You might also like
- Cores For Flyback TransformersDocument4 pagesCores For Flyback TransformersChiến TrầnNo ratings yet
- Power Transformer DesignDocument4 pagesPower Transformer DesignMetalloyNo ratings yet
- Colicraft Power Transformer DesignDocument4 pagesColicraft Power Transformer DesignPablo KuziwNo ratings yet
- Inductor Design Switching Regulators: Technical BulletinDocument8 pagesInductor Design Switching Regulators: Technical Bulletinmohon_eee03No ratings yet
- Design of Planar Power Transformers: A Fast and Easy Method for Layout and Thermal AnalysisDocument16 pagesDesign of Planar Power Transformers: A Fast and Easy Method for Layout and Thermal AnalysisParag RekhiNo ratings yet
- Design of An Axial Flux Permanent Magnet Wind Power Generator PDFDocument5 pagesDesign of An Axial Flux Permanent Magnet Wind Power Generator PDFFazal Karim MahsudNo ratings yet
- Question Bank EMDDocument23 pagesQuestion Bank EMDd_rajmtechNo ratings yet
- Flyback Transformer Tutorial Function and DesignDocument5 pagesFlyback Transformer Tutorial Function and DesignDany NewbyNo ratings yet
- Transformer and Inductor Design Handbook Chapter 9Document19 pagesTransformer and Inductor Design Handbook Chapter 9Hossein HosseinNo ratings yet
- An-749 Broadband Transformers and Power Combining Techniques For RFDocument10 pagesAn-749 Broadband Transformers and Power Combining Techniques For RFEdward YanezNo ratings yet
- Transformer Design PreambleDocument25 pagesTransformer Design PreamblebanihashemimNo ratings yet
- Transformer DesigneDocument6 pagesTransformer Designemhm770077No ratings yet
- Gate Drive TrafoDocument4 pagesGate Drive Trafobenygiurgiu100% (1)
- Designing Switchmode Transformers for Optimum EfficiencyDocument2 pagesDesigning Switchmode Transformers for Optimum EfficiencyJavierNo ratings yet
- Pulse Transformer DesignDocument7 pagesPulse Transformer DesignParag Rekhi100% (1)
- Baliga Figure of MeritDocument3 pagesBaliga Figure of MeritKyle BotheNo ratings yet
- Ferrite Ferroxcube APPNOTE PDFDocument0 pagesFerrite Ferroxcube APPNOTE PDFwizardgrtNo ratings yet
- Designing Transformer Slup265Document30 pagesDesigning Transformer Slup265Sheran ShahidNo ratings yet
- 12 Steps Design SMPS TransformersDocument11 pages12 Steps Design SMPS TransformersRnDES1 CMLNo ratings yet
- Inductor DesignDocument24 pagesInductor DesignJulien BaronNo ratings yet
- A Novel Method For Analysis of Power Consumption in VLSI Global InterconnectsDocument12 pagesA Novel Method For Analysis of Power Consumption in VLSI Global InterconnectsPranay KumarNo ratings yet
- Applications Soft Ferrites - PhilipsDocument43 pagesApplications Soft Ferrites - Philipsagmnm1962No ratings yet
- How To Minimize Iron Losses in Transformer: ENG - Bassam AL - GhramDocument11 pagesHow To Minimize Iron Losses in Transformer: ENG - Bassam AL - GhramosamaNo ratings yet
- Optimal Design of A High Power High Frequency TransformerDocument10 pagesOptimal Design of A High Power High Frequency TransformerPablo KuziwNo ratings yet
- Calculation of Core Loss and Copper Loss in Amorphous/nanocrystalline Core-Based High-Frequency TransformerDocument9 pagesCalculation of Core Loss and Copper Loss in Amorphous/nanocrystalline Core-Based High-Frequency Transformermurat TorenNo ratings yet
- Transformer Modeling in Atp EmtpDocument6 pagesTransformer Modeling in Atp Emtpmspd2003No ratings yet
