la controlul diametrului d
2
la filete de
precizie ridicat, la tarozi, la calibre filetate, etc.
Reglarea la zero a micrometrului se efectueaz n acelai mod ca i la
micrometrele obinuite, folosind ns, un adaos (o cal) n funcie de grosimea a
(Figura 8.3b). Pentru msurarea diametrului exterior se monteaz la micrometru
vrfurile de msurare plane 9 (Figura 8.1).
Observaie: Msurarea diametrului interior d
1
se face n baza schemei
prezentate n Figura 8.3 procednd n acelai mod ca i n cazul msurrii
diametrului d
2
, cu deosebirea c, vrfurile de msurare trebuie s fac contact cu
fundul filetului pentru a fi posibil msurarea diametrului d
1
. n lipsa vrfurilor
speciale, diametrul interior poate fi msurat i cu ajutorul ublerului utilizndu-se
ciocurile destinate special acestui scop.
V) Tabel cu datele prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 8.2.
Figura 8.4 Exemple de citire la micrometrul pentru filete
71
VI) Concluzii: Filetul se consider bun numai dac diametrele obinute prin
msurare d
2ef
i d
1ef
se ncadreaz n abaterile prescrise.
8.2 Verificarea filetelor cu microscopul mic de atelier
prevzut cu cap ocular pentru filete
I) Generalit i: Capul ocular pentru filete denumit i cap revolver, prezentat
n Figura 8.5 se poate monta n locul capului ocular universal la oricare tip de
microscop de msurare. n interiorul corpului 2 se afl o plac transparent pe care
sunt trasate profilele teoretice ale filetelor metrice i whitworth.
Figura 8.5 Cap ocular pentru filete
n Figura 8.6 este prezentat microscopul mic de atelier, echipat cu cap ocular
pentru filete 6.
n cmpul vizual al ocularului 7 (Figura 8.6) se mai vede n stnga i o scar
unghiular fix (Figura 8.7) care servete la citirea asimetriei unghiului de profil x
fa de o perpendicular pe axa filetului.
Verificarea filetului prin aceast metod se recomand n cazul filetelor cu
pas mic. Ea const n compararea imaginii profilului filetului de controlat, cu
profilul teoretic al aceluiai filet, trasat pe plcua capului ocular (Figura 8.7).
II) Aparate de msur folosite: Microscop mic de atelier (Figura 8.6)
avnd, valoarea diviziunii de 0,01 mm, cursa uruburilor micrometrice 25 mm; cap
ocular pentru filete.
1
2
3
72
Figura 8.6 Microscopul mic de atelier Figura 8.7 Exemplu de msurare a
unui filet metric cu pasul de 1,25 mm
III) Schema de msurare: Conform Figurii 8.7.
IV) Modul de lucru:
Pregtirea aparatului n vederea msurrii:
din Tabelul 8.1, n funcie de diametrul piesei de controlat, se ia diametrul
diafragmei i se rotete dispozitivul de iluminare 13 (Figura 8.6) cu valoarea luat
din tabel;
se introduce techerul n priza cu tensiunea corespunzatoare;
se face focalizarea vrfurilor de fixare aduse uor n contact; Aceast
operaie se face deplasnd corespunztor n sus sau n jos braul 5 al microscopului,
acionnd pe rozeta 10, dup ce n prealabil s-a slbit urubul de blocare 11, pn
cnd imaginea vrfurilor de fixare adus n cmpul vizual se vede ct mai clar cu
putin, blocndu-se braul microscopului n aceast poziie.
focalizarea fin a vrfurilor se face rotind de rozeta 4; Privind n ocularul 7,
se rotete de montura acestui ocular pn cnd profilele trasate pe placa mobil se
vad ct mai clar.
piesa curat cu benzin se fixeaz ntre vrfuri;
dac imaginea piesei nu este suficient de clar, coloana 12 a microscopului
se nclin corespunztor pe direcia spirei, rotind de uruburile 14.
1 2
3
4
5
6
7
14
11
13
10
8
9
12
73
Msurarea propriu-zis:
cu ajutorul uruburilor micrometrice 1 i 2 se deplaseaz corespunztor
msua 3 (Figura 8.6) pn cnd una din generatoarele piesei filetate se aduce cu
aproximaie la jumtatea cmpului vizual (Figura 8.7);
rotind rozeta 9 (Figura 8.6) sau rozeta 3 (Figura 8.5), n cmpul vizual al
ocularului se aduc pe rnd profilele model n dreptul reperului zero (Figura 8.7)
pn cnd se gsete profilul model care coincide ca form i dimensiune cu
profilul vizat;
n vederea ncercrilor respective, acionnd de uruburile micrometrice, se
deplaseaz corespunztor piesa i se nclin dup nevoie, profilul model (numai
dac profilul filetului este asimetric) obinndu-se astfel suprapunerea perfect a
celor dou profile (Figura 8.7);
corespunztor acestei suprapuneri se observ i apoi se noteaz n tabelele
lucrrii felul filetului (metric sau whitworth) i valoarea pasului;
pe scara unghiular din stnga (Figura 8.7) se citete asimetria flancurilor
spirei fa de o dreapt imaginar, perpendicular pe axa filetului.
Observaii: Unghiul o se poate determina folosind metoda goniometric
(vezi lucrarea 6.2).
Diametrele d, d
1
i d
2
se pot determina, uiliznd capul ocular universal, prin
diferena dintre dou citiri la tamburul deplasrii longitudinale.
V) Tabele cu datele prescrise i rezultatele msurrii: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 8.3.
VI) Concluzii: Filetul se consider bun dac pasul p, unghiul de profil x i
asimetria flancurilor spirei fa de perpendiculara pe axa filetului au valori
admisibile.
74
75
LUCRAREA 9
MSURAREA ABATERILOR DE FORM I DE
POZI IE
9.1 Msurarea abaterilor de la rectilinitate i de la
planitate
I) Generalit i: Abaterea de la rectilinitate se definete ca distana minim
dintre un profil adiacent i profilul efectiv, masurat n limitele lungimii de
referin (de msurat), Figura 9.1.
Figura 9.1 Abaterea de la rectilinitate
Abaterea de la planitate se consider distana maxim dintre un plan adiacent
i suprafaa plan efectiv masurat n limitele suprafeei de referin (de
msurare), Figura 9.2.
Figura 9.2 Abaterea de la planitate
76
Abaterea de la planitate se mai poate considera ca abaterea de la rectilinitate
msurat n orice direcie.
II) Instrumente i dispozitive de msur folosite: Se va folosi o mas de
verificare, suport magnetic de comparator cu bra articulat i un comparator cu
cadran cu valoarea diviziunii de 0,01 mm.
