You might also like
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDocument44 pagesPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCIrfiandiNo ratings yet
- Modul CNC Turning 13-14Document13 pagesModul CNC Turning 13-14xqoprasetyoNo ratings yet
- Modul Mesin Bubut CNC Kls XIIDocument12 pagesModul Mesin Bubut CNC Kls XIIahmedmudho100% (2)
- Modul Mastercam BubutDocument65 pagesModul Mastercam BubutZall Boed-zils100% (2)
- Modul Mesin Bubut CNC GSK 928 TeaDocument36 pagesModul Mesin Bubut CNC GSK 928 TeaTrian Wahyu Liono50% (2)
- Kepala Palu PDFDocument1 pageKepala Palu PDFmurdi23No ratings yet
- Belajar Mastercam X5Document22 pagesBelajar Mastercam X5kristianto_hari80% (5)
- Modul Teknik Pemesinan FraisDocument101 pagesModul Teknik Pemesinan FraisSarjito100% (1)
- 4.mesin FraisDocument35 pages4.mesin FraisRizky50% (4)
- LKS TurningDocument1 pageLKS Turningsun_ardyNo ratings yet
- Soal LKS CNC MillingDocument16 pagesSoal LKS CNC Millingdedi50% (2)
- Presentasi CNC Minggu - 1 (Pengenalan Mesin CNC)Document12 pagesPresentasi CNC Minggu - 1 (Pengenalan Mesin CNC)Ulya Ganeswara Alamy50% (2)
- Job Sheet Menggunakan Perkakas Tangan Teknik PemesinanDocument14 pagesJob Sheet Menggunakan Perkakas Tangan Teknik Pemesinanhilmanburhanudin100% (3)
- Soal Bubut Xi 2019 Kunci JawabanDocument3 pagesSoal Bubut Xi 2019 Kunci Jawabantri heryanto0% (2)
- Modul CNC GSKDocument52 pagesModul CNC GSKFx. Fendi Tri WibowoNo ratings yet
- Program Bubut CNC FanucDocument7 pagesProgram Bubut CNC FanucrizkyNo ratings yet
- Soal PTS CNC Xi TPMDocument3 pagesSoal PTS CNC Xi TPMsun_ardy0% (1)
- Kisi-Kisi SoalDocument5 pagesKisi-Kisi Soalerickliwu19No ratings yet
- Soal Dan Kisi-Kisi UAS - TP Bubut XIIDocument5 pagesSoal Dan Kisi-Kisi UAS - TP Bubut XIIjas tra100% (1)
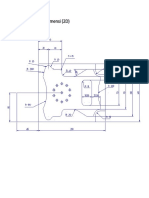
- Gambar Teknik Manufaktur C3 Kelas XII 1 22Document22 pagesGambar Teknik Manufaktur C3 Kelas XII 1 22munah feby100% (2)
- Kisi-Kisi Mesin Frais Kls Xi TPDocument2 pagesKisi-Kisi Mesin Frais Kls Xi TPMuhamad Sa'dullah100% (3)
- Modul Menggambar Objek 2 D Menggunakan Mastercam X5Document38 pagesModul Menggambar Objek 2 D Menggunakan Mastercam X5helmiNo ratings yet
- Bahan Ajar Teknologi CNCDocument50 pagesBahan Ajar Teknologi CNCProdi S1 Teknik MesinNo ratings yet
- Job Sheet Bubut UlirDocument7 pagesJob Sheet Bubut UlirSyamsul HidayatNo ratings yet
- Soal Uas Kelas Xii TMP CNCDocument5 pagesSoal Uas Kelas Xii TMP CNCArdye Chardye Screamo67% (3)
- Jobsheet - CNC Lathe Sinumeric 802CDocument30 pagesJobsheet - CNC Lathe Sinumeric 802Cyudi ismanto100% (2)
- Materi PPT CNC FraisDocument17 pagesMateri PPT CNC FraisLaelaa Retno UtariNo ratings yet
