You might also like
- Isuzu 6hk1 6sd1 Type EngineDocument23 pagesIsuzu 6hk1 6sd1 Type Engineابن حمزة الخدري الخدريNo ratings yet
- Steps To Private Placement Programs (PPP) DeskDocument7 pagesSteps To Private Placement Programs (PPP) DeskPattasan U100% (1)
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Variable Speed PumpingDocument22 pagesVariable Speed Pumpingbmat100% (1)
- BMW MenuDocument100 pagesBMW Menusalembatop100% (8)
- 4 D 56Document52 pages4 D 56cartronix2010100% (6)
- Salesforce Platform Developer 1Document15 pagesSalesforce Platform Developer 1Kosmic PowerNo ratings yet
- Reduce Pressure Drop and Lower Energy Costs in Vacuum SystemsDocument5 pagesReduce Pressure Drop and Lower Energy Costs in Vacuum SystemsnasirmuzaffarNo ratings yet
- HINO J08C J05C Type Engine PDFDocument29 pagesHINO J08C J05C Type Engine PDFDiego Cadena100% (3)
- To VFD or To FCVDocument7 pagesTo VFD or To FCVAmit SarkarNo ratings yet
- Peerless Pump Tech BulletinsDocument176 pagesPeerless Pump Tech BulletinsWilhelm ThorleyNo ratings yet
- Hydronic Balancing Requirements and ToolsDocument33 pagesHydronic Balancing Requirements and ToolsQOBITNo ratings yet
- Variable Speed Pumping HandbookDocument30 pagesVariable Speed Pumping Handbookrananomi555100% (1)
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
- Packaging DDC Networks With: Variable Speed DrivesDocument4 pagesPackaging DDC Networks With: Variable Speed DrivesSharon LambertNo ratings yet
- Spe - 57313 Gas Lift Optimization Efforts and ChallengesDocument9 pagesSpe - 57313 Gas Lift Optimization Efforts and ChallengesAldo EstebanNo ratings yet
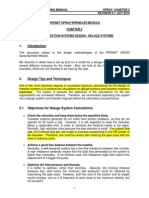
- Pipenet Vision Training Manual Spray: Chapter 2 Page 1 of 45 REVISION 2.1, OCT 2010Document45 pagesPipenet Vision Training Manual Spray: Chapter 2 Page 1 of 45 REVISION 2.1, OCT 2010Sivareddy Induri100% (1)
- Steam System-Dynamic ModellingDocument5 pagesSteam System-Dynamic ModellingChem.EnggNo ratings yet
- Master Meter Proving Method Advantages for Custody TransferDocument3 pagesMaster Meter Proving Method Advantages for Custody Transferwsjouri2510No ratings yet
- Production Optimization with PROSPERDocument6 pagesProduction Optimization with PROSPERbharath35kumar0% (1)
- 3512B 1500RPM 1300KW BrochureDocument4 pages3512B 1500RPM 1300KW BrochuresalembatopNo ratings yet
- Danfoss HST Public Documents Web Content c022873Document8 pagesDanfoss HST Public Documents Web Content c022873Timon2005100% (1)
- Chapter - 6 Variable Speed Pressure Booster SystemsDocument6 pagesChapter - 6 Variable Speed Pressure Booster Systemsosamamae100% (1)
- Best Practice Guide PumpDocument39 pagesBest Practice Guide PumpjavgeekNo ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Pump Performance Test Procedure Sheet 1Document2 pagesPump Performance Test Procedure Sheet 1renjithv_4No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Ey Blockchain Innovation Wealth Asset ManagementDocument16 pagesEy Blockchain Innovation Wealth Asset ManagementmichaeleslamiNo ratings yet
- A Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Document79 pagesA Study of Factors Influencing The Consumer Behavior Towards Direct Selling Companies With Special Reference To RCM Products1Chandan SrivastavaNo ratings yet
- NIKKISO Speed ControlDocument14 pagesNIKKISO Speed ControlsajidkaleemNo ratings yet
- Development of Nodal Analysis For Production OptimizationDocument3 pagesDevelopment of Nodal Analysis For Production OptimizationMbarouk Shaame MbaroukNo ratings yet
- ME-6105 HW1 InjectorDocument8 pagesME-6105 HW1 InjectordromakiNo ratings yet
- Development of A Smart Pumping SystemDocument22 pagesDevelopment of A Smart Pumping Systemcjp6124No ratings yet
- SPE 136690 Improving Progressing Cavity Pump Performance Through Automation and SurveillanceDocument9 pagesSPE 136690 Improving Progressing Cavity Pump Performance Through Automation and Surveillancemanuel cabarcasNo ratings yet