III) Schema de msurare: Conform Figurii 9.3.
a)
b)
Figura 9.3 Msurarea abaterilor de la rectilinitate i planeitate
a) vedere din fa; b) vedere de sus;
IV) Modul de lucru:
Msurarea propriu-zis:
piesa de verificat 4 se aaz pe masa de verificat 1 prin intermediul a trei
reazime reglabile 5 (Figura 9.3);
comparatorul cu cadran 3 se monteaz n braul suportului 2;
se consider o reea imaginar de drepte reciproc perpendiculare care
determin pe direcie transversal seciunile I, II, III, IV, V, seciuni aproximativ
egal deprtate ntre ele;
pe direcie longitudinal se consider dreptele 1, 2, 3, 4, i 5 care vor
determina la intersecia cu dreptele I, II, III ,IV, V punctele I1, I2, ,I5; II1,
II2,II5; III1, III2, , III5;.V1,V5;
1
2
3 4
5
77
prin reglarea corespunztoare a celor trei reazime se aduc trei puncte
necoliniare ale suprafeei de msurat n acelai plan (comparatorul va arta aceeai
ordonat zero n aceste puncte); se elimin astfel abaterile de la paralelism dintre
suprafaa de aezare i suprafaa de msurare.
se determin ordonatele n celelalte puncte ale reelei, datele obinute
trecndu-se n Tabelul 9.1.
V) Tabel cu datele prescrise i rezultatele msurrilor: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 9.1.
VI) Concluzii: Se compar valoarea msurat a abaterilor de la rectilinitate
i a abaterii de la planitate cu valorile corespunztoare ale toleranelor prescrise,
trgndu-se concluzii cu privire la precizia de execuie a piesei respective.
9.2 Msurarea btii radiale la ro i din ate cilindrice i
conice
I) Generalit i: Btaia radial a danturii roilor dinate se definete ca
diferena dintre distana maxim i minim a coardei constante la axa de rotaie
efectiv a roii dinate.
Coarda constant se definete ca fiind coarda care unete punctele de contact
ale roii dinate la angrenarea acesteia fr joc cu cremalier. (Figura 9.4).
Figura 9.4 Coarda constant
78
II) Aparate i instrumente de msur folosite: Aparat pentru msurarea
btii radiale la roi dinate cilindrice i conice (Figura 9.5), comparator cu cadran
cu valoarea diviziunii de 0,002 mm.
a) b)
Figura 9.5 Aparat pentru msurarea btii radiale la roi dinate
a) vedere din fa; b) vedere de sus;
Aparatul se compune din batiul 1 care are practicat pe el dou ghidaje
reciproc perpendiculare (longitudinal 13 i transversal 14). Pe ghidajele 13 i 14
culiseaz suporii 2, respectiv 3.
n suporii 2 sunt vrfurile de centrare 4 pentru fixarea piesei ntre vrfuri. Pe
suportul 3 se afl un alt suport 12 pe care se fixeaz comparatorul 8 i vrful 7
pentru msurarea btii radiale. Vrful 7 acioneaz asupra prghiei 9 care este n
contact direct cu vrful comparatorului 8. Manivela 11 servete la retragerea rapid
a vrfului 7 dintre dinii roii dinate n vederea rotirii cu un dinte a roii.
III) Schema de msurare: Msurarea btii radiale la roile dinate se poate
face att pe plinul ct i pe golul dintelui (Figura 9.6).
Figura 9.6 Msurarea btii radiale la roile dinate:
a) pe plinul dintelui; b) pe golul dintelui.
1
2
3
4
6
5 11
7
8
9
12
14
13
15
79
IV) Modul de lucru:
Msurarea propriu-zis:
se monteaz roata de msurat 6 pe dornul 5 dup care se aaz ntre vrfurile
4 ale aparatului; La verificarea n serie a mai multor roi dinate i schimbarea
rapid a acestora, aparatul este prevzut cu maneta 15 pentru retragerea rapid a
vrfului 4.
se monteaz comparatorul 8 n suportul 12 al aparatului, la fel i vrful de
msurare 7;
se aduce vrful 7 n golul dintre doi dini, astfel nct s vin n contact cu
cele dou flancuri ale dinilor roii;
se regleaz comparatorul la valoarea zero;
se retrage vrful 7 cu ajutorul manetei 11;
se rotete roata cu un dinte i se aduce din nou vrful 7 n contact cu
flancurile dinilor, citindu-se la comparator abaterea fa de poziia zero;
se repet operaia pentru toi dinii roii controlate, rezultatele trecndu-se n
Tabelul 9.2.
Observaii:
vrful de msurare 7 nu se alege la ntmplare, ci se ia din trusa aparatului
funcie de modul roii dinate;
msurarea btii radiale se poate face att dup plinul dintelui (Figura 9.6a)
ct i dup golul acestuia (Figura 9.6b);
aparatul folosit va msura btaia radial dup golul dintelui (Figura 9.6b).
Figura 9.7 Diagrama btii radiale a danturii unei roi dinate
V) Tabel cu datele prescrise i rezultatele msurrilor: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 9.2.
80
VI) Concluzii: Se ntocmete diagrama btii radiale a roii dinate (Figura
9.7) i se compar valoarea msurat a btii radiale cu tolerana prescris,
trgndu-se concluzii cu privire la precizia de execuie a piesei respective.
81
82
83
LUCRAREA 10
MSURAREA COTEI PESTE DIN I CU
AJUTORUL MICROMETRULUI PENTRU RO I
DIN ATE
I) Generalit i: Cota peste dini, ca i grosimea dinilor, caracterizeaz jocul
lateral n angrenare ntre flancurile neactive (Figura 10.1). Ea reprezint distana
dintre dou plane paralele tangente la dou flancuri opuse luate peste n dini
(Figura 10.2) msurat dup normala comun la flancurile considerate. Se noteaz
cu W
n
i se mai numete i lungimea normalei comune.
Figura 10.1 Jocul la angrenarea roilor dinate.
Numrul n de dini peste care se face msuratoarea cotei W
n
se determin cu
relaia:
jmin
Rb
84
2
1
180
z
n
o
+
o
=
(10.1)
n care:
o - unghiul de angrenare, grade;
z - numrul de dini al roilor dinate.
Observaie: Numrul de dini n se rotunjete la un numr ntreg. Rotunjirea
se face la un numr n plus peste dou zecimi i n minus sub dou zecimi.
Lungimea teoretic a cotei peste dini la roile necorijate este dat de relaia:
W
n
=m cos2o[t(n 0,5) + Z(tg o - o)] (10.2)
n care m este modulul, mm.