- Xi MP Soal Dan Pembahasan Mesin FraisDocument11 pagesXi MP Soal Dan Pembahasan Mesin Fraissyaeful8bahri8albakaNo ratings yet
- Ujian Sekolah Produktif Teknik PemesinanDocument8 pagesUjian Sekolah Produktif Teknik PemesinanPurwo TrenggonoNo ratings yet
- Lembar Penilaian Praktik BengkelDocument16 pagesLembar Penilaian Praktik BengkelandyNo ratings yet
- Lembar Penilaian LKS CNC TurningDocument3 pagesLembar Penilaian LKS CNC TurningAchmad Nurul Qomari100% (1)
- PANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCDocument44 pagesPANDUAN PENGOPERASIKAN MESIN CNC MILLING GSK 980 MDCjerryNo ratings yet
- Soal CNC Kelas XiDocument3 pagesSoal CNC Kelas XiRofi Chandra100% (2)
- Kisi-Kisi Dan Soal Hots - NewDocument7 pagesKisi-Kisi Dan Soal Hots - NewasepNo ratings yet
- Soal Mid CNC Kelas XI MesinDocument2 pagesSoal Mid CNC Kelas XI MesinRanny Listya DarmayantiNo ratings yet
- Modul CNC MillingDocument36 pagesModul CNC MillingAghaEppran100% (4)
- Pengoperasian Mesin Bubut CNC GSK 928 TCDocument12 pagesPengoperasian Mesin Bubut CNC GSK 928 TCBayu AnggaraNo ratings yet
- Bukumesincncmillinga4protec 180723061715 PDFDocument71 pagesBukumesincncmillinga4protec 180723061715 PDFIbnu KhamdaniNo ratings yet
- Modul Milling GSKDocument17 pagesModul Milling GSKxqoprasetyoNo ratings yet
- Mesin Frais CNCDocument22 pagesMesin Frais CNCniszar darmawanNo ratings yet
- Atp Teknik Pengelasan Fase FDocument8 pagesAtp Teknik Pengelasan Fase FSMK MUTIARA QOLBU CIANJURNo ratings yet
- Gambar Teknik Manufaktur Kelas XI Dan XIIDocument35 pagesGambar Teknik Manufaktur Kelas XI Dan XIIFuji Adh Dhuha Akbar50% (2)
- Xii TP CNC UasDocument10 pagesXii TP CNC UasPradisa Radja Lazuardi50% (2)
- RPP GERINDA XII - KD 3.2 Memahami Jenis Dan Bentuk Batu Gerinda Untuk Penggerindaan Datar - Iwan Setiawan PDFDocument9 pagesRPP GERINDA XII - KD 3.2 Memahami Jenis Dan Bentuk Batu Gerinda Untuk Penggerindaan Datar - Iwan Setiawan PDFiwan100% (1)
- Tutorial Mastercam LatheDocument29 pagesTutorial Mastercam LatheWijarwanto Fendy100% (3)
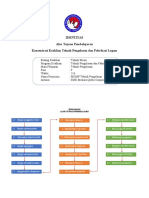
- Capaian Pembelajaran Teknik Pemesinan Kurikulum MerdekaDocument5 pagesCapaian Pembelajaran Teknik Pemesinan Kurikulum MerdekaSetiyo YuliantoNo ratings yet
- Soal CNC2 2009 ArsipDocument5 pagesSoal CNC2 2009 ArsipWawan Sopian0% (1)
- Mengenal Bagian-Bagian Mesin Bubut CNC Kontrol GSKDocument16 pagesMengenal Bagian-Bagian Mesin Bubut CNC Kontrol GSKanwar muhaiminNo ratings yet
- Job 4 BubutDocument1 pageJob 4 Bubutbayu aji100% (2)
- Modul Mastercam X5 - Didik Iswanto - AcademiaDocument17 pagesModul Mastercam X5 - Didik Iswanto - AcademiaYoga Dwi W33% (3)
