You might also like
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Cryogenic SystemDocument1 pageCryogenic Systempap230% (1)
- Analysis of Micro Cracks Near Weld Line in ERW Pipe of API 5L X70M GradeDocument2 pagesAnalysis of Micro Cracks Near Weld Line in ERW Pipe of API 5L X70M Gradeilze86No ratings yet
- Thermal InsulationDocument27 pagesThermal Insulationbabu2009mondal3181100% (2)
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangNo ratings yet
- The Heat Affected ZoneDocument24 pagesThe Heat Affected ZoneRatan PanditNo ratings yet
- Welding of Ferritic Creep-Resistant SteelsDocument3 pagesWelding of Ferritic Creep-Resistant Steelssn200709No ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- KL UHP Catalog 2011-02 PDFDocument30 pagesKL UHP Catalog 2011-02 PDFaconibet9040No ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Leakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Document5 pagesLeakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Ashfaq AnwerNo ratings yet
- AODDocument8 pagesAODPrakash Mishra100% (1)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Fabricated Basket Strainer DimensionsDocument3 pagesFabricated Basket Strainer DimensionsmusaveerNo ratings yet
- Pickling (Metal)Document2 pagesPickling (Metal)alphadingNo ratings yet
- SAE Steel Grades - WikipediaDocument30 pagesSAE Steel Grades - Wikipediamanoj ranathiive100% (1)
- Asme Sa 106 Grade B PipesDocument1 pageAsme Sa 106 Grade B PipesFerroPipENo ratings yet
- UHP Spec Essentials Rev2 PDFDocument17 pagesUHP Spec Essentials Rev2 PDFfaisal abbasNo ratings yet
- Welding Heat Input & Interpass GuideDocument6 pagesWelding Heat Input & Interpass GuideVishal Sparkle QE3No ratings yet
- Carpenteria Corsi SRL BrochureDocument20 pagesCarpenteria Corsi SRL BrochureubagweNo ratings yet
- Pickling and PassivationDocument2 pagesPickling and PassivationKalpesh JainNo ratings yet
- A Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosqueraDocument22 pagesA Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosquerayinelaNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- 304 VS 316Document2 pages304 VS 316Sheikh ZakirNo ratings yet
- Flex Spiral Wound GasketsDocument49 pagesFlex Spiral Wound GasketsJomer J Simpson100% (1)
- ASME Section I and VIII-Div-1 Training Course OutlineDocument2 pagesASME Section I and VIII-Div-1 Training Course OutlineKarthikeyan ShanmugavelNo ratings yet
- ASTM Pipe Schedule DimensionsDocument5 pagesASTM Pipe Schedule DimensionshemnNo ratings yet
- SL Item Specification Dimenssion Quantity Area: PlateDocument6 pagesSL Item Specification Dimenssion Quantity Area: Plateruhul43No ratings yet
- SMI - World Market For Clad Plate - Contents and Sample PagesDocument29 pagesSMI - World Market For Clad Plate - Contents and Sample PagesDurjoy ChakrabortyNo ratings yet
- BR 170 1Document7 pagesBR 170 1Himanshu ChaturvediNo ratings yet
- Nfa 49 215 Grade Tu 37c Tubes PDFDocument1 pageNfa 49 215 Grade Tu 37c Tubes PDFMitul MehtaNo ratings yet
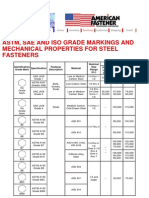
- Marcação Parafusos PDFDocument5 pagesMarcação Parafusos PDFpank7210100% (1)
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Astm Steel Pipes Pressure TemDocument6 pagesAstm Steel Pipes Pressure Temfmfreire01No ratings yet
- Material: Admiralty Brass TubesDocument1 pageMaterial: Admiralty Brass TubesSH1961No ratings yet
