You might also like
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteFrom EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteNo ratings yet
- Desarmado y Montaje B.A.P. 6+2 PistonesDocument19 pagesDesarmado y Montaje B.A.P. 6+2 PistonesRamiro GomezNo ratings yet
- Bombas de EngranajesDocument60 pagesBombas de EngranajesOskar CorderoNo ratings yet
- 01 Extruder Unit Assembly EsDocument38 pages01 Extruder Unit Assembly EsIvan LorenzattiNo ratings yet
- Macro Extractor de Rosca IzquierdaDocument7 pagesMacro Extractor de Rosca IzquierdaGentleNo ratings yet
- Cambiar Bomba Agua ChevyDocument2 pagesCambiar Bomba Agua ChevyJuan HernandezNo ratings yet
- Reparacion de Bap Xantia-1Document42 pagesReparacion de Bap Xantia-1Ramiro GomezNo ratings yet
- Video 1 Hartzell 2 PosicionesDocument2 pagesVideo 1 Hartzell 2 PosicionesAndrés Felipe Romero TovarNo ratings yet
- Vent IntercoolerDocument3 pagesVent IntercoolerDavid Mora RamirezNo ratings yet
- Desmontaje y Montaje de Los InyectoresDocument4 pagesDesmontaje y Montaje de Los InyectoresDarwin Yarleque Flores50% (2)
- 501 Reparar Bombas Hidráulicas. (H.o.)Document26 pages501 Reparar Bombas Hidráulicas. (H.o.)Elford Yalico vargasNo ratings yet
- Mecanismos BradtDocument21 pagesMecanismos BradtcricasecoNo ratings yet
- Como Hacer Una MAQUINA DE TURBINA A VaporDocument3 pagesComo Hacer Una MAQUINA DE TURBINA A VaporDaniele BesanaNo ratings yet
- GranDocument22 pagesGranaerofrancisNo ratings yet
- El Carburador Mikuni BST33Document34 pagesEl Carburador Mikuni BST33franchantada100% (9)
- Blast Wheel DesmontajeDocument5 pagesBlast Wheel DesmontajecesardelacruzramosNo ratings yet
- Manual Cambio Correa DistribucionDocument26 pagesManual Cambio Correa Distribucionchamizillo85100% (1)
- Cambio Conectores GasolinaDocument17 pagesCambio Conectores GasolinaManoloNo ratings yet
- Tutorial Arreglo Carbu Rad or MikuniDocument19 pagesTutorial Arreglo Carbu Rad or Mikunijokoke100% (1)
- Frenos Del CitroenDocument16 pagesFrenos Del CitroenDiego RueschNo ratings yet
- Caballete PinturaDocument6 pagesCaballete PinturaMarcell FelipeNo ratings yet
- Reglaje de Valvulas KTM AdvDocument15 pagesReglaje de Valvulas KTM Advlupooo100% (1)
- Cambiar Correa de Distribución HYUNDAI TERRACANDocument26 pagesCambiar Correa de Distribución HYUNDAI TERRACANneosspn25% (4)
- Cambio Reten BMW r1200gsDocument6 pagesCambio Reten BMW r1200gsrufus02No ratings yet
- Desarme BMW 650gsDocument18 pagesDesarme BMW 650gsSilvina Gossos100% (1)
- Tipos de Fallas en LCDDocument8 pagesTipos de Fallas en LCDWilfrido Escobar ZuñigaNo ratings yet
- Limpieza PistonesDocument3 pagesLimpieza PistonesJavier Salvador Perez GamezNo ratings yet
- Ajuste Juego de Valvulas TVS APACHE RTRDocument14 pagesAjuste Juego de Valvulas TVS APACHE RTRWilmar Ortiz100% (10)
- Informe Practica HelicesDocument5 pagesInforme Practica HelicesJuan David TorresNo ratings yet
- Reparación Compresor SD7V16Document60 pagesReparación Compresor SD7V16Luis Jesus Perez NetoNo ratings yet
- Calibrar Valvulas Matiz Segun Manual MecanicoDocument3 pagesCalibrar Valvulas Matiz Segun Manual MecanicowiilllllllNo ratings yet
- Mto Fire Gun Gas SpanishDocument9 pagesMto Fire Gun Gas SpanishCarlos FigueroaNo ratings yet
- Anillada Renault Sandero 1.6 8vDocument3 pagesAnillada Renault Sandero 1.6 8vNicolas GomezNo ratings yet
- Construccion Bomba EMASDocument9 pagesConstruccion Bomba EMASLesley HoodNo ratings yet
- 36 Manual Desarme Cartucho Fit rc2Document44 pages36 Manual Desarme Cartucho Fit rc2Cesar LoaizaNo ratings yet
- Informe Practica de Hélice Hartzell de Dos PosicionesDocument6 pagesInforme Practica de Hélice Hartzell de Dos Posicionesapi-520939289No ratings yet
- La Embutidora de SalchichasDocument43 pagesLa Embutidora de SalchichasKike OlayaNo ratings yet