- Skkni Teknik PemesinanDocument3 pagesSkkni Teknik PemesinanTeknik Pemesinan NeboNo ratings yet
- Langkah Operasi Mesin Bubut Retrofit GSK980TD AHHADocument57 pagesLangkah Operasi Mesin Bubut Retrofit GSK980TD AHHAPANWASYASIN NURROHMANNo ratings yet
- Manual Bubut Retrofit GSK980TDDocument29 pagesManual Bubut Retrofit GSK980TDA L Andriana Syarip100% (1)
- Tugas CNC / Tugas KeduaDocument16 pagesTugas CNC / Tugas Keduachristo022No ratings yet
- 15 Bab IiiDocument28 pages15 Bab IiiArimbi GembiekNo ratings yet
- Laporan Kegiatan Pelatihan CNCDocument96 pagesLaporan Kegiatan Pelatihan CNCelyaNo ratings yet
- Panduan GSK 928TEa LatheDocument13 pagesPanduan GSK 928TEa LatheNunung Nurlaela Jamil100% (1)
- Langkah Operasi MSN Bubut Celtic-GskDocument20 pagesLangkah Operasi MSN Bubut Celtic-GskWawan Sopian100% (1)
- Cara Mengoperasikan Mesin CNC MillingDocument21 pagesCara Mengoperasikan Mesin CNC MillingAnonymous ubRwVJ2BNo ratings yet
- Edit CNC FocusDocument15 pagesEdit CNC FocusfarhanNo ratings yet
- Disain Kolektor SuryaDocument43 pagesDisain Kolektor SuryaImam RidwanNo ratings yet
- Tugas 4 MKM - Imam Ridwan Rukmana (2112142037)Document10 pagesTugas 4 MKM - Imam Ridwan Rukmana (2112142037)Imam RidwanNo ratings yet
- Tugas Desain Teknik - Mesin Pencacah Plastik Tenaga AnginDocument50 pagesTugas Desain Teknik - Mesin Pencacah Plastik Tenaga AnginImam RidwanNo ratings yet
- PorosDocument12 pagesPorosImam RidwanNo ratings yet
- Faktor XDocument10 pagesFaktor XImam RidwanNo ratings yet
- Sambungan UlirDocument11 pagesSambungan UlirpenxBpresidentNo ratings yet
- Per Samaan Differen Si AlDocument53 pagesPer Samaan Differen Si AlImam RidwanNo ratings yet
- LPJ Seminar K3 Dan P3KDocument18 pagesLPJ Seminar K3 Dan P3KImam RidwanNo ratings yet
- Check Sheet Inspection Cartoning C2404Document6 pagesCheck Sheet Inspection Cartoning C2404Imam RidwanNo ratings yet
- Makalah LoaderDocument18 pagesMakalah LoaderImam Ridwan80% (5)
- Mendidik Untuk Membentuk KarakterDocument559 pagesMendidik Untuk Membentuk KarakterImam Ridwan100% (5)
- Pemanasan GlobalDocument52 pagesPemanasan GlobalImam RidwanNo ratings yet
- Laporan Pertanggungjawaban KEJURNAS 2011 (Isi)Document24 pagesLaporan Pertanggungjawaban KEJURNAS 2011 (Isi)Imam RidwanNo ratings yet
- Lapokan KP Ups 1070 FIX PrintDocument92 pagesLapokan KP Ups 1070 FIX PrintImam Ridwan100% (1)
- Laporan Kerja Praktek FixDocument50 pagesLaporan Kerja Praktek FixImam Ridwan Rukmana100% (1)
- ProposalDocument17 pagesProposalImam RidwanNo ratings yet
- Laporan KP Fix Pisan MangDocument66 pagesLaporan KP Fix Pisan MangImam RidwanNo ratings yet