- Lalitpur Power Generation Company Limited - Welding & PWHT RequirementsDocument7 pagesLalitpur Power Generation Company Limited - Welding & PWHT RequirementsNavneet SinghNo ratings yet
- Is 14164 2008Document45 pagesIs 14164 2008Pukhraj DagaNo ratings yet
- Kupdf WeldingDocument44 pagesKupdf WeldingSamayapuramNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicNo ratings yet
- Irrigation System Materials and Installation SpecificationDocument92 pagesIrrigation System Materials and Installation Specificationsushant_moreyNo ratings yet
- Ch-27.7 Alloying Element of Steel and Alloy SteelDocument50 pagesCh-27.7 Alloying Element of Steel and Alloy SteelJyotilal SahuNo ratings yet
- SUMITOMO LINE PIPE MANUFACTURING GUIDEDocument46 pagesSUMITOMO LINE PIPE MANUFACTURING GUIDEMaqsoodAnwarNo ratings yet
- Cak D1 1211Document342 pagesCak D1 1211sergey sergeevNo ratings yet
- Handbook MetrodeDocument371 pagesHandbook Metrodejf2587No ratings yet
- Incoloy Alloy 25-6MODocument13 pagesIncoloy Alloy 25-6MOsiswoutNo ratings yet
- Mersen Process Technologies ProviderDocument6 pagesMersen Process Technologies ProviderIbhar Santos MumentheyNo ratings yet
- Outokumpu Site Visit Tornio PresentationDocument28 pagesOutokumpu Site Visit Tornio PresentationzosternatNo ratings yet
- NRL Pipeline Hydrotest Format PDFDocument1 pageNRL Pipeline Hydrotest Format PDFJaved Mohammed100% (1)
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- Nichrome Dew Heater CalculatorDocument2 pagesNichrome Dew Heater Calculatordarklife79No ratings yet
- Nabakem Metal Surface Coating AgentDocument6 pagesNabakem Metal Surface Coating Agentsutrisno00No ratings yet
- A182a182m PDFDocument17 pagesA182a182m PDFIng. Adolfo GarciaNo ratings yet
- Steel Data ChartDocument2 pagesSteel Data Chartsmartcad60No ratings yet
- MM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentDocument395 pagesMM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentShuvoVattNo ratings yet
- Matlab TutorialDocument15 pagesMatlab TutorialAhmed SofiNo ratings yet
- University of Southern California Statement of Account: Account Summary Current AddressDocument3 pagesUniversity of Southern California Statement of Account: Account Summary Current AddressNorisk NanungNo ratings yet
- Severe Plastic DeformationDocument18 pagesSevere Plastic DeformationSandeep KalerNo ratings yet
- Plastic Deformation of Single Crystals ExplainedDocument42 pagesPlastic Deformation of Single Crystals ExplainedNaresh DeshpandeNo ratings yet
- Sheet Metal Forming ProcessDocument50 pagesSheet Metal Forming ProcessSasikumar BalasubramanianNo ratings yet
- Forging AdvantagesDocument1 pageForging AdvantagesNorisk NanungNo ratings yet
- 2 - Dasar-Dasar Proses Permsesinan INGGRISDocument25 pages2 - Dasar-Dasar Proses Permsesinan INGGRISNorisk NanungNo ratings yet
- 1.2 Strength of MaterialsDocument35 pages1.2 Strength of MaterialsNorisk NanungNo ratings yet
- 3501Document15 pages3501Norisk NanungNo ratings yet
- Embedded Linux SlidesDocument540 pagesEmbedded Linux SlidesIngeniero JesusNo ratings yet
- Richa Industries Wins First Rail Over Bridge Project For Railways (Company Update)Document2 pagesRicha Industries Wins First Rail Over Bridge Project For Railways (Company Update)Shyam SunderNo ratings yet
- Developer Feasibility StudyDocument9 pagesDeveloper Feasibility Studysam dorilloNo ratings yet
- FlowVision English BRochureDocument2 pagesFlowVision English BRochureSanthosh LingappaNo ratings yet