Pentru o=20
o
formulele (10.1) i (10.2) devin:
5 , 0
9
z
n + =
(10.3)
W
n
=m[1,476(2n - 1)+0,1401 z] (10.4)
Abaterea cumulat maxim Ag
max
a grosimii dinilor (Figura 10.2b) se
calculeaz cu formula:
cos
min max
max
nef nef
W W
g
= A
(10.5)
La msurarea cotei peste dini W
n
se poate utiliza unul din aparatele:
micrometrul cu talere 3 (Figura 10.3), aparat prevzut cu comparator cu cadran sau
calibre potcoav fixe. Alegerea aparatului se face n funcie de clasa de precizie, de
dimensiunile i volumul de producie a roii dinate ce se verific.
85
Aparatele menionate mai sus folosesc la msurarea cotei peste dini
indiferent de axa roii dinate.
Observaie: Pentru operativitatea calculului (considernd pe m=1 i o=20
o
),
numrul de dini n peste care se face msurarea i a lungimii cotei peste dini W
n
s-
a intocmit Tabelul 10.1. (tabelul este ntocmit n baza formulelor 10.3 i 10.4).
n lucrare se exemplific msurarea cotei peste dini, sau abaterilor efective
ale acestor cote la o roat dinat la care se cunosc z, m i o precum i compararea
valorilor gsite prin msurare cu valorile limit prescrise.
II) Instrumente de msur folosite: Micrometrul pentru roi dinate cu
valoarea diviziunii de 0,01 mm, sau micrometrul prghie cu valoarea diviziunii de
0,01 mm pe tamburul micrometric i 0,002 mm pe cadranul indicatorului. Mai
poate fi folosit aparatul comparator pentru msurarea cotei peste dini.
Tabelul 10.1 Valorile cotei W
n1
teoretice peste dini pentru o = 20
o
i m =1 mm.
z n W
n1
z n W
n1
z n W
n1
z n W
n1
9
10
11
12
13
14
15
16
17
18
19
20
21
2
2
2
2
2
2
2
2
2
2
3
3
3
4,5542
4,5683
4,5823
4,5963
4,6103
4,6243
4,6383
4,6523
4,6663
4,6803
7,6464
7,6604
7,6744
32
33
34
35
36
37
38
39
40
41
42
43
44
4
4
4
4
4
5
5
5
5
5
5
5
5
10,7806
10,7946
10,8086
10,8226
10,8367
13,8028
13,8168
13,8308
13,8448
13,8588
13,8728
13,8868
13,9008
55
56
57
58
59
60
61
62
63
64
65
66
67
7
7
7
7
7
7
7
7
7
8
8
8
8
19,9591
19,9732
19,9872
19,0012
20,0152
20,0292
20,0432
20,0572
20,0712
23,0373
23,0513
23,0653
23,0793
78
79
80
81
82
83
84
85
86
87
88
89
90
9
9
9
9
10
10
10
10
10
10
10
10
10
26,4855
26,4995
26,2435
26,2275
29,1936
29,2077
29,2217
29,2357
29,2497
29,2637
29,2777
29,2947
29,3057
86
22
23
24
25
26
27
28
29
30
31
3
3
3
3
3
3
4
4
4
4
7,6884
7,7025
7,7165
7,305
7,7445
7,7585
10,7246
10,7386
10,7526
10,7666
45
46
47
48
49
50
51
52
53
54
5
6
6
6
6
6
6
6
6
6
13,9448
16,8810
16,8950
16,9090
16,9230
16,9370
16,9510
16,9650
16,9790
16,9930
68
69
70
71
72
73
74
75
76
77
8
8
8
8
8
9
9
9
9
9
23,0933
23,4074
23,4244
23,4354
23,4494
26,4455
26,4295
26,4435
26,4575
26,4715
91
92
93
94
95
96
97
98
99
100
11
11
11
11
11
11
11
11
11
12
32,2749
32,2859
32,2999
32,3439
32,3279
32,3449
32,3559
32,3691
32,3339
35,3500
III) Schema de msurare: Conform Figurii 10.
IV) Modul de lucru:
Msurarea propriu-zis:
din Tabelul 10.1, n funcie de numrul de dini ai roii dinate i de unghiul
de angrenare o, se alege numrul de dini peste care se face msurarea n i cota
peste dini Wn
1
calculat pentru m=1mm i se nscrie n Tabelul 10.2;
se calculeaz cota peste dini la o roat cu modulul diferit de mm (m=1) cu
formula:
W
n
=W
n1
m (10.6)
se verific micrometrul, pentru a se constata dac este sau nu reglat corect la
zero (pentru micrometre cu limita inferioar a intervalului de msurare diferita de
zero, verificarea se face cu ajutorul calelor plan-paralele);
marcnd unul din dinii roii de msurat, se iau n dini ntre suprafeele de
msurare ale micrometrului, astfel ncat ambele suprafee sa se aeze pe limea
dinilor (lungimea msurat s fie normal la flancuri);
se determin cota peste dini i valoarea gasit se nscrie n Tabelul 10.2;
87
Figura 10.2 Schema de msurare a cotei peste dini la roile dinate
Figura 10.3 Micrometru pentru roi dinate
se repet aceast operaie deplasnd intervalul msurat cu cte un dinte de
attea ori cai dini are roata dinat (rezultatele se nscriu n Tabelul 10.2).
Observaie: Strngerea piesei ntre suprafeele de msurare se face numai cu
ajutorul dispozitivului 8 de limitare a apsrii de msurare. Se calculeaz abaterile
efective ale cotei msurate, fa de cota teoretic peste dini:
AW
nef
=W
nef
-W
n
(10.7)
r
d
-raza cercului de divizare
r
b
-raza cercului de baz
N-normala comun
r
d
r
b
1 2 3 4 5 6 7 8
88
Se calculeaz variaia cotei W
n
cu relaia:
F
vWr
=W
nef max
W
nef min
(10.8)
n care: W
nef max
i W
nef min
sunt lungimile maxime i minime efective ale cotei peste
dini (Tabelul 10.2).
Cu formula (10.5) se calculeaz abaterea cumulat a grosimii dinilor g
max
.
V) Tabel cu datele prescrise i rezultatele msurrii: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 10.2.
VI) Concluzii: Roata dinat se consider bun dac abaterile msurate se
ncadreaza n valorile prescrise.
n acest scop se traseaz diagrama de variaie a cotei peste dini, n abscis
trecndu-se numrul dinilor iar n ordonat abaterile efctive ale cotei peste dini,
Figura 10.4.
Figura 10.4 Diagrama de variaie a cotei peste dini
89
Dac diagrama astfel trasat se afl n cmpul de toleran-piesa este bun.
