You might also like
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- 10742Document10 pages10742satish3393No ratings yet
- Disclosure To Promote The Right To InformationDocument28 pagesDisclosure To Promote The Right To InformationAMIAMINo ratings yet
- Ductile Iron Gate Valve PN16. BS EN 1171:2002 PN16Document8 pagesDuctile Iron Gate Valve PN16. BS EN 1171:2002 PN16Emil AbdoNo ratings yet
- Centrifugal Pump Performance TestDocument6 pagesCentrifugal Pump Performance TestVirneDalisayNo ratings yet
- 11kv 3 Unit 350MVA Kiosk With 2700kVA TransformerDocument35 pages11kv 3 Unit 350MVA Kiosk With 2700kVA Transformer10derNo ratings yet
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- Is.7887.1992-Mild Steel Wire Rods PDFDocument11 pagesIs.7887.1992-Mild Steel Wire Rods PDFashish19851No ratings yet
- Final ProjectDocument45 pagesFinal Projectrahulshandilya2k100% (1)
- Is 12592 2002Document20 pagesIs 12592 2002Ratnam SkNo ratings yet
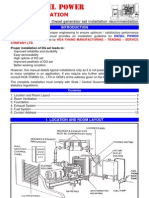
- Hoa Thang Genset Installation GuidelineDocument8 pagesHoa Thang Genset Installation GuidelineUsman FaarooquiNo ratings yet
- BS 1965-1Document19 pagesBS 1965-1Fenner ElectromechanicalNo ratings yet
- Disclosure To Promote The Right To Information: IS 6746 (1994) : Unsaturated Polyester Resin Systems (PCD 12: Plastics)Document22 pagesDisclosure To Promote The Right To Information: IS 6746 (1994) : Unsaturated Polyester Resin Systems (PCD 12: Plastics)devang asherNo ratings yet
- LSC Bus Industrial EsDocument54 pagesLSC Bus Industrial EsYonatan MayVeNo ratings yet
- Is 8062-2006 (Part-1 & 3) - Cathodic ProtectionDocument29 pagesIs 8062-2006 (Part-1 & 3) - Cathodic ProtectionA N MadhavanNo ratings yet
- 1600kVA (33-433) GTPDocument3 pages1600kVA (33-433) GTPchandrakanth0083396No ratings yet
- Jindal Saw LTD - SeamlessDocument30 pagesJindal Saw LTD - SeamlessRajat Chhabra0% (1)
- Tolerance For FastenersDocument9 pagesTolerance For FastenersvikasgahlyanNo ratings yet
- Tyco Vanessa DatasheetDocument16 pagesTyco Vanessa DatasheetJack ChavanNo ratings yet
- WPS FormatDocument2 pagesWPS FormatmanjuNo ratings yet
- Is - 4503 Specification For Shell and Tube Type Heat ExchangersDocument69 pagesIs - 4503 Specification For Shell and Tube Type Heat Exchangerssrtools1980y100% (3)
- Nepal Authority PDFDocument8 pagesNepal Authority PDFManu MouryaNo ratings yet
- S235JR SteelDocument1 pageS235JR SteelNguyễn Thanh CườngNo ratings yet
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument3 pagesAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - Specificationbeshnu garanaikNo ratings yet
- Is 6392Document60 pagesIs 6392Yogesh NadgoudaNo ratings yet
- Earthing Schematic Office R3 (04.01.2022) OUR ScopeDocument1 pageEarthing Schematic Office R3 (04.01.2022) OUR ScopeRZK AbbadonNo ratings yet
- Is 12065 (1987) - Permissible Limits of Noise Level For Rotating Electrical MachinesDocument37 pagesIs 12065 (1987) - Permissible Limits of Noise Level For Rotating Electrical MachinesNishith100% (1)
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationKatie RamirezNo ratings yet
- IS3042 S.gatesDocument25 pagesIS3042 S.gatessheikhyasir11No ratings yet
- 18 - H.T. & L.T. Stay SetsDocument10 pages18 - H.T. & L.T. Stay SetsAnurag SanodiaNo ratings yet