- AD 302: Tightening of Ordinary Bolts: Sci Advisory DeskDocument2 pagesAD 302: Tightening of Ordinary Bolts: Sci Advisory DeskLightninWolf32No ratings yet
- Integrated Producers: Who Convert Iron Ore Into Steel. The Major Players Are Steel AuthorityDocument2 pagesIntegrated Producers: Who Convert Iron Ore Into Steel. The Major Players Are Steel Authoritysarvesh.bhartiNo ratings yet
- Grading Spun Yarns For Appearance: Standard Test Method ForDocument5 pagesGrading Spun Yarns For Appearance: Standard Test Method ForShaker Qaidi100% (1)
- Cisco Ip SlaDocument12 pagesCisco Ip SlaAntonisBulukbasiNo ratings yet
- Renewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaDocument14 pagesRenewable and Sustainable Energy Reviews: Thomas Poulsen, Rasmus LemaRosHan AwanNo ratings yet
- Siebel Field ServiceDocument4 pagesSiebel Field ServicesubbaraocrmNo ratings yet
- Electronic Government - Concepts, Tools, Methodologies, and Applications - Introductory ChapterDocument35 pagesElectronic Government - Concepts, Tools, Methodologies, and Applications - Introductory ChapterСтаменић МаринаNo ratings yet
- Problem Set Ee8205 PDFDocument4 pagesProblem Set Ee8205 PDFksajjNo ratings yet
- Coast Aluminum Catalog, 2019Document200 pagesCoast Aluminum Catalog, 2019roberto silvaNo ratings yet
- Brochure Al Osais International Holding CompanyDocument4 pagesBrochure Al Osais International Holding CompanyhafezasadNo ratings yet
- Edexcel GCE: Decision Mathematics D1 Advanced/Advanced SubsidiaryDocument24 pagesEdexcel GCE: Decision Mathematics D1 Advanced/Advanced SubsidiarymizmellNo ratings yet
- Gantt ChartDocument49 pagesGantt ChartJayaram ParlikadNo ratings yet
- E - Bike Market.Document86 pagesE - Bike Market.masterineducation100% (1)
- 1 ODI LessonsDocument234 pages1 ODI LessonsAhmed AliNo ratings yet
- Accounting Information System Romney Ch18Document153 pagesAccounting Information System Romney Ch18Bravo AlditoNo ratings yet
- Eccma February2008Newsletter PDFDocument19 pagesEccma February2008Newsletter PDFprsiva2420034066No ratings yet
- A Study On Dyeing Machine & ETPDocument56 pagesA Study On Dyeing Machine & ETPDipayon SahaNo ratings yet
- OSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerDocument11 pagesOSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerikramishereNo ratings yet
- Windows Anzure GuiaDocument478 pagesWindows Anzure GuiaGuillermo Luna Angeles100% (2)
- Catalogue Ottosson 2015Document24 pagesCatalogue Ottosson 2015Michal HrckaNo ratings yet
- Electronic Payment Systems Security and Protocols ExplainedDocument36 pagesElectronic Payment Systems Security and Protocols ExplainedPaksmilerNo ratings yet
- Business Process ModelingDocument89 pagesBusiness Process ModelingAhsan Zaman100% (2)
- Petex DOF BrochureDocument15 pagesPetex DOF BrochureJeevan BabuNo ratings yet
- FND MessageDocument4 pagesFND MessageLoga LogananthamNo ratings yet
- Cylinders FullDocument110 pagesCylinders FulltnvishNo ratings yet
- CHRIST (Deemed to be University) School of Engineering and Technology Department of Mechanical and Automobile Engineering ME636OE4 – PROJECT MANAGEMENT ASSIGNMENT #1Document5 pagesCHRIST (Deemed to be University) School of Engineering and Technology Department of Mechanical and Automobile Engineering ME636OE4 – PROJECT MANAGEMENT ASSIGNMENT #1NIRMAL RAJESH 1860434No ratings yet