Dac diagrama se afl deasupra cmpului de toleran piesa nu este terminat, iar
dac diagrama se afl dedesubtul cmpului de toleran piesa este rebut
nerecuperabil.
90
91
LUCRAREA 11
MSURAREA GROSIMII DIN ILOR DUP
COARDA CERCULUI DE DIVIZARE CU
AJUTORUL UBLERULUI SAU A
MICROMETRULUI OPTIC DE RO I DIN ATE
I) Generalit i: Grosimea dinilor dup cercul de divizare notat cu
c
s este
definit ca lungimea arcului de cerc ntre dou flancuri de sens diferit ale aceluiai
dinte (Figura 11.3). Deoarece acest cerc este dificil de msurat, msurarea grosimii
dinilor se face dup coarda cercului de divizare, prin asimilarea arcului cu coarda.
Msurarea grosimii dinilor cu ublerul pentru roi dinate (Figura 11.1)
precum i cu micrometrul optic pentru roi dinate (Figura 11.2) se face
independent de axa roii dinate lund ca baz de msurare diametrul exterior al
roii dinate (vrful dinilor).
Figura 11.1 ubler pentru msurarea grosimii dinilor la roile dinate
2 3 1 5 4
6`
7
8
9
10
11
6
10`
92
n vederea msurrii se calculeaz distana q
d
de la vrful dintelui pn la
coarda cercului de divizare cu relaia:
1
1
]
1
|
|
.
|
\
|
+ =
Z
2
Z
90
x cos 1
2
z
1 m q
0
d
(11.1)
n care:
m-modulul, mm (la roi dinate necorijate
2 Z
d
m
e
+
= );
Z-numrul de dini;
-coeficientul de corijare;
o-unghiul de angrenare;
d
e
- diametrul exterior teoretic al roii dinate.
Distana q
d
trebuie corijata cu
2
1
din abaterea efectiv a diametrului exterior
fa de cel teoretic, astfel nct grosimea dinilor s fie msurat fa de diametrul
exterior efectiv. n acest caz distana efectiv va fi dat de relaia:
2
d d
q q
e eef
d ef
+ =
(11.2)
d
eef
-diametrul exterior teoretic al roii dinate;
a) b)
Figura 11.2 Micrometru optic pentru msurarea grosimii la roile dinate:
a) vedere de ansamblu a aparatului; b) exemplu de citire
93
Grosimea dintelui dup coarda de divizare
c
s se calculeaz cu relaia:
|
|
.
|
\
|
o
= tg
Z
2
Z
90
sin mZ s
0
c (11.3)
Observa ie: Att q
d
ct i
c
s la roile necorijate se pot determina cu
formulele:
q
d
=q
1
m (11.4)
m s s
1 c c
= (11.5)
n care:
q
1
;
c
s -valorile elementare pentru m=1 mm i =0, care se iau din Tabelul 11.1.
Tabelul 11.1
z q
1
1 c
s
z q
1
1 c
s
z q
1
1 c
s
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
1,0324
1,0308
1,0291
1,0280
1,0268
1,0257
1,0247
1,0237
1,0228
1,0220
1,0212
1,0250
1,0199
1,0193
1,0187
1,0181
1,0176
1,0171
1,0167
1,0162
1,5690
1,5692
1,5693
1,5694
1,5695
1,5696
1,5697
1,5698
1,5689
1,5699
1,5700
1,5701
1,5701
1,5702
1,5702
1,5702
1,5703
1,5703
1,5703
1,5703
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
1,0158
1,0154
1,0150
1,0146
1,0143
1,0140
1,0137
1,0134
1,0131
1,0128
1,0126
1,0124
1,0121
1,0119
1,0116
1,0114
1,0112
1,0110
1,0108
1,0106
1,5704
1,5704
1,5704
1,5704
1,5704
1,5705
1,5705
1,5705
1,5705
1,5705
1,5705
1,5705
1,5705
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
1,0104
1,0103
1,0101
1,0100
1,0098
1,0097
1,0095
1,0093
1,0092
1,0091
1,0089
1,0088
1,0087
1,0086
1,0084
1,0083
1,0082
1,0080
1,0080
1,0079
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5706
1,5707
1,5707
1,5707
1,5707
1,5707
1,5707
1,5707
1,5707
94
Grosimea dintelui dup arc, se calculeaz cu formula:
2
m
2
p
s
a
t
= =
(11.6)
Asimilarea arcului cu coarda, n cazul roilor cu z > 45 dini, d o eroare de
msurare practic neglijabil. n cazul roilor cu z < 45 dini, la valoarea grosimii
dintelui gsit prin msurare trebuie adugat diferena dintre arc i coard:
o=s
a
c
s
(11.7)
n vederea msurrii se determin mai nti distana q
ef
(11.2) i apoi se
fixeaz cursorul vertical al aparatului la aceast distan i se msoar grosimea
dinilor, aeznd cursorul 1 pe vrful dintelui (Figura 11.3).
Aceast metod se folosete n general la msurarea n timpul prelucrarii
roii dinate. n subcapitolul de fa se descriu metodele de msurare a grosimii
dinilor, dup coarda cercului de divizare la o roat dinat dat (la care se cunosc:
m, Z i unghiul de angrenare ) i se indic concluziile cu privire la precizia roii
din punctul de vedere al elementului msurat.
II) Instrumente de msur folosite: Pentru efectuarea msurrii se vor
folosi: ublerul pentru roi dinate cu valoarea diviziunii 0,02 mm
|
.
|
\
|
50
1
la scara
principal 5 i 0,05 mm
|
.
|
\
|
20
1
la scara 9 a riglei de nlime l i limitele de
msurare, modul 118 mm sau 5...25 mm (Figura 11.1).
Micrometrul optic pentru roi dinate (Figura 11.2) cu valoarea diviziunii
0,02 mm sau 2550 mm etc.
III) Schema de msurare: Conform Figurii 11.3.