- Transformer Design Consideration For Off Line Flyback Converters Using Fairchild Power Switch (FPS™)Document10 pagesTransformer Design Consideration For Off Line Flyback Converters Using Fairchild Power Switch (FPS™)StefanvnvNo ratings yet
- Predicting Temperature Rise of Ferrite Cored TransformersDocument5 pagesPredicting Temperature Rise of Ferrite Cored TransformersPhạm Văn TưởngNo ratings yet
- Estimating Temperature Rise of Transformers Orenchak G. 2004)Document5 pagesEstimating Temperature Rise of Transformers Orenchak G. 2004)PL8ONo ratings yet
- Chapter04 ExDocument6 pagesChapter04 ExKarthikeya VemparalaNo ratings yet
- LC Filter For Three Phase Inverter: PSG College of TechnologyDocument24 pagesLC Filter For Three Phase Inverter: PSG College of TechnologyMuthuRajNo ratings yet
- Design of a High-Frequency Planar Power Transformer in Multilayer TechnologyDocument7 pagesDesign of a High-Frequency Planar Power Transformer in Multilayer TechnologyJorge RestrepoNo ratings yet
- 15.1 Transformer Design: Basic ConstraintsDocument22 pages15.1 Transformer Design: Basic Constraintsniku_No ratings yet
- Thermal Design of 25ka Current Injection Transformer (CIT) With Finite Element MethodDocument6 pagesThermal Design of 25ka Current Injection Transformer (CIT) With Finite Element MethodConstantin DorinelNo ratings yet
- EMD U2 - Study MaterialDocument7 pagesEMD U2 - Study MaterialSUJITHA NNo ratings yet
- Choosing Core SizeDocument2 pagesChoosing Core SizeAnanda KrishnaNo ratings yet
- Chapter 13. Filter Inductor DesignDocument29 pagesChapter 13. Filter Inductor DesignNestor EspinozaNo ratings yet
- Cable Sizing for Non-Linear LoadsDocument12 pagesCable Sizing for Non-Linear Loadskhaldoun samiNo ratings yet
- ISEF - 2015 - Modeling of DESM Using Nodal Based Generalized EMCDocument8 pagesISEF - 2015 - Modeling of DESM Using Nodal Based Generalized EMCKi ChunNo ratings yet
- Review of The H-Bridge Three-Phase Low Power Dissipation Connected Micro-Grid NetworkDocument12 pagesReview of The H-Bridge Three-Phase Low Power Dissipation Connected Micro-Grid NetworkDika AdiNo ratings yet
- DC DC Converters Output NoiseDocument10 pagesDC DC Converters Output NoiseMallickarjuna AsNo ratings yet
- Design and Test of A Beam Transformer As A ChopperDocument3 pagesDesign and Test of A Beam Transformer As A ChopperRASHED BACKUPNo ratings yet
- 3-Phase AC-Drives With Passive Front-Ends With Focus On The Slim DC-Link TopologyDocument7 pages3-Phase AC-Drives With Passive Front-Ends With Focus On The Slim DC-Link TopologyFrançois SteinmetzNo ratings yet
- Design of High Frequency Magnetic DevicesDocument14 pagesDesign of High Frequency Magnetic DevicesTewodros ShegawNo ratings yet
- Optimal Conductor Size Reduces Transmission LossesDocument4 pagesOptimal Conductor Size Reduces Transmission LossesjuanperezpintoNo ratings yet
- Inductor Types and Associated Magnetic CoresDocument24 pagesInductor Types and Associated Magnetic CoresTalha KhalidNo ratings yet
- Design of A Class F Power Amplifier: Piers O V NDocument4 pagesDesign of A Class F Power Amplifier: Piers O V NstepannpNo ratings yet
- Voltage Drop Calculation Typical CasesDocument4 pagesVoltage Drop Calculation Typical CasesKhaled ZayedNo ratings yet
- Electronics Transformer DesignDocument18 pagesElectronics Transformer DesignPriyanka Tayal100% (2)
- High Frequency Transformers For DC-DC ConvertersDocument6 pagesHigh Frequency Transformers For DC-DC ConvertersÄlî VàráNo ratings yet
