You might also like
- Presentacion Cizallado FinalDocument14 pagesPresentacion Cizallado Finalruben lopezNo ratings yet
- Maquinas RectificadorasDocument17 pagesMaquinas RectificadorasDiego ChanaluisaNo ratings yet
- Herramientas Manuales Practica 2Document12 pagesHerramientas Manuales Practica 2Lilian Ibarra PantojaNo ratings yet
- Torno Pinacho SP 200: Ficha Técnica/ Data SheetDocument5 pagesTorno Pinacho SP 200: Ficha Técnica/ Data SheetAndres Pazmiño LunaNo ratings yet
- Principales ángulos de la brocaDocument5 pagesPrincipales ángulos de la brocaPaúl SolísNo ratings yet
- Uniones EnchavetadasDocument13 pagesUniones EnchavetadasjoseNo ratings yet
- Tractores Serie 6003 John Deere de 106 a 120 Hp: potencia, transmisión, cabina y másDocument2 pagesTractores Serie 6003 John Deere de 106 a 120 Hp: potencia, transmisión, cabina y másSantos Arauz Menacho100% (3)
- Cepilladora de CodoDocument10 pagesCepilladora de CodoNilton Pachas50% (2)
- Torneado_I: Mecanizado de revoluciónDocument5 pagesTorneado_I: Mecanizado de revoluciónGabriela Martinez MurgaNo ratings yet
- Trazar, Aserrar y Agujerear ParalelepipedoDocument50 pagesTrazar, Aserrar y Agujerear Paralelepipedojeferson silveraNo ratings yet
- Procesos de Arranque de VirutaDocument6 pagesProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- Proceso SMAW: electrodos y régimen de soldaduraDocument3 pagesProceso SMAW: electrodos y régimen de soldaduraJairo JaqueNo ratings yet
- Giancarlo Aron Rodriguez MalagaDocument9 pagesGiancarlo Aron Rodriguez MalagaEdgard FloresNo ratings yet
- Informe MatrizDocument9 pagesInforme Matrizkenyo100% (1)
- SierraDocument13 pagesSierraCARLOS GUERRA0% (1)
- Tipos de Prensas y Su ClasificacionDocument30 pagesTipos de Prensas y Su ClasificacionItalo Andre PastenNo ratings yet
- Mordaza para PrensaDocument6 pagesMordaza para PrensaLuis Miguel Angel Carire Andrade100% (1)
- Plantilla Senati Torneado Conico Jose Castillo BurgosDocument23 pagesPlantilla Senati Torneado Conico Jose Castillo BurgosJose Castillo Burgos100% (2)
- ChavetasDocument19 pagesChavetasJensel ManriqueNo ratings yet
- 9 Practica de Limadora - Taller BasicoDocument18 pages9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Tipos y ángulos de buriles para torneadoDocument20 pagesTipos y ángulos de buriles para torneadoDeskien LopezNo ratings yet
- Torno, LimadoraDocument40 pagesTorno, LimadorafernandoNo ratings yet
- AfiladoDocument14 pagesAfiladorywer luna choqueNo ratings yet
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocument16 pagesPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosNo ratings yet
- Trabajo Final Primera Entrega 1Document7 pagesTrabajo Final Primera Entrega 1Kevin PaoloNo ratings yet
- Tarjeta de Inspeccion y LubricacionDocument7 pagesTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoNo ratings yet
- Torneado CónicoDocument7 pagesTorneado CónicoBryanMárquezNo ratings yet
- Informe Roscado MultipleDocument8 pagesInforme Roscado MultipleAnonymous 6x30LjCYNo ratings yet
- Formato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXDocument62 pagesFormato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXJosue Calderón JuarezNo ratings yet
- Sem I Materiales Sinterizados-PlaquitasDocument24 pagesSem I Materiales Sinterizados-PlaquitasAdrianVargasNo ratings yet