IV) Modul de lucru:
Msurarea cu ublerul pentru roi dinate:
cu micrometrul de exterior se determin diametrul exterior efectiv d
eef
. Din
Tabelul 11.1, n funcie de Z se determin q
1
i
1 c
s i se nscriu n Tabelul 11.2;
95
se calculeaz q
ef
i
c
s aplicnd pe rnd formulele (11.4), (11.5), (11.2),
(11.1) i (11.3);
Figura 11.3 Schema de msurare a grosimii dinilor la roi dinate dup coarda
cercului de divizare
se slbesc uruburile 10 i 10 i se aduce rigleta de nalime 1 la o cot
apropiat de cota q
ef
citit pe scara 9 i vernierul cursorului 7 (Figura 11.1);
se strnge urubul 10 i acionnd corespunzator de urubul de avans fin 8, se
face potrivirea fix a cotei q
ef
;
se blocheaz pentru aceast poziie urubul 10
'
;
se slbesc uruburile 6 i 6, se ndeprteaz corespunztor ciocul 2 de ciocul
11 i ublerul n poziie de msurare se aaz cu rigleta (cursorul) 1 pe vrful
dintelui (Figura 11.1). Apoi, suprafeele de msurare ale ciocurilor se aduc n
contact cu flancurile dintelui (Figura 11.3) i se strnge urubul n aceast poziie.
pe scara 5 i vernierul cursorului 3, se face citirea grosimii dintelui msurat
(
max c
s );
se slbete urubul 6 i n acelai mod se msoar grosimea ctorva dini ct
mai uniform repartizai pe circumferina roii dinate (pentru msurarile de precizie
ridicat se vor msura toi dinii);
valorile gsite prin msurare se nscriu n Tabelul 11.2;
se calculeaz abaterea efectiv a fiecrui dinte msurat:
c cef cr
s s E = (11.8)
96
V) Tabel cu date prescrise i rezultatele msurrilor: Se completeaz mai
nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 11.2.
VI) Concluzii: Roata dinat se consider bun dac valoarea grosimii
dinilor gsit prin msurare se ncadreaz n limitele prescrise.
n acest scop se traseaz diagrama de variaie a cotei peste dini, n abscis
trecndu-se numrul dinilor iar n ordonat abaterile efctive ale cotei peste dini,
Figura 10.4.
Figura 11.4 Diagrama de variaie a grosimii dinilor
Dac diagrama astfel trasat se afl n cmpul de toleran-piesa este bun.
Dac diagrama se afl deasupra cmpului de toleran piesa nu este terminat, iar
dac diagrama se afl dedesubtul cmpului de toleran piesa este rebut
nerecuperabil.
97
98
LUCRAREA 12
CONTROLUL STATISTIC AL CALIT II
PIESELOR DE MAINI
Controlul statistic este o metod de control naintat care se aplic n cazul
produciei de serie i de mas. Face parte din grupa de control activ. Const n:
msurarea unor loturi de piese, luate de la locul de munc n ordinea prelucrrii, la
intervale de timp, egale; nregistrarea rezultatelor msurrii n fie de control
standardizate (STAS 1849-72); prelucrarea rezultatelor msurrilor (determinarea
prin calcul a unui parametru, care d indicaii cu privire la precizia de prelucrare
cmpul de mprtiere al erorilor de prelucrare, 6o, sau amplitudinea erorilor, Wi
un alt parametru care d indicaii cu privire la corectitudinea reglrii sculei la cot
media ponderata, X a dimensiunilor efectiveerorilor de prelucraresau mediana
dimensiunilor efective, M); informarea lucrtorului n legtur cu modul cum
decurge prelucrarea (precizia caracteristic i reglarea sculei la cot), n scopul
prentmpinrii apariiei rebutului.
Controlul statistic are trei funcii mai importante:
a) Funcia de contol activ, potrivit creia n baza parametrilor X sau M i
Figura 12.1 Parametrii care stau la baza controlului statistic al calitii
99
6o sau W (Figura 12.1) se dirijeaz procesul de prelucrare (oprirea i reglarea
mainii unelte nainte sau imediat dup apariia rebutului).
n felul acesta se obin indicaii cu privire la tendina de realizare a
dimensiunilor pieselor, avertizarea lucrtorului n timp util asupra scderii preciziei
de prelucrare i se elimin controlul bucat cu bucat.
b) Funcia de caracter pasiv, care permite separarea pieselor
necorespunztoare de cele bune; ca urmare, controlul final poate fi eliminat.
c) Funcia de cercetare a siguranei n funcionare a mainilor unelte prin
urmrirea statistic a modului cum se comport n timp mainileunelte, sub
aspectul stabilitii, preciziei i reglrii la cot a sculei.
Tipurile de control statistic al calitii sunt: controlul statistic pe baz de
msurare; pe baz de verificare la corespunztor i necorespunztor; pe baz de
defecte.
Principiile generale ale acestor tipuri de control fiind comune, aa dup cum
s-a artat mai sus, diferind numai parametrii de control i forma fiei de control, n
cele ce urmeaz vom prezenta numai controlul statistic pe baz de msurare.
12.1 Controlul statistic pe baz de msurare
I) Generalit i: Fia de control statistic pe baz de msurare, conine:
denumirea uzinei, atelierului, liniei tehnologice, reperului, tolerana prescris t
p
,
producia orar, denumirea aparatului de control i valoarea diviziunii
20
1
...
5
1
=
div
v
din t
p
; mrimea probei (n=3..11 piese); intervalul de timp dintre luarea probelor
(i=12 ore).
Se recomand ca n i i s se ia asfel nct, din totalul pieselor s se
controleze circa 510 %.
II) Instrumente de msur folosite: Aparat de msurare comparativ sau
absolut, cu valoarea diviziunii
20
1
5
1
din t
p
; suport pentru susinerea aparatului
sau a pieselor de msurat; trus de cale plan paralele sau piese etalon.
100
III) Schema de msurare: Vezi Lucrarea 1 i 2.
IV) Modul de lucru:
Msurarea propriu-zis:
se face pregtirea aparatului n vederea msurrii, n modul artat la
capitolele precedente;
se iau probele de piese n modul artat la punctul A i se face msurarea
propriu-zis, n modul prezentat la capitolele anterioare, a dimensiunii luate n
studiu;
se calculeaz limitele de control L
cs
i inferioar L
ci
, precum i limitele
superioar i respectiv inferioar de siguran L
sc
i L
IS
(Figura 12.1), folosindu-se
n acest scop standardele n vigoare cu privire la controlul statistic al calitii
produselor;
datele obinute prin msurare se nscriu ntr-un tabel de form adecvat i se
calculeaz parametrul X sau M i parametrul 6 sau W;
rezultatele calculului se nregistreaz n fia de control (Figura 12.1) i se
completeaz rubrica concluzia controlorului cu litera C continu (n cazul n
care parametrii respectivi luai n studiu M sau X i W sau 6 se ncadreaz n
limitele de control superioar L
cs
i inferioar L
ci
), sau cu litera O oprete (n
cazul cnd unul sau ambii parametri luai n studiu depesc limitele L
cs
sau L
ci
),
sau cu litera A atenie;
atunci cnd parametrii luai n studiu depesc limitele de siguran L
cs
sau
L
is
, lucrtorul sau controlorul se avertizeaz de acest lucru;
dup intervalul de timp, stabilit, 12 ore, se reiau operaiile mai sus
menionate.
V) Tabele cu datele prescrise i rezultatele msurrii: Conform Figurii
12.1.