- Construye Una Estufa para Cocinar Con Leña de Un Barril de Acero PDFDocument4 pagesConstruye Una Estufa para Cocinar Con Leña de Un Barril de Acero PDFCAPD58No ratings yet
- Solucion Ahogo Tanque Combustible Lada NivaDocument3 pagesSolucion Ahogo Tanque Combustible Lada NivaReinaldo Seguro SeguroNo ratings yet
- Cañas de MotoDocument5 pagesCañas de Motojosemo08No ratings yet
- Actividad Aprendizaje Semana 4 BRMDocument8 pagesActividad Aprendizaje Semana 4 BRMGiselle Bautista ZabalaNo ratings yet
- Carburadores 3Document7 pagesCarburadores 3Alex Jherry Moreno FloresNo ratings yet
- Informe Práctica de Hélice BrayanDocument6 pagesInforme Práctica de Hélice BrayanBRAYAN DAVID CHAMBO GONZALEZNo ratings yet
- VW Aircooled Afinación Fuel Injection y Afinación CARBURADODocument12 pagesVW Aircooled Afinación Fuel Injection y Afinación CARBURADODavid EstradaNo ratings yet
- 33a2c4b32bb32ac3ea27Document10 pages33a2c4b32bb32ac3ea27Sergio AcostaNo ratings yet
- Hacer Distribucion VW Transporter 1.6TDDocument8 pagesHacer Distribucion VW Transporter 1.6TDJoshua Horton100% (1)
- Revisión Amortiguador Trasero Honda Africa Twin 750Document34 pagesRevisión Amortiguador Trasero Honda Africa Twin 750jorcerplaNo ratings yet
- Extraccion de Camisa de Inyector TT00024Document7 pagesExtraccion de Camisa de Inyector TT00024Eider Arturo Garcia Osorio100% (2)
- Manual Quinta Rueda PDFDocument8 pagesManual Quinta Rueda PDFMiguel F Salamanca100% (2)
- Procedimiento de Reacondicionamiento de ValvulasDocument3 pagesProcedimiento de Reacondicionamiento de ValvulasRolando SanchezNo ratings yet
- Cap. 6 Equipo de Control de PresiónDocument53 pagesCap. 6 Equipo de Control de PresiónRicardo RockdriguezNo ratings yet
- Cambiar Pastillas de Freno Traseras en La Fi y La VtecDocument8 pagesCambiar Pastillas de Freno Traseras en La Fi y La VtecLoki_YONo ratings yet
- Manual Aa Urvan01ok PDFDocument15 pagesManual Aa Urvan01ok PDFAnonymous 2iQ1B59No ratings yet
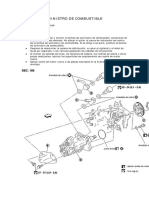
- Nissan Bomba de Suministro de CombustibleDocument25 pagesNissan Bomba de Suministro de CombustibleIsrael TomalaNo ratings yet
- Valvulas de Compuerta Globo y Retencion Rev.1Document27 pagesValvulas de Compuerta Globo y Retencion Rev.1EstebanRiveraNo ratings yet
- Afinando Tu VochoDocument5 pagesAfinando Tu VochoHoracio RdzNo ratings yet
- Comprar Dolares Al Sicad II Por BCVDocument8 pagesComprar Dolares Al Sicad II Por BCVAle ZarateNo ratings yet
- Pasantia - KelvinC - 2003Document33 pagesPasantia - KelvinC - 2003Ale ZarateNo ratings yet
- 1 Era Parte Unidad DosDocument5 pages1 Era Parte Unidad DosAle ZarateNo ratings yet
- Mantto. de Combustión A TG ms5001Document9 pagesMantto. de Combustión A TG ms5001Ale ZarateNo ratings yet
- Mantenimiento PreventivoDocument13 pagesMantenimiento PreventivoAle ZarateNo ratings yet
- Ingenieria de Metodos Unidad 3 Analisis de Actividades MultiplesDocument14 pagesIngenieria de Metodos Unidad 3 Analisis de Actividades MultiplesAle ZarateNo ratings yet
- UNIDAD 1 y 2.1Document24 pagesUNIDAD 1 y 2.1Ale ZarateNo ratings yet
- Tablas de Flujo Isentropico DinamicaDocument9 pagesTablas de Flujo Isentropico DinamicaAle ZarateNo ratings yet
- Informe Gato HidraulicoDocument7 pagesInforme Gato HidraulicoAle ZarateNo ratings yet
- Ruta para La Presentacion Del Anteproyecto Normas ApaDocument14 pagesRuta para La Presentacion Del Anteproyecto Normas Apajavabla2709No ratings yet
- Trabajo Catedra DefensaDocument13 pagesTrabajo Catedra DefensaAle ZarateNo ratings yet
- Tacticas MilitaresDocument14 pagesTacticas MilitaresAle ZarateNo ratings yet
- Cs de Los MatDocument3 pagesCs de Los MatAle ZarateNo ratings yet
- Clasificación AcerosDocument11 pagesClasificación AcerosAle ZarateNo ratings yet