- Does Your Flowline System Put Your Facility Under StressDocument13 pagesDoes Your Flowline System Put Your Facility Under StressasozhyanNo ratings yet
- The Ways How To Save Energy Efficiency On Pump SystemDocument3 pagesThe Ways How To Save Energy Efficiency On Pump SystemAfiqNo ratings yet
- Select Hydraulic Institute Standards-Pump Operations, Efficiency, Testing & SystemsDocument4 pagesSelect Hydraulic Institute Standards-Pump Operations, Efficiency, Testing & SystemsHongwei GuanNo ratings yet
- Integrated Gas Turbine Control Capabilities MS68Document3 pagesIntegrated Gas Turbine Control Capabilities MS68Ko ThihaNo ratings yet
- Main Steam Turbine Controls Retrofit ISA FinalDocument13 pagesMain Steam Turbine Controls Retrofit ISA Finalvankayalasurya100% (1)
- Get More From Your Well KuduDocument12 pagesGet More From Your Well Kudualexverde3No ratings yet
- PumpControlBulletin Sept04Document32 pagesPumpControlBulletin Sept04francisco_chamorr_12No ratings yet
- Applying Pumps With VSDDocument3 pagesApplying Pumps With VSDejzuppelli8036No ratings yet
- Bulletin2005 05prd02 PDFDocument2 pagesBulletin2005 05prd02 PDFHeryanto SyamNo ratings yet
- Machuca 2015Document7 pagesMachuca 2015AanNo ratings yet
- Fuel Injection For Future High Speed EnginesDocument4 pagesFuel Injection For Future High Speed EnginesJitendra KumarNo ratings yet
- Research ProposalDocument7 pagesResearch ProposalKrystal 查尔斯No ratings yet
- MPP PO ItalyDocument11 pagesMPP PO ItalyUmar Ijaz KhanNo ratings yet
- Variables PpedDocument24 pagesVariables PpedLuis LopezNo ratings yet
- 564 RevDocument13 pages564 RevAnushka GNo ratings yet
- Real-Time Optimization of A Gasoline Run-Down Header Blending OperationDocument18 pagesReal-Time Optimization of A Gasoline Run-Down Header Blending Operationkirandevi1981No ratings yet
- High-Pressure Common-Rail Fuel InjectionDocument6 pagesHigh-Pressure Common-Rail Fuel InjectionAndi Anzar0% (1)
- High Pressure Common Rail Fuel InjectionDocument6 pagesHigh Pressure Common Rail Fuel InjectionSaeed BarzegarNo ratings yet
- Bioler House OptimizationDocument6 pagesBioler House OptimizationChetan JhaNo ratings yet
- Process Engineering - Understand and Control Hot Vapor Bypass - Chemical ProcessingDocument6 pagesProcess Engineering - Understand and Control Hot Vapor Bypass - Chemical Processingmurugan1984No ratings yet
- Supplemental Report of Survey Deepwater Horizon: PreparedDocument16 pagesSupplemental Report of Survey Deepwater Horizon: PreparedOSDocs2012No ratings yet
- Halderman AutoTec ch29Document37 pagesHalderman AutoTec ch29PardeepNo ratings yet
- The Nine Lives of Car Wash PumpsDocument2 pagesThe Nine Lives of Car Wash PumpsFrank RodriguezNo ratings yet
- Basics of Pumps TechnologyDocument25 pagesBasics of Pumps TechnologySANMINo ratings yet
- Spe 99446Document8 pagesSpe 99446Nana Silvana AgustiniNo ratings yet
- Envera VCR Engine DesignDocument20 pagesEnvera VCR Engine DesignKeep'z SmileNo ratings yet
- Some Unique Features of Pipenet Transient ModuleDocument11 pagesSome Unique Features of Pipenet Transient ModuleruzlaNo ratings yet
- 10 Steps To Pump Part 2Document6 pages10 Steps To Pump Part 2allmcbeallNo ratings yet
- Asignment3 Mohd Rafiq 2017466188Document22 pagesAsignment3 Mohd Rafiq 2017466188Mohd RafiqNo ratings yet
- Asignment 3 Mohd Rafiq 2017466188Document45 pagesAsignment 3 Mohd Rafiq 2017466188Mohd RafiqNo ratings yet
- Next Generation Pump Systems Enable New Opportunities For Asset Management and Economic OptimizationDocument17 pagesNext Generation Pump Systems Enable New Opportunities For Asset Management and Economic OptimizationsalembatopNo ratings yet
- 2010 VOC Products INTDocument1,557 pages2010 VOC Products INTsalembatopNo ratings yet