VI) Concluzii: Procedeul de prelucrare a pieselor se consider
corespunztor dac precizia de prelucrare i reglarea sculei la cot au stabilitate
bun n timp. Adic, numrul ntreruperilor pentru nlturarea cauzei (cauzelor)
care provoac apariia rebutului s fie relativ mic pe durata unui schimb de lucru (1
2 ntreruperi), n caz contrar, procedeul de prelucrare a pieselor respective nu are
stabilitate bun n timp i nu se preteaz la aplicarea controlului statistic.
101
De aceea, premergtor aplicrii controlului statistic se impune s se
determine experimental parametrii
X
sau M i 6o sau W. Dintre aceti parametri,
X i 6o conduc la estimarea mai precis a reglajului i respectiv a preciziei
caracteristice a procedeului de prelucrare, ns calculele sunt mai laborioase dect
n cazul celorlali parametri.
Mediana M la o serie de valori ordonate cresctor sau descresctor este
valoarea care ocup poziia central. De exemplu, n cazul valorilor: 65, 62, 60,
59 i 57 m, M = 60 vm.
12.2. Determinarea curbei de distribu ie a
dimensiunilor unui lot de piese prelucrate cu scula
reglat la cot
I) Generalit i: Curba de distribuie a dimensiunilor efective (a erorilor de
prelucrare) precum i parametrii principali ai distribuiei se determin prin
prelucrarea statistic a rezultatelor msurrii unui lot de 100 300 piese identice,
prelucrate n aceleai condiii i cu aceeai reglare a sculei la cot. Aceste condiii
se vor lua ca i cele prevzute n procesul tehnologic al pieselor, asupra crora se
va aplica controlul statistic al calitii.
n scopul unei mai uoare nelegeri, expunerea lucrrii se va face pentru un
caz concret i anume prelucrarea unor boluri. (Figura12.2).
Figura 12.2 Piesa de msurare
II) Instrumente de msur folosite: Vezi subcapitolul 12.1.
III) Schema de msurare: Conform Figurii 12.3.
102
IV) Modul de lucru:
Msurarea propriu-zis:
se face pregtirea aparatului n vederea msurrii;
se liniaz un tabel cu zece linii i zece coloane (Tabelul 12.1);
cu micrometrul, aparatul Abbe, sau cu un aparat de msurare comparativ
(oprimetru, ortotest etc.) se msoar diametrele (abaterile) fiecrei piese din lotul
considerat;
valorile gsite se noteaz n ordinea msurrii, n Tabelul 12.1. Abaterile
efective se vor nota n m, iar dimensiunile efective n mm. n Tabelul 12.1 se
observ i se noteaz d
efmin
; d
efmax
; sau a
efmin
; a
efmax
.
a)
b)
Figura 12.3 Schema de msurare
a) vedere din fa; b) vedere lateral;
valorile razlee n proporie de circa 1 2 % nu se vor lua n consideraie, ca
fiind nesemnificative;
se calculeaz amplitudinea W a dimensiunilor sau a abaterilor efective:
W=d
efmax
d
efmin
sau W=a
efmax
a
efmin
(12.1)
103
amplitudinea W se mparte n intervale de dimensiuni; Numrul de intervale
I, 5 s I s 17, mrimea intervalului fiind de 2 5 m.
se ntocmete Tabelul 12.2 cu un numr de linii egal cu numrul intervalelor
de dimensiuni;
se completeaz n ordine coloanele 1, 2 i 3 (Tabelul 12.2);
se descarc valorile din Tabelul 12.1 n Tabelul 12.2 (coloana 4), pentru
fiecare valoare trasndu-se n coloana 4 cte o liniu vertical n dreptul
intervalului n care se ncadreaz;
se numar liniuele din dreptul fiecrui interval de dimensiuni i se determin
frecvena n
i
(coloana 5) i se completeaz i celelalte coloane (610);
se reprezint grafic diagrama distribuiei empirice (poligonul frecvenelor),
procedndu-se astfel: pentru fiecare interval de dimensiuni (conform Tabelului
12.2) se iau n abscis valorile X
i
iar n ordonat valorile frecvenelor n
i
i se unesc
punctele obinute pentru fiecare pereche de valori (X
i
,n
i
) construindu-se astfel
poligonul frecvenelor (Figura 12.4);
Tabelul 12.1
1 2 3 4 5 6 7 8 9 10
1
2
3
4
5
6
7
8
9
10
104
se calculeaz sumele pentru coloanele 5, 6, 7, 8 i 10 ale Tabelului 12.2;
folosind datele din Tabelul 12.2, se calculeaz parametrii distribuiei
dimensiunilor:
a) media ponderat a dimensiunilor:
= =
N
n X
N
n
X X
i i
i
i
(12.2)
b) abaterea medie ptratic:
, )
, )
= =
N
n X X
N
n
X X
i i
i
i
2
2
(12.3)
Tabelul 12.2
Frecventa Interval de
dimensiuni
Media
inter.
Peste La x
i
Pusa in
evidenta
prin
liniute
verticale
Notata
cifric
n
i
i i
n x
x x
i
(
x
i
-
x
)
n
i
(
x
i
-
x
)
2
(
x
i
-
x
)
2
n
i
1 2 3 4 5 6 7 8 9 10
= =.. =... = =... =
105
Figura 12.4 Poligonul frecvenelor
se calculeaz 6o, cmpul de mprtiere, denumit i precizia caracteristic a
mainii-unelte; X -3o i X +3o i apoi valorile gsite pentru: X ; X -3o i X + 3o
se reprezint la o scar convenabil pe axa absciselor i se traseaz curba de
distribuie, frecvenele apreciindu-se n mod aproximativ (Figura 12.5); Curba
trasat n acest fel caracterizeaz modul cum s-a fcut prelucrarea.
pentru a vedea dac prelucrarea satisface cota prescris, pe abscis se
reprezint la aceeai scar i mrimile prescrise n desenul de execuie: d
min
, d
max
,
d
med
si t
p
.
Figura 12.5 Curba teoretic a distribuiei normale
106
Poriunile de curb care depesc diametrele limit prescrise (tolerana
prescris t
p
) reprezint procentul de rebut (ariile A i A, Figura 12.5), rebutul
putnd proveni din dou cauze:
a) cnd 6o > t, maina-unealt nu are precizia corespunztoare;
b) cnd
med
d X = , reglarea sculei la cot nu s-a fcut corect.