- Design Optimization of High Frequency PoDocument8 pagesDesign Optimization of High Frequency PoivicaNo ratings yet
- Sizing and Protection of The Neutral Conductor 1Document5 pagesSizing and Protection of The Neutral Conductor 1saga2000cnNo ratings yet
- Distribution of Electrical Power: Lecture Notes of Distribution of Electric Power CourseFrom EverandDistribution of Electrical Power: Lecture Notes of Distribution of Electric Power CourseNo ratings yet
- Organic Light-Emitting Transistors: Towards the Next Generation Display TechnologyFrom EverandOrganic Light-Emitting Transistors: Towards the Next Generation Display TechnologyNo ratings yet
- MOS Integrated Circuit DesignFrom EverandMOS Integrated Circuit DesignE. WolfendaleNo ratings yet
- High-Performance D/A-Converters: Application to Digital TransceiversFrom EverandHigh-Performance D/A-Converters: Application to Digital TransceiversNo ratings yet
- CoolSET F2Document35 pagesCoolSET F2adillukNo ratings yet
- Datasheet bc557 PDFDocument8 pagesDatasheet bc557 PDFj_alpendreNo ratings yet
- Mje 13003Document9 pagesMje 13003adillukNo ratings yet
- D D D D D D: Description/ordering InformationDocument14 pagesD D D D D D: Description/ordering InformationadillukNo ratings yet
- 0.01ohms ResistorDocument3 pages0.01ohms ResistorNaveen KumarNo ratings yet
- Moc 3041Document6 pagesMoc 3041Ingeniero JesusNo ratings yet
- Mur180e D OnDocument6 pagesMur180e D OnadillukNo ratings yet
- MultiSIM-9 TutorialDocument24 pagesMultiSIM-9 TutorialSri RAM Reloaded100% (12)
- Mxyxwrt (AN1214 - L6561)Document7 pagesMxyxwrt (AN1214 - L6561)adillukNo ratings yet
- CoolSET F2Document35 pagesCoolSET F2adillukNo ratings yet
- D D D D D D: Description/ordering InformationDocument14 pagesD D D D D D: Description/ordering InformationadillukNo ratings yet
- LM2900 - LM3900 PDFDocument9 pagesLM2900 - LM3900 PDFCarlos PosadaNo ratings yet
- Z0607Document6 pagesZ0607Ing Hermilo Alvarez MirandaNo ratings yet
- LM 358 PDocument20 pagesLM 358 Ppetrovi482No ratings yet
- SFH617A VishayDocument9 pagesSFH617A VishayadillukNo ratings yet
- 1 N N4007Document3 pages1 N N4007Trương Quốc HưngNo ratings yet
- DB3 DB4 SMDB3 - Diac PDFDocument6 pagesDB3 DB4 SMDB3 - Diac PDFmsicoie1851No ratings yet
- Carat EquivDocument1,280 pagesCarat EquivAmadou Fall100% (1)
- LM324 - TexasDocument9 pagesLM324 - TexasadillukNo ratings yet
- 1n4728 Thru 1n4764Document4 pages1n4728 Thru 1n4764snoothieNo ratings yet
- D D D D D D: Description/ordering InformationDocument14 pagesD D D D D D: Description/ordering InformationadillukNo ratings yet
- CG 03 (Flyback)Document4 pagesCG 03 (Flyback)adillukNo ratings yet
- 1N4007 SemikronDocument2 pages1N4007 SemikronadillukNo ratings yet
- BC548 Hoja de Datos PDFDocument5 pagesBC548 Hoja de Datos PDFJuan FiNo ratings yet
- 1N4007 SemikronDocument2 pages1N4007 SemikronadillukNo ratings yet
- 1N4007 OnDocument6 pages1N4007 OnadillukNo ratings yet
- 1N4007 OnDocument6 pages1N4007 OnadillukNo ratings yet
- Mxyxwrt (AN1214 - L6561)Document7 pagesMxyxwrt (AN1214 - L6561)adillukNo ratings yet
- 1N4007 OnDocument6 pages1N4007 OnadillukNo ratings yet
- Fdim 2010 QRP Challenge Nt7sDocument6 pagesFdim 2010 QRP Challenge Nt7sshubhamformeNo ratings yet
- The Importance of DC Self-Bias Voltage in Plasma ApplicationsDocument5 pagesThe Importance of DC Self-Bias Voltage in Plasma ApplicationsSarathy KannanNo ratings yet
