You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Dragon Magazine #422Document39 pagesDragon Magazine #422Tristan Takson100% (5)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Forgotten Realms Archetypes Savagery & Shadow (11293249) PDFDocument55 pagesForgotten Realms Archetypes Savagery & Shadow (11293249) PDFMark Avrit100% (12)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Suzy and Leah Reading GuideDocument15 pagesSuzy and Leah Reading Guideapi-260353457100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- English GrammarDocument29 pagesEnglish GrammarJohn CarloNo ratings yet
- 8.sadvritta (Code of Conduct)Document47 pages8.sadvritta (Code of Conduct)Vanisha AnoepNo ratings yet
- Wildlife Fact File - Birds - 11-20Document20 pagesWildlife Fact File - Birds - 11-20ClearMind84No ratings yet
- 2019 Research Articles 10 (1) at ITJEMASTDocument153 pages2019 Research Articles 10 (1) at ITJEMASTBoonsap WitchayangkoonNo ratings yet
- A Game Theoretic Approach For Energy Optimization in Clustered Wireless Ad Hoc Sensor NetworksDocument13 pagesA Game Theoretic Approach For Energy Optimization in Clustered Wireless Ad Hoc Sensor NetworksBoonsap WitchayangkoonNo ratings yet
- V9 (1) :international Transaction Journal of Engineering, Management, & Applied Sciences & TechnologiesDocument71 pagesV9 (1) :international Transaction Journal of Engineering, Management, & Applied Sciences & TechnologiesBoonsap WitchayangkoonNo ratings yet
- Computer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectDocument33 pagesComputer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectBoonsap WitchayangkoonNo ratings yet
- Using Adobe Photoshop To Scale The Rate of The Shape's Deformation by Colour Contrast ApplicationDocument12 pagesUsing Adobe Photoshop To Scale The Rate of The Shape's Deformation by Colour Contrast ApplicationBoonsap WitchayangkoonNo ratings yet
- Zitelli Picture Review - GeneticsDocument101 pagesZitelli Picture Review - GeneticsEllagEszNo ratings yet
- Timesaver Grammar Activities Elem-PRESENTSIMPLE1Document1 pageTimesaver Grammar Activities Elem-PRESENTSIMPLE1Berta LlopisNo ratings yet
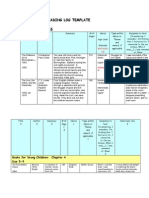
- Annotated Reading LogDocument13 pagesAnnotated Reading LoggaureliNo ratings yet
- Ficha 3º,4º,5º Sec 25-06Document2 pagesFicha 3º,4º,5º Sec 25-06JeamPierre ReyesNo ratings yet
- CH 3 Read MeDocument56 pagesCH 3 Read MeelzianhawkwindNo ratings yet
- Arteries of AbdomenDocument3 pagesArteries of Abdomenmero1983No ratings yet
- Animal SacrificeDocument1 pageAnimal SacrificeArab BloodNo ratings yet
- Case Report CMV RetinitisDocument27 pagesCase Report CMV RetinitistaniamaulaniNo ratings yet
- Animal DefensesDocument9 pagesAnimal DefensesSalma BazziNo ratings yet
- Inguino Scrotal SwellingDocument3 pagesInguino Scrotal SwellingYurni Dwi AstutiNo ratings yet
- Leo GoatDocument5 pagesLeo GoatIndre IndraniNo ratings yet
- The Thickety by J.A. White ExcerptDocument79 pagesThe Thickety by J.A. White ExcerptHarperCollins Childrens BooksNo ratings yet
- Pra Un Ing 2013-Paket 10Document13 pagesPra Un Ing 2013-Paket 10adela_97lineNo ratings yet
- Unit 2 The Physiology of FitnessDocument11 pagesUnit 2 The Physiology of FitnessIas UpscNo ratings yet
- THBT Animal Testing Should Be BannedDocument3 pagesTHBT Animal Testing Should Be BannedFabio RizalNo ratings yet
- E.V.O Search For Eden DetonadoDocument51 pagesE.V.O Search For Eden DetonadoAlan KardecNo ratings yet
- Grade 10 - Second Period - Set BookDocument5 pagesGrade 10 - Second Period - Set BookMoh ArtkwNo ratings yet
- Kerajinan 04 Pola Boneka Rajut Dan Outer Rajut Wanita: Fakultas Keguruan Dan Ilmu Pendidikan Darussalam-Banda Aceh 2022Document17 pagesKerajinan 04 Pola Boneka Rajut Dan Outer Rajut Wanita: Fakultas Keguruan Dan Ilmu Pendidikan Darussalam-Banda Aceh 2022HeliaanNo ratings yet
- Link To Publication in University of Groningen/UMCG Research DatabaseDocument54 pagesLink To Publication in University of Groningen/UMCG Research DatabaseSrood TalibNo ratings yet
- Birds of Van ViharDocument8 pagesBirds of Van ViharDurgesh Kumar SinghNo ratings yet
- 1933 ConventionDocument4 pages1933 Conventionapi-301726216No ratings yet
- INTRODUCTION TO PERISSODACTYLA (Odd-Toed Ungulates) : Ungulates (Meaning Roughly "BeingDocument5 pagesINTRODUCTION TO PERISSODACTYLA (Odd-Toed Ungulates) : Ungulates (Meaning Roughly "BeingYusni AtifahNo ratings yet
- Gastroenteritis and Enterocolitis PBL ObjectivesDocument5 pagesGastroenteritis and Enterocolitis PBL ObjectivesPaul A IBattledaily ScavellaNo ratings yet
- Camp Safety 2017-2018 Eng-EspDocument206 pagesCamp Safety 2017-2018 Eng-EspJuliano André PetryNo ratings yet