Observaie: innd seama de faptul c n timpul prelucrrii scula se uzeaz,
prelucrarea se va considera corespunztoare (n cazul arborilor) dac:
r d X + + = 3
min
(12.4)
(cazul II, (Figura 12.6)) n care:
r -este eroarea de reglare , ) 2 1 , = ~ K K r .
n Figura 12.6 s-a notat:
'
I
T -durata reglrii cnd
med
d X =
II
T -durata reglrii cnd reglarea se face la cota calculat cu relaia (12.4).
n cazul II productivitatea muncii crete cu aproximativ 20-30 % fa de
cazul I.
-se calculeaz procentul de rebut, procednd n modul descris pentru cazul din
Figura 12.4;
Figura 12.6 Schema determinrii cotei de reglare optim a sculei
-tiind c aria curbei ntregi reprezint probabilitatea 1 (100%) probabilitile de
rebut se vor calcula:
107
, )
2
1
'
max
= = > A d x P din curba A
1
=0,5 A
1
(12.5)
, )
2
1
' '
= = > A d x P
MIN
din curba A
2
=0,5 A
2
(12.6)
} }
= =
max
1
max
2
2
1
2
1
2
1
d
x
A
d
x
x
dX
e dx y A
A
(12.7)
Fcnd schimbarea de variabil:
X d X
z
A
A
= =
max 1
1
(12.8)
n care:
X
A1
abscisa suprafeei A
1
(Figura 12.4);
X
A2
abscisa suprafeei A
2
.
Aria A
1
devine A
1
=C(Z
A1
), a crei valoare se ia din Tabelul 12.3 n funcie
de valoarea lui Z
A1
.
n mod similar se calculeaz:
min 2
2
d X X
Z
A
A
= =
(12.9)
iar din acelai tabel se determin A
2
=C(Z
A2
).
-valorile gsite pentru A
1
i A
2
se introduc n relaiile (12.5) i (12.6), (dac este
cazul) i se calculeaz probabilitile de rebut.
-se propun msuri pentru a se evita obinerea rebuturilor calcularea cotei de
reglare cu relaia (12.4) i efectuarea reglrii la cota determinat sau schimbarea
mainii unelte cu o alt maina cu precizie mai bun.
V) Tabele cu datele prescrise i rezultatele msurrii: Se completeaz
mai nti datele prescrise i apoi rezultatele msurtorilor n Tabelul 12.3.
Tabelul 12.3
Date prescrise Date obtinute prin msurare
d
min
[mm]
d
max
[mm]
a
i
[m]
a
s
[m]
d
ef min
[mm]
d
ef max
[mm]
a
ef min
[m]
a
ef max
[m]
w
o 6o
108
V) Concluzii: Procedeul de prelucrare analizat se consider corespunztor
scopului, dac 6o s t
p
i dac X are stablitate bun n timp. n caz contrar,
procedeul de prelucrare nu corespunde scopului i totodat nu se poate aplica
controlul statistic al pieselor respective.
n vederea eliminrii acestor dezavantaje, se propune un dispozitiv de msur avnd n
componen un traductor prevzut cu un senzor inductiv diferenial, cuplat la un sistem de calcul
(PC) prin intermediul unui amplificator -adaptor, convertor analog digital i a unui
microcontroler. n sistemul de calcul PC este instalat un soft specializat ce permite analiza
statistic a datelor.
Avantajele utilizrii acestui dispozitiv sunt urmtoarele:
- precizie ridicat;
- sensibilitate ridicat;
- stabilitate ridicat la variaii ale temperaturii ambiante;
109
- introducerea datelor direct n calculator permite afiarea, prelucrarea i stocarea
acestora;
- utilizarea softului specializat Quick Statistica aflat n dotarea laboratorului de
Tolerane i control tehnic;
- productivitate mare;
- timpul alocat unei msurtori relativ sczut;
- erori mici;
- accesul la date se face uor;
- etc.
Partea mecanic a dispozitivului de msur va fi conceput n scopul prinderii i ghidrii
senzorului, precum i a realizrii msurtorilor. Astfel se va concepe i realiza un dispozitiv
format din urmtoarele elemente constructive:
A. Plac de baz a dispozitivului;
B. Mas pentru efectuarea msurtorilor;
C. Mecanism pentru fixarea i ghidarea senzorului.
n figura 3.1.1 este prezentat schematic partea mecanic a dispozitivului de msur.
Figura 3.1.1. Partea mecanic a dispozitivului de msur (A - Plac de baz a
dispozitivului; B - Mas pentru efectuarea msurtorilor; C - Mecanism pentru
fixarea i ghidarea senzorului).
110
You might also like
- Tolerante Si Ajustaje - ISBN 978-606-737-325-7Document158 pagesTolerante Si Ajustaje - ISBN 978-606-737-325-7Robert Predusca100% (1)
- C.12 Solicitari SimpleDocument19 pagesC.12 Solicitari SimpleDarius BogoslovNo ratings yet
- Cap IV - Sist ISO Tolerante Si Control DimensionalDocument20 pagesCap IV - Sist ISO Tolerante Si Control DimensionalFetti Alin75% (4)
- Curs Lacatusi Mecanici CompletDocument409 pagesCurs Lacatusi Mecanici CompletAdrian BarbulescuNo ratings yet
- DTI 04 Cotarea Desenelor TehniceDocument10 pagesDTI 04 Cotarea Desenelor TehniceDanut AlexandruNo ratings yet
- Curs 7-Caneluri - PpsDocument11 pagesCurs 7-Caneluri - PpsBucur Tiberiu MihaiNo ratings yet
- Desen TehnicDocument65 pagesDesen TehnictonyNo ratings yet
- L5 - Programarea Masini UnelteDocument11 pagesL5 - Programarea Masini UneltenicoletadpaNo ratings yet
- Tolerante Si Control Dimensional - Curs - PaterDocument91 pagesTolerante Si Control Dimensional - Curs - PaterCătălin-Andrei ȚuguiNo ratings yet
- Om 1. PDocument98 pagesOm 1. Pandreea_tudor17No ratings yet
- T5. Organe PTR Transmiterea Misc de Rotatie - TR Cu Roti DintateDocument23 pagesT5. Organe PTR Transmiterea Misc de Rotatie - TR Cu Roti DintateAlina ArmasescuNo ratings yet
- Tolerante Si AjustajeDocument7 pagesTolerante Si AjustajeradurusNo ratings yet
- MeasurementsDocument15 pagesMeasurementspaulpopNo ratings yet
- Curs 3 MPT 19.10.2021Document23 pagesCurs 3 MPT 19.10.2021Marius RadNo ratings yet