- Search: Circuit Diagram For Power S Upply, Battery Charger, Power Amplifier, Inverter, ConverterDocument7 pagesSearch: Circuit Diagram For Power S Upply, Battery Charger, Power Amplifier, Inverter, ConverterfaguntoroNo ratings yet
- Computer processor history: From silicon discovery to modern CPUsDocument8 pagesComputer processor history: From silicon discovery to modern CPUscoep05No ratings yet
- Study of Sensors: SensorDocument4 pagesStudy of Sensors: SensorDavidNo ratings yet
- U18 Hall Sensor FanDocument6 pagesU18 Hall Sensor FanscribdxtestxNo ratings yet
- Why Starting Current of Induction Motor Is High - Engineering TutorialDocument3 pagesWhy Starting Current of Induction Motor Is High - Engineering TutorialPabitra Kumar Patra100% (1)
- PN Junction Diode: I-V Characteristics: Sung June KimDocument42 pagesPN Junction Diode: I-V Characteristics: Sung June KimasadNo ratings yet
- Motor Designs Identified in NEMA MG1Document3 pagesMotor Designs Identified in NEMA MG1Ansar AwanNo ratings yet
- LM340Document17 pagesLM340Lucas Diego Rodrigues FerreiraNo ratings yet
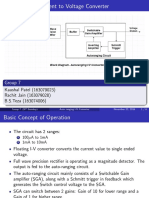
- Group 7: Kaushal Patel (163079023) Rachit Jain (163079028) B.S.Teza (163074006)Document6 pagesGroup 7: Kaushal Patel (163079023) Rachit Jain (163079028) B.S.Teza (163074006)Teza BhamidiNo ratings yet
- Silicon Wafer FabricationDocument24 pagesSilicon Wafer FabricationJomel U. MaromaNo ratings yet
- Verification of Ohm's Law Lab ReportDocument8 pagesVerification of Ohm's Law Lab ReportBotondNo ratings yet
- All About OpampDocument46 pagesAll About OpampVamsi BobbaNo ratings yet
- Littelfuse Varistor LA Datasheet PDFDocument16 pagesLittelfuse Varistor LA Datasheet PDFjesusNo ratings yet
- BNP c3016 (Eng) F PDFDocument442 pagesBNP c3016 (Eng) F PDFzotya54No ratings yet
- DatasheetDocument9 pagesDatasheetLuis Caba RamirezNo ratings yet
- Diffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSDocument9 pagesDiffusion Phenomena in IN THIN FILMS AND MICROELECTRONIC MATERIALSShalabh SrivastavaNo ratings yet
- ICT - Battery Backup Module PDFDocument2 pagesICT - Battery Backup Module PDFmahavirochanaNo ratings yet
- Q & A During L&T VisitDocument4 pagesQ & A During L&T VisitHarshitkumarNo ratings yet
- Electronics and Communication Engineering PDFDocument160 pagesElectronics and Communication Engineering PDFsindhu-aravinda9No ratings yet
- Service Manual Supplement for Split Type Air ConditionersDocument54 pagesService Manual Supplement for Split Type Air ConditionerskarunvandnaNo ratings yet
- Chapter 12Document107 pagesChapter 12shivani1401No ratings yet
- Handbook of Semiconductor Wafer Cleaning TechnologyDocument11 pagesHandbook of Semiconductor Wafer Cleaning Technologynothing4free0% (1)
- FUNAI HD-B2735 - D2835 - (E2B21BD - 24ED) - HDD+DVD Recorder SMDocument64 pagesFUNAI HD-B2735 - D2835 - (E2B21BD - 24ED) - HDD+DVD Recorder SMRogelioMartinez0% (1)
- IQ MK 3 Range Actuators - Module 6G (WIQ83017)Document3 pagesIQ MK 3 Range Actuators - Module 6G (WIQ83017)SuAnandNo ratings yet
- Vincotech - V23990 P589 A41 PM - FD Rev - 06Document29 pagesVincotech - V23990 P589 A41 PM - FD Rev - 06Gaurav NandaNo ratings yet
- JIET Manuscript AcceptedDocument12 pagesJIET Manuscript AcceptedJimoh AbdulhameedNo ratings yet
- HAL FinFET TechnologyDocument36 pagesHAL FinFET TechnologyGary Ryan DonovanNo ratings yet
- IRFB4610 IRFS4610 IRFSL4610: V 100V R Typ. 11m Max. 14m I 73ADocument11 pagesIRFB4610 IRFS4610 IRFSL4610: V 100V R Typ. 11m Max. 14m I 73ATomi OzzyNo ratings yet