- Cover Letter Handout Amended LinksDocument14 pagesCover Letter Handout Amended Linksquoctuan3706No ratings yet
- Non-Cycling Refrig Brochure For 60 HZ - USDocument4 pagesNon-Cycling Refrig Brochure For 60 HZ - USsalembatopNo ratings yet
- Petroleum Report Indonesia 2008Document122 pagesPetroleum Report Indonesia 2008salembatop100% (1)
- IR ESScatalogDocument3,961 pagesIR ESScatalogsalembatopNo ratings yet
- BMW Concept 7 Series Active Hybrid GB FVDocument19 pagesBMW Concept 7 Series Active Hybrid GB FVsalembatopNo ratings yet
- Z8 VANOS s62Document9 pagesZ8 VANOS s62salembatopNo ratings yet
- Machine Problem 6 Securing Cloud Services in The IoTDocument4 pagesMachine Problem 6 Securing Cloud Services in The IoTJohn Karlo KinkitoNo ratings yet
- Ceoeg-Cebqn Rev0Document3 pagesCeoeg-Cebqn Rev0jbarbosaNo ratings yet
- CP Exit Srategy Plan TemplateDocument4 pagesCP Exit Srategy Plan TemplateKristia Stephanie BejeranoNo ratings yet
- Panda CheatsheetDocument17 pagesPanda CheatsheetAdevair JuniorNo ratings yet
- Power Efficiency Diagnostics ReportDocument16 pagesPower Efficiency Diagnostics Reportranscrib300No ratings yet
- ME6019 - NON DESTRUCTIVE TESTING AND MATERIALS MCQ PadeepzDocument13 pagesME6019 - NON DESTRUCTIVE TESTING AND MATERIALS MCQ PadeepzAjithNo ratings yet
- Investigations in Environmental Science: A Case-Based Approach To The Study of Environmental Systems (Cases)Document16 pagesInvestigations in Environmental Science: A Case-Based Approach To The Study of Environmental Systems (Cases)geodeNo ratings yet
- Depressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Document4 pagesDepressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Ria IndahNo ratings yet
- LK BMHS 30 September 2021Document71 pagesLK BMHS 30 September 2021samudraNo ratings yet
- Cold Fear manual_englishDocument10 pagesCold Fear manual_englishHelmi IsmunandarNo ratings yet
- Black Box Components and FunctionsDocument9 pagesBlack Box Components and FunctionsSaifNo ratings yet
- 028 Ptrs Modul Matematik t4 Sel-96-99Document4 pages028 Ptrs Modul Matematik t4 Sel-96-99mardhiah88No ratings yet
- Ibad Rehman CV NewDocument4 pagesIbad Rehman CV NewAnonymous ECcVsLNo ratings yet
- Hydraulic-Fracture Design: Optimization Under Uncertainty: Risk AnalysisDocument4 pagesHydraulic-Fracture Design: Optimization Under Uncertainty: Risk Analysisoppai.gaijinNo ratings yet
- Daftar Pustaka Marketing ResearchDocument2 pagesDaftar Pustaka Marketing ResearchRiyan SaputraNo ratings yet
- March 29, 2013 Strathmore TimesDocument31 pagesMarch 29, 2013 Strathmore TimesStrathmore TimesNo ratings yet
- Kooltherm PipeDocument8 pagesKooltherm Pipenaseema1No ratings yet
- Basic Concept of Process Validation in Solid Dosage Form (Tablet) : A ReviewDocument10 pagesBasic Concept of Process Validation in Solid Dosage Form (Tablet) : A Reviewqc jawaNo ratings yet
- Key Payment For Japan EcomercesDocument9 pagesKey Payment For Japan EcomercesChoo YieNo ratings yet
- UE Capability Information (UL-DCCH) - Part2Document51 pagesUE Capability Information (UL-DCCH) - Part2AhmedNo ratings yet
- How To Google Like A Pro-10 Tips For More Effective GooglingDocument10 pagesHow To Google Like A Pro-10 Tips For More Effective GooglingMinh Dang HoangNo ratings yet
- Dues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Document52 pagesDues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Greefield JasonNo ratings yet
- BSC in EEE Full Syllabus (Credit+sylabus)Document50 pagesBSC in EEE Full Syllabus (Credit+sylabus)Sydur RahmanNo ratings yet
- Eileen MarcelDocument3 pagesEileen Marcelapi-3825833No ratings yet
- MEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Document8 pagesMEETING OF THE BOARD OF GOVERNORS Committee on University Governance April 17, 2024Jamie BouletNo ratings yet
- Manual Circulação Forçada PT2008Document52 pagesManual Circulação Forçada PT2008Nuno BaltazarNo ratings yet