- Comenzi de EditareDocument8 pagesComenzi de EditareMihaela GolgojanNo ratings yet
- FD Măsurarea PresiunilorDocument5 pagesFD Măsurarea PresiunilorRadu DelaAfumati100% (1)
- 02.sistemul de Toleranţe Şi AjustajeDocument25 pages02.sistemul de Toleranţe Şi AjustajeIulia BragaNo ratings yet
- Curs Autocad 3DDocument4 pagesCurs Autocad 3DAnonymous GScLYYINo ratings yet
- Erori de MasurareDocument23 pagesErori de MasurareRares BancNo ratings yet
- Sisteme de Coordonate - Functii de InterpolareDocument11 pagesSisteme de Coordonate - Functii de Interpolareandreeaoana45No ratings yet
- ReparatiiDocument22 pagesReparatiiDorinaDuca100% (1)
- Tolerante Si Control Dimensional Curs Alexandru POTORACDocument214 pagesTolerante Si Control Dimensional Curs Alexandru POTORACGidinceanu Oana100% (1)
- 0lectie Ael - Pilirea MetalelorDocument23 pages0lectie Ael - Pilirea MetalelorSima Sorin MihailNo ratings yet
- Incovoierea Barelor DrepteDocument26 pagesIncovoierea Barelor DrepteMarian SandorNo ratings yet
- Desen+tehnic Teste&PlanseDocument93 pagesDesen+tehnic Teste&PlanseAnto IordanNo ratings yet
- Masurarea Dimensiunilor Cu Aparate Mecanice de PrecizieDocument12 pagesMasurarea Dimensiunilor Cu Aparate Mecanice de PrecizieRaul Pop100% (1)
- Sistemul Alezaj UnitarDocument4 pagesSistemul Alezaj UnitarLung Bogdan-IonutNo ratings yet
- Curs Auto CadDocument22 pagesCurs Auto Caddudu27dodo11No ratings yet
- Laborator 2009Document74 pagesLaborator 2009b0gdanpNo ratings yet
- CNCDocument32 pagesCNCDarius Iakabos100% (1)
- Desen TehnicDocument49 pagesDesen TehnicLucian HoudiniNo ratings yet
- Calcul Rulmenti - LS - 3Document11 pagesCalcul Rulmenti - LS - 3Bogdan CarloNo ratings yet
- Indrumator Control DimensionaldfsfsdffdsDocument70 pagesIndrumator Control DimensionaldfsfsdffdscohanflyNo ratings yet
- Alegerea Tipului de RulmentDocument5 pagesAlegerea Tipului de Rulmentengineer86No ratings yet
- Masurarea Dimensiunilor Exterioare Si A Abaterilor de Forma Geometrica Cu Ajutorul SublerelorDocument7 pagesMasurarea Dimensiunilor Exterioare Si A Abaterilor de Forma Geometrica Cu Ajutorul SublerelorCosmin Ion BlajaNo ratings yet
- Masurarea Dimensiunilor Cu Sublerul MecanicDocument6 pagesMasurarea Dimensiunilor Cu Sublerul MecanicLUCIAN BUZOIANUNo ratings yet
- Masurarea Dimensiunilor LiniareDocument14 pagesMasurarea Dimensiunilor LiniarePodina SoniaNo ratings yet
- Studiul Procedeului de Prelucrare Prin VibronetezireDocument6 pagesStudiul Procedeului de Prelucrare Prin VibronetezireRăzvanNo ratings yet
- Proiect - Sisteme de Prelucrare Prin Deformari PlasticeDocument13 pagesProiect - Sisteme de Prelucrare Prin Deformari PlasticeMarius- Ciprian BundacNo ratings yet
- Tema Experimentala L8 - TMDocument3 pagesTema Experimentala L8 - TMOvidiu B. CiprianNo ratings yet
- Proiect TDPRDocument48 pagesProiect TDPRGabriel BodeaNo ratings yet
- Fisa Tabele Capacitati Buiandrugi Porotherm PDFDocument4 pagesFisa Tabele Capacitati Buiandrugi Porotherm PDFDan TararaNo ratings yet
- Fisa Tabele Capacitati Buiandrugi PorothermDocument4 pagesFisa Tabele Capacitati Buiandrugi PorothermTNo ratings yet
- Fisa Tabele Capacitati Buiandrugi PorothermDocument4 pagesFisa Tabele Capacitati Buiandrugi PorothermJohn SmithNo ratings yet
- Etalonarea MicrometrelorDocument16 pagesEtalonarea MicrometrelorCristian DiblaruNo ratings yet
- A Vitezelor Si A Debitelor in RauriDocument8 pagesA Vitezelor Si A Debitelor in Raurimonica_4tNo ratings yet
- Scan FTDocument4 pagesScan FTDaniela ConstantinescuNo ratings yet
- T3 Mijloace-De-Masurat-Si-VerificatDocument18 pagesT3 Mijloace-De-Masurat-Si-Verificatamosklein100% (1)
- Frecventa Cumulata A DefectarilorDocument5 pagesFrecventa Cumulata A DefectarilorJuli B.No ratings yet
- Ancoraj Grinzi - v2.1Document19 pagesAncoraj Grinzi - v2.1Ovidiu PetcuNo ratings yet
- TFR PR Cap9-12Document73 pagesTFR PR Cap9-12Ștefania MituNo ratings yet
- Determinarea Suprafeţei Secţiunii Longitudinale Şi A Suprafeţei Laterale A Fusului La Un Arbore de MolidDocument9 pagesDeterminarea Suprafeţei Secţiunii Longitudinale Şi A Suprafeţei Laterale A Fusului La Un Arbore de MolidAndiNo ratings yet
- M7 Mijloace Si Aparate de Masura Si Control Defecte Si CauzeDocument66 pagesM7 Mijloace Si Aparate de Masura Si Control Defecte Si CauzeAlecse Catalin20% (5)
- 10 Hidrometria Vitezelor Si DebitelorDocument15 pages10 Hidrometria Vitezelor Si DebitelorRusu DianaNo ratings yet
- Curs 6Document11 pagesCurs 6Taner Abdul-VuapNo ratings yet
- Aparate Si Sisteme de Masurare - Laborator - PaterDocument49 pagesAparate Si Sisteme de Masurare - Laborator - PaterDaniela ReptaNo ratings yet
- Asamblare Filetata OM1Document3 pagesAsamblare Filetata OM1Toma RoscaNo ratings yet
- Arbore CotitDocument69 pagesArbore CotitXandra Natural RemediesNo ratings yet
- Tolerante - Si - Control - Dimension - Laborator-Lucrarea 1Document12 pagesTolerante - Si - Control - Dimension - Laborator-Lucrarea 1Cristian SirbuNo ratings yet
- Fisa de Lucru - Mijloace Pentru Măsurarea Dimensiunilor LiniareDocument3 pagesFisa de Lucru - Mijloace Pentru Măsurarea Dimensiunilor LiniareCristina CoroboianuNo ratings yet