- Fundamento Tecnicos para Maquinas HerramientasDocument9 pagesFundamento Tecnicos para Maquinas HerramientasErick SolisNo ratings yet
- Generalidades de RectificadoDocument4 pagesGeneralidades de RectificadoCarlos NaranjoNo ratings yet
- Rectificado: proceso abrasivo de precisiónDocument30 pagesRectificado: proceso abrasivo de precisiónAngelGabrielZayasB0% (1)
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFDocument22 pagesAjuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFMayumi CastilloNo ratings yet
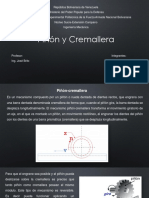
- Piñon y CremalleraDocument12 pagesPiñon y CremalleraAlquimedes CermeñoNo ratings yet
- ChapaDocument41 pagesChapaLaura BejaranoNo ratings yet
- Roscar en El TornoDocument7 pagesRoscar en El TornololinitoNo ratings yet
- Proyecto de Innovacion Damaso y CuruDocument51 pagesProyecto de Innovacion Damaso y CuruYoverEnriquezOlarte67% (3)
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoDocument7 pagesPROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Trabajo Final de Mantenimiento PredictivoDocument12 pagesTrabajo Final de Mantenimiento PredictivoXww WxxsNo ratings yet
- Mmac Mmac-503 TrabajofinalDocument3 pagesMmac Mmac-503 TrabajofinalRJ Kaneki33% (3)
- Informe Afilado de BurilesDocument4 pagesInforme Afilado de BurilesJhon Sebastian RodriguezNo ratings yet
- Proceso VirutaDocument1 pageProceso VirutaVidal RicanoNo ratings yet
- Barrenadora Portatil Monogarfia PDFDocument64 pagesBarrenadora Portatil Monogarfia PDFJohnny CastroNo ratings yet
- Corte Por PlasmaDocument36 pagesCorte Por PlasmaFranklin Quispe Moya100% (1)
- Moleteado-ClasesDocument38 pagesMoleteado-Clasesluismsm19No ratings yet
- Informe de Taller MecanicoDocument9 pagesInforme de Taller Mecanicoreyko2424No ratings yet
- Procesos de Manufactura Básicos IEM IMTDocument2 pagesProcesos de Manufactura Básicos IEM IMTJennifer SmallNo ratings yet
- Cuales Son Las Maquinas de Mecánica de ProduccionDocument2 pagesCuales Son Las Maquinas de Mecánica de ProduccionwilderNo ratings yet
- Cabezal Universal y Cabezal VerticalDocument7 pagesCabezal Universal y Cabezal VerticalSERVIN MICHEL100% (2)
- Informe de LimadoDocument7 pagesInforme de LimadoAlejandro CondoNo ratings yet
- Procesos de aserrado y equipos de seguridadDocument10 pagesProcesos de aserrado y equipos de seguridadMaria Jose MarinNo ratings yet
- Piedras EsmerilDocument20 pagesPiedras Esmerilfredy ortizNo ratings yet
- Parametros de CorteDocument27 pagesParametros de CorteJuan Gerundas100% (1)
- FresadoraDocument43 pagesFresadoraJohan Andres Orozco NeiraNo ratings yet
- Introduccion A Los Procesos de SoldaduraDocument15 pagesIntroduccion A Los Procesos de Soldadurajose mendezNo ratings yet
- Normas de seguridad en fresadoDocument5 pagesNormas de seguridad en fresadoHerlis Esmith Mija TacureNo ratings yet
- Tarraja Machuelos Tuercas y RondanasDocument22 pagesTarraja Machuelos Tuercas y Rondanasguibian100% (1)
- Mecanizado básico: trazado, herramientas y corteDocument19 pagesMecanizado básico: trazado, herramientas y corteJusto Del Rio MorenoNo ratings yet
- Maquinas HerramientasDocument10 pagesMaquinas HerramientasWilmer RonNo ratings yet