- FR (R 0) 3379 For HSM RSPDocument122 pagesFR (R 0) 3379 For HSM RSPmalikrocks3436No ratings yet
- Is 737Document16 pagesIs 737amitava_198450% (2)
- Is - 01897 - 2008Document9 pagesIs - 01897 - 2008Sangita GhaisasNo ratings yet
- Facts & Figures of Nepalese HydroDocument11 pagesFacts & Figures of Nepalese Hydromark bingNo ratings yet
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument3 pagesAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationRaghav TiwaryNo ratings yet
- Variable Flow Cooling Tower-FlyerDocument2 pagesVariable Flow Cooling Tower-FlyerManik Singh100% (1)
- Performance of TBEA Hengyang in VietnamDocument18 pagesPerformance of TBEA Hengyang in VietnamNam Hoai LeNo ratings yet
- 1248 2Document9 pages1248 2Sriniramu SriniramuNo ratings yet
- Motor Data SheetDocument10 pagesMotor Data SheetpowerpanelNo ratings yet
- FGF%TFK Tiati: Ma $I-QtsDocument32 pagesFGF%TFK Tiati: Ma $I-QtsAmit JainNo ratings yet
- AVK UK Gross Price List PDFDocument168 pagesAVK UK Gross Price List PDFJibaNo ratings yet
- Indian Standard - 2644Document8 pagesIndian Standard - 2644Biswajit DasNo ratings yet
- 4759 PDFDocument9 pages4759 PDFamitjustamitNo ratings yet
- Apfc PanelDocument2 pagesApfc Paneli_m_pranayNo ratings yet
- How To Read STD IS 2062 (2011)Document17 pagesHow To Read STD IS 2062 (2011)AkshayNo ratings yet
- Is 1363 - 2 2002Document13 pagesIs 1363 - 2 2002Sourav HaitNo ratings yet
- An Overview of DIN - Deutsches Institut Für Normung - Valve StandardsDocument3 pagesAn Overview of DIN - Deutsches Institut Für Normung - Valve Standardslwwwl2No ratings yet
- Indian Standard: Specification For Steel ScaffoldingsDocument27 pagesIndian Standard: Specification For Steel Scaffoldingshari6krishnanNo ratings yet
- Local Experience of Micro Hydro Tech PDFDocument179 pagesLocal Experience of Micro Hydro Tech PDFjulianNo ratings yet
- 4711Document10 pages4711Gaurav AgarwalNo ratings yet
- Is 3074 2005Document16 pagesIs 3074 2005Kuldeep SinghNo ratings yet
- Allied International Group 2014Document44 pagesAllied International Group 2014Enoch TwumasiNo ratings yet
- Boiler Electrical Control Drawings PDFDocument66 pagesBoiler Electrical Control Drawings PDFGeoff BenNo ratings yet
- I4 Industrial UPS Catalogue (Domestic)Document8 pagesI4 Industrial UPS Catalogue (Domestic)p41005679No ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument17 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudshamrajjNo ratings yet
- As 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginDocument8 pagesAs 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginSAI Global - APAC100% (1)
- IS 1570 Part 5Document18 pagesIS 1570 Part 5Sheetal JindalNo ratings yet
- 1570 (Part V)Document18 pages1570 (Part V)Kaushik SenguptaNo ratings yet
- 1570 (Part II)Document20 pages1570 (Part II)Kaushik SenguptaNo ratings yet
- Is 1642Document18 pagesIs 1642Sheetal Jindal100% (1)
- Is 1634Document10 pagesIs 1634Priya TiwariNo ratings yet
- Is 1641Document7 pagesIs 1641Sheetal JindalNo ratings yet
- Is 1630Document22 pagesIs 1630Sheetal JindalNo ratings yet
- Is 1626 Part 2Document11 pagesIs 1626 Part 2Sheetal JindalNo ratings yet
- IS 1570 Part 6Document6 pagesIS 1570 Part 6Sheetal JindalNo ratings yet
- Is 1572Document17 pagesIs 1572Sheetal JindalNo ratings yet
- IS 1570 Part 5Document18 pagesIS 1570 Part 5Sheetal JindalNo ratings yet