- Din II Pistola 9mm y SubametralladoraDocument4 pagesDin II Pistola 9mm y SubametralladoraAle Zarate100% (1)
- Ensayo Rebelion Del 4 de FebreroDocument1 pageEnsayo Rebelion Del 4 de FebreroAle ZarateNo ratings yet
- El Pensamiento Musical, Funcionalidad y EjecuciónDocument7 pagesEl Pensamiento Musical, Funcionalidad y EjecuciónLuis Carlos Carrasquel MárquezNo ratings yet
- Características de Los Fluidos Reales e IdealesDocument24 pagesCaracterísticas de Los Fluidos Reales e IdealesHrnanDz IsaacNo ratings yet
- Psiquiatria Forense. Generalidades1Document6 pagesPsiquiatria Forense. Generalidades1Jose Ignacio Lopez GarciaNo ratings yet
- Deleuze Gilles Y Feliz Guattari - Siglo 20 Tres Novelas CortasDocument7 pagesDeleuze Gilles Y Feliz Guattari - Siglo 20 Tres Novelas Cortascristian trujilloNo ratings yet
- Grupo 3 - Demanda Ordinaria y CompensadaDocument40 pagesGrupo 3 - Demanda Ordinaria y CompensadaGary E. OrtizNo ratings yet
- Plantilla Presentación Gratis GalvestonDocument28 pagesPlantilla Presentación Gratis GalvestonDiana Paola Garcia FigueroaNo ratings yet
- Determinar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFDocument140 pagesDeterminar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFEver CruzNo ratings yet
- Liquido de FrenosDocument15 pagesLiquido de FrenosRicardo AltamiranoNo ratings yet
- Hoja de Trabajo FisioterapiaDocument18 pagesHoja de Trabajo Fisioterapiayaleth alexandra garciaNo ratings yet
- Ficha Equipo L.G 34.000Document2 pagesFicha Equipo L.G 34.000Paulitha AlejithaNo ratings yet
- INS.003 Instructivo Garantias Bateria Moura (Rev.03)Document2 pagesINS.003 Instructivo Garantias Bateria Moura (Rev.03)matNo ratings yet
- Deber #3-Sistema OperativoDocument2 pagesDeber #3-Sistema OperativoAlam LoorNo ratings yet
- Pitol Traductor PDFDocument3 pagesPitol Traductor PDFEston Pierre AbloNo ratings yet
- Ejercicios Resistencia de MaterialesDocument5 pagesEjercicios Resistencia de MaterialesPatricio Andres Castillo Avila50% (2)
- Delimitacion Del TemaDocument12 pagesDelimitacion Del TemaCynthia RodrìguezNo ratings yet
- El Método Rápido para Eliminar Tus Malos HábitosDocument80 pagesEl Método Rápido para Eliminar Tus Malos Hábitosishmathic100% (1)
- Muñoz Castillo Karina MilagrosDocument75 pagesMuñoz Castillo Karina Milagrosyurialarcon48No ratings yet
- Silabo de Obras de Saneamiento Basico 2022-IIDocument10 pagesSilabo de Obras de Saneamiento Basico 2022-IIFansu Silva NoriegaNo ratings yet
- Actividades Prioritarias 2020Document43 pagesActividades Prioritarias 2020Nacho GonzalezNo ratings yet
- TitulosDocument2 pagesTitulosAndresz1No ratings yet
- Códigos G TornoDocument30 pagesCódigos G TornoPablo Sarzosa67% (6)
- BαDocument2 pagesBαJohannyr7No ratings yet
- Cartel de Contenidos - OfimáticaDocument4 pagesCartel de Contenidos - OfimáticaRaúl A. Huamanlazo SánchezNo ratings yet
- Directorio de Correos Electrónicos de Oficinas de La Escuela de PosgradoDocument2 pagesDirectorio de Correos Electrónicos de Oficinas de La Escuela de PosgradoDavid Atencio100% (1)
- Qué Es El VerboDocument5 pagesQué Es El Verbojuva2000-1100% (2)
- Cuadro Comparativo Piaget-Vigo-Bruner PDFDocument10 pagesCuadro Comparativo Piaget-Vigo-Bruner PDFmarly yesenia ortiz TorresNo ratings yet
- Consultoría Organizacional (Digitalizado)Document163 pagesConsultoría Organizacional (Digitalizado)Lucía Prieto Perez100% (2)
- Guia Parcial Caulculo en Una VariableDocument2 pagesGuia Parcial Caulculo en Una VariableFacundoNo ratings yet
- 2-Cartilla de Ejercicios Condicionales - Informatica 1 - Elecctronica - UTN - FRSNDocument2 pages2-Cartilla de Ejercicios Condicionales - Informatica 1 - Elecctronica - UTN - FRSNkamote_fritoNo ratings yet
- Quimica Organica Informe 2Document19 pagesQuimica Organica Informe 2cynthiajulissa0% (1)