- Principales Máquinas Herramientas Utilizadas en La Industria Metal Mecánica de Oscar Alejandro VelasquezDocument13 pagesPrincipales Máquinas Herramientas Utilizadas en La Industria Metal Mecánica de Oscar Alejandro VelasquezjoseleonloarcaNo ratings yet
- Programa SSMS40Document1 pagePrograma SSMS40Santos Arauz MenachoNo ratings yet
- Reparar EscanerDocument1 pageReparar EscanerSantos Arauz MenachoNo ratings yet
- Caso 1Document6 pagesCaso 1Santos Arauz MenachoNo ratings yet
- Manual Español Sony MW1 Smart Wireless Bluetooth Headset ProDocument21 pagesManual Español Sony MW1 Smart Wireless Bluetooth Headset ProSantos Arauz MenachoNo ratings yet
- Carne de ResDocument29 pagesCarne de ResSantos Arauz MenachoNo ratings yet
- Jabra BT3030 ManualDocument19 pagesJabra BT3030 ManualSantos Arauz MenachoNo ratings yet
- Caso IIIDocument112 pagesCaso IIISantos Arauz MenachoNo ratings yet
- Diseño - Desgranadora Maiz PDFDocument153 pagesDiseño - Desgranadora Maiz PDFomarNo ratings yet
- Infrome de Practica TerminadoDocument64 pagesInfrome de Practica TerminadoSantos Arauz MenachoNo ratings yet
- Caso PersonalDocument38 pagesCaso PersonalSantos Arauz MenachoNo ratings yet
- Guía DE SELECCION DE MOTORES AbbDocument134 pagesGuía DE SELECCION DE MOTORES Abbjoaquinmur100% (2)
- Caso 1Document2 pagesCaso 1Santos Arauz MenachoNo ratings yet
- Historia de La Estupidez HumanaDocument353 pagesHistoria de La Estupidez HumanaFernando Alfredo Anzola Arroyo100% (3)
- Control Remoto - RM V3Document0 pagesControl Remoto - RM V3Javier Berríos Avilés100% (1)
- Caso 1Document4 pagesCaso 1Santos Arauz MenachoNo ratings yet
- XL 1Document4 pagesXL 1Santos Arauz MenachoNo ratings yet
- Granja de Pollo para LanceaDocument24 pagesGranja de Pollo para LanceaSantos Arauz MenachoNo ratings yet
- Weber KleperDocument16 pagesWeber KleperSantos Arauz MenachoNo ratings yet
- Pescado Del Proyecto Caso 1Document33 pagesPescado Del Proyecto Caso 1Santos Arauz MenachoNo ratings yet
- 3 - Kepler Weber - Secado y Almacenaje de ArrozDocument45 pages3 - Kepler Weber - Secado y Almacenaje de Arrozjose524100% (2)
- Ocw - Upc.edu Sites Default Files Materials 15013050 28064-3822Document50 pagesOcw - Upc.edu Sites Default Files Materials 15013050 28064-3822Manuel Wenceslao Nizama BobadillaNo ratings yet
- Guia Avicultura CastellaDocument62 pagesGuia Avicultura CastellaSantos Arauz MenachoNo ratings yet
- Caso 1Document2 pagesCaso 1Santos Arauz MenachoNo ratings yet
- Manejo de Aves de CorralDocument2 pagesManejo de Aves de CorralSantos Arauz Menacho100% (1)
- 9770 y 9870Document2 pages9770 y 9870Santos Arauz Menacho100% (3)
- BM100 (Esp) (Alta)Document2 pagesBM100 (Esp) (Alta)Santos Arauz MenachoNo ratings yet
- Peso Promedio Por EquDocument6 pagesPeso Promedio Por EquSantos Arauz MenachoNo ratings yet
- Caracteristicas de La SembradoraDocument5 pagesCaracteristicas de La SembradoraSantos Arauz Menacho100% (1)
- Concebir La Idea de La InvestigaciónDocument1 pageConcebir La Idea de La InvestigaciónSantos Arauz MenachoNo ratings yet
- TIPOS de TRANSPORTE de MembranaDocument14 pagesTIPOS de TRANSPORTE de MembranaAbigail MLNo ratings yet
- Clase 9 D.muestralDocument13 pagesClase 9 D.muestralHans Heredia (Beto)No ratings yet
- Matlab y Sus Aplicaciones en Las Ciencias y La IngenieriaDocument22 pagesMatlab y Sus Aplicaciones en Las Ciencias y La IngenieriaOmarzinho Illesca Cangalaya100% (1)