- Multi-Component Injection Molding PDFDocument40 pagesMulti-Component Injection Molding PDFkfaravNo ratings yet
- Delvocrete Stabiliser v6Document2 pagesDelvocrete Stabiliser v6Ashutosh RawatNo ratings yet
- ProdDocument25 pagesProdmadhumithaNo ratings yet
- A Glance On GSK HistoryDocument13 pagesA Glance On GSK HistoryShohaib Khan TanoliNo ratings yet
- Welding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191Document5 pagesWelding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191JulioNo ratings yet
- Method Statement Earthing CableDocument9 pagesMethod Statement Earthing CableTimothy WhiteNo ratings yet
- Solucionario C7-1Document18 pagesSolucionario C7-1edgargarciaNo ratings yet
- Appendix A Itinerary of TravelDocument24 pagesAppendix A Itinerary of TravelJhuvzCLunaNo ratings yet
- 8 - Mcma - Selection of Electric Cables - Risk of Sub-StandardDocument9 pages8 - Mcma - Selection of Electric Cables - Risk of Sub-StandardmajorabsNo ratings yet
- Work Activity Base Production Rates: Grade ItemsDocument3 pagesWork Activity Base Production Rates: Grade ItemsroldskiNo ratings yet
- Extrusion Second EditionDocument604 pagesExtrusion Second EditionMartin Marroquin100% (2)
- Catalist-Listed ES Group Announces Revised Chartering Agreement and New Vessel Sale To Sea Hub Tankers For S$29.4 MillionDocument3 pagesCatalist-Listed ES Group Announces Revised Chartering Agreement and New Vessel Sale To Sea Hub Tankers For S$29.4 MillionWeR1 Consultants Pte LtdNo ratings yet
- KMI All Share Index FileDocument3 pagesKMI All Share Index FileSaadKhan247No ratings yet
- Ferrocement BoatDocument10 pagesFerrocement BoatNihil In-lineNo ratings yet
- Michael BenwardDocument2 pagesMichael BenwardMichaelBenwardNo ratings yet
- Chatham County Transportation PresentationDocument18 pagesChatham County Transportation Presentationsavannahnow.comNo ratings yet
- Sulfur PDFDocument21 pagesSulfur PDFjjtpiNo ratings yet
- BUTTING Spools and Welded ComponentsDocument16 pagesBUTTING Spools and Welded ComponentsniqutomoNo ratings yet
- EDTO Module 2 - Basic ConceptsDocument63 pagesEDTO Module 2 - Basic ConceptsLbrito01100% (1)
- Oil Record Book Instructions and Pg1Document6 pagesOil Record Book Instructions and Pg1Rajiv Sharma100% (1)
- Indo Africa Indianparticipants-09Document14 pagesIndo Africa Indianparticipants-09Brinda ReddyNo ratings yet
- Food and Beverage Market Visit To JamaicaDocument4 pagesFood and Beverage Market Visit To JamaicaCharlotte BradleyNo ratings yet
- PTFE Sliding Bearing CatalogueDocument5 pagesPTFE Sliding Bearing Cataloguenght7942No ratings yet
- Arch Grounds TIGER Grant ApplicationDocument27 pagesArch Grounds TIGER Grant ApplicationnextSTL.comNo ratings yet
- MasterEmaco - S650 v1 PDFDocument2 pagesMasterEmaco - S650 v1 PDFPuneet AggarwalNo ratings yet
- JIT Lean SolutionsDocument15 pagesJIT Lean SolutionskuhafaNo ratings yet
- 08 JetblueDocument23 pages08 JetblueOlavo Amorim SantosNo ratings yet
- Chopra4 - PPT - ch03 - Supply Chain ManagementDocument28 pagesChopra4 - PPT - ch03 - Supply Chain ManagementTia MejiaNo ratings yet
- Daniel G. Oro JR.: Work ExperienceDocument6 pagesDaniel G. Oro JR.: Work Experiencegangadharan000No ratings yet
- MSRIT Muralidhara.M.K MechDocument7 pagesMSRIT Muralidhara.M.K Mechசெல்வ குமார்No ratings yet