- El Agua, Un Recurso Natural 5° GradoDocument3 pagesEl Agua, Un Recurso Natural 5° Gradoalexis callirgos alvaradoNo ratings yet
- Ejercicio1 y 2 Resueltos Cauchy-EulerDocument3 pagesEjercicio1 y 2 Resueltos Cauchy-EulerDaniela Pincay0% (1)
- Progresiones - Matematica - CB - Digital SecundariaDocument314 pagesProgresiones - Matematica - CB - Digital SecundariaLady StarNo ratings yet
- 01 AlgoritmosDocument7 pages01 AlgoritmosVictor H. Alarcon CubaNo ratings yet
- CIU Tema IV ProporcionesDocument13 pagesCIU Tema IV ProporcionesBernardo Gavidia100% (3)
- Micro 1Document126 pagesMicro 1Francisco Gomez100% (2)
- Control Lógico Programable PLCDocument11 pagesControl Lógico Programable PLCSabrina JeriaNo ratings yet
- Planificación 3° Sin Rayar (Para Nearpod)Document7 pagesPlanificación 3° Sin Rayar (Para Nearpod)Pitita FloresNo ratings yet
- Bomba Manual Enerpac P392Document2 pagesBomba Manual Enerpac P392Carlos Alberto Cortes EsquivelNo ratings yet
- Tarea Preparatoria Segundo Parcial 1S2023Document6 pagesTarea Preparatoria Segundo Parcial 1S2023MABERIK GEOVANNY RODRIGUEZ RUANONo ratings yet
- Capitulo 6.1 - Cargas DistribuidasDocument7 pagesCapitulo 6.1 - Cargas DistribuidasFranco PetoNo ratings yet
- Guia para Realizar ProtocoloDocument19 pagesGuia para Realizar ProtocoloBuho TenazNo ratings yet
- Preamplificadores de Audio Con Transistores y Con Circuito Integrado, Amplificadores Operacionales EstereoDocument4 pagesPreamplificadores de Audio Con Transistores y Con Circuito Integrado, Amplificadores Operacionales Estereojuan carlos villalonga albertNo ratings yet
- Elementos gramaticales de cohesiónDocument26 pagesElementos gramaticales de cohesiónSebasallegNo ratings yet
- 3o EXAMEN DIAGNOSTICO 2021-2022 CSRDocument2 pages3o EXAMEN DIAGNOSTICO 2021-2022 CSRCynthia Silva Rivera0% (1)
- M7 Multiplicacion y Division de EnterosDocument1 pageM7 Multiplicacion y Division de EnterosAnita V. Diaz Lopez100% (1)
- Guia de Problemas N 5Document5 pagesGuia de Problemas N 5Josue Isac Salomon LandaNo ratings yet
- Fórmulas de Movimiento Uniformemente RetardadoDocument3 pagesFórmulas de Movimiento Uniformemente Retardadoalberto jose ariasNo ratings yet
- Tipos de Topología de RedDocument2 pagesTipos de Topología de RedLander LezcanoNo ratings yet
- Ejercicios para El Primer Bloque de Matemáticas IDocument7 pagesEjercicios para El Primer Bloque de Matemáticas IluciaNo ratings yet
- Ejercicios GrupalesDocument5 pagesEjercicios GrupalesacademiaNo ratings yet
- Deshidratacion Osmotica de FrutasDocument7 pagesDeshidratacion Osmotica de FrutasLeibnitz Romario Sanchez BandaNo ratings yet
- Grúa Telescópica Móvil Grove Tms800eDocument13 pagesGrúa Telescópica Móvil Grove Tms800eKenneth Humberto Pérez PachecoNo ratings yet
- Prueba Productos NotablesDocument6 pagesPrueba Productos NotablesAndrea NorambuenaNo ratings yet
- Evaluación Del Tren de RODAMIENTO Controle La VidaDocument28 pagesEvaluación Del Tren de RODAMIENTO Controle La VidaEver Luis Toledo ChancaNo ratings yet
- PascalDocument2 pagesPascalokearmentagarciaNo ratings yet
- Fichas 5º - Ciencia - Mes de NoviembreDocument16 pagesFichas 5º - Ciencia - Mes de NoviembreYesenia Margot Marticorena ParionaNo ratings yet