You might also like
- El Último Papa-Malachi MartinDocument417 pagesEl Último Papa-Malachi Martinsalprada548593% (43)
- El Último Papa-Malachi MartinDocument417 pagesEl Último Papa-Malachi Martinsalprada548593% (43)
- NMX B 208 1984 Tubo Conduit Acero Pesado Ced40Document14 pagesNMX B 208 1984 Tubo Conduit Acero Pesado Ced40MarcosNo ratings yet
- NMX B 254 1987Document10 pagesNMX B 254 1987Cesar SerranoNo ratings yet
- NRF 033 Pemex 2010 (Lastrado de Tubería)Document38 pagesNRF 033 Pemex 2010 (Lastrado de Tubería)escamilla100% (1)
- NMX B 178 1990Document29 pagesNMX B 178 1990Servando Perez CortesNo ratings yet
- Excavadora VolvoDocument10 pagesExcavadora VolvoDeyson GarciaNo ratings yet
- Tubos de acero estructurales NMX-B-199Document14 pagesTubos de acero estructurales NMX-B-199Jorge Gutierrez MejiaNo ratings yet
- NMX B 179 1983Document26 pagesNMX B 179 1983Iskra Mejía Estrada100% (1)
- NMX W 018 Scfi 2006Document30 pagesNMX W 018 Scfi 2006chokoski75% (4)
- NORMA Oficial Mexicana NOM-002-SECRE-2010, Instalaciones de Aprovechamiento de Gas Natural (Cancela y Sustituye A La NOM-002-SECRE-2003, Instalaciones de Aprovechamiento de Gas Natural)Document19 pagesNORMA Oficial Mexicana NOM-002-SECRE-2010, Instalaciones de Aprovechamiento de Gas Natural (Cancela y Sustituye A La NOM-002-SECRE-2003, Instalaciones de Aprovechamiento de Gas Natural)ittsaNo ratings yet
- Cálculo Del Espesor en Tub de AceroDocument40 pagesCálculo Del Espesor en Tub de Aceropoloco97100% (1)
- Tubos inoxidables para uso sanitarioDocument14 pagesTubos inoxidables para uso sanitarioGustavo GustavoNo ratings yet
- Memoria Descriptiva-Gas-AcervoDocument25 pagesMemoria Descriptiva-Gas-AcervoSalvador Medina Chavarin100% (1)
- Memoria de Calculo Linea de Gas NaturalDocument13 pagesMemoria de Calculo Linea de Gas NaturalDaniel Rivera100% (1)
- 1 BASE Curso Elemental de Diseno de Tuberias Industriales Volumen 1Document128 pages1 BASE Curso Elemental de Diseno de Tuberias Industriales Volumen 1José E. Martínez100% (1)
- Nom 003 Distribucion de Gas Natural PDFDocument65 pagesNom 003 Distribucion de Gas Natural PDFVictor Hugo ArandaNo ratings yet
- Nom 002 Secre 2010Document20 pagesNom 002 Secre 2010Carlos VINo ratings yet
- M-MMP-1-07-03 (Limites de Consistencia) PDFDocument9 pagesM-MMP-1-07-03 (Limites de Consistencia) PDFvicjosue89No ratings yet
- nmx-c-252-1986 NormaDocument18 pagesnmx-c-252-1986 Normarosa12412No ratings yet
- Especificación técnica para trazo y niveles de construccionesDocument18 pagesEspecificación técnica para trazo y niveles de construccionesVictor Hermilo Dolores MoralesNo ratings yet
- Diseño de GasoductosDocument48 pagesDiseño de GasoductosDiego Martinez100% (1)
- NMX-E-205-CNCP-2005 fpDOF 230605Document7 pagesNMX-E-205-CNCP-2005 fpDOF 230605Max Celis CNo ratings yet
- Instalación juntas aislantes SPCDocument8 pagesInstalación juntas aislantes SPCAlfredo OrellanaNo ratings yet
- Introduccion A La Seleccion de Bombas yDocument62 pagesIntroduccion A La Seleccion de Bombas yandy8812100% (1)
- Nmx-x-021-Scfi Tubos para Conduccion GN GLPDocument37 pagesNmx-x-021-Scfi Tubos para Conduccion GN GLPAbel100% (1)
- Diseño de Recipientes A PresiónDocument316 pagesDiseño de Recipientes A PresiónIsmael Arroyo Diaz100% (2)
- Manual Tubo CobreDocument35 pagesManual Tubo CobreMlg José100% (1)
- P.3.0135.01 Cimbras para ConcretoDocument10 pagesP.3.0135.01 Cimbras para Concretojorge1952No ratings yet
- Diseño de TuberiasDocument47 pagesDiseño de TuberiasreynaldoUH100% (1)
- NMX C 414 ONNCCE 2004 Cemento Hidraulico - UnlockedDocument4 pagesNMX C 414 ONNCCE 2004 Cemento Hidraulico - UnlockedRaúl Zapata100% (1)
- Astm 797Document2 pagesAstm 797Sebastian DiazNo ratings yet
- Enginzone-ASME B31.1 - Tuberías de Vapor y Sistemas de Potencia.Document1 pageEnginzone-ASME B31.1 - Tuberías de Vapor y Sistemas de Potencia.Jonathan Espinoza MejiaNo ratings yet
- Venteos y drenajes pruebas hidrostáticasDocument1 pageVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Drenajes IndustrialesDocument43 pagesDrenajes IndustrialesAnonymous LBwADkNZH100% (1)
- Dandole Nueva Vida A Gasoductos Deteriorados Utilizando Tite Liner™Document14 pagesDandole Nueva Vida A Gasoductos Deteriorados Utilizando Tite Liner™Alex GutierrezNo ratings yet
- Servicios Industriales (Clase 7) PDFDocument21 pagesServicios Industriales (Clase 7) PDFCesar Manuel Diaz QuinteroNo ratings yet
- Ensayos de Concreto EndurecidoDocument74 pagesEnsayos de Concreto EndurecidoroyNo ratings yet
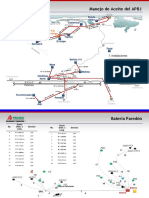
- Batería Paredon OriginalDocument20 pagesBatería Paredon OriginalAnonymous cakcWZv67M100% (1)
- Resumen Tipicos PDFDocument74 pagesResumen Tipicos PDFdanielaNo ratings yet
- Soportes en Tuberias Curso BasicoDocument80 pagesSoportes en Tuberias Curso BasicoAlberto Pc100% (1)
- InterDocument21 pagesInterEliasNo ratings yet
- NRF-032 2006 Diseño Tuberias PDFDocument239 pagesNRF-032 2006 Diseño Tuberias PDFAnonymous auBQ7ixNo ratings yet
- Especificación I-84Document5 pagesEspecificación I-84rcadenases100% (1)
- NRF 311 Pemex 2013 PDFDocument20 pagesNRF 311 Pemex 2013 PDFkler_kathiaNo ratings yet
- Soldando Tuber+¡as de Acero Cromo-MolibdenoDocument49 pagesSoldando Tuber+¡as de Acero Cromo-MolibdenovictorNo ratings yet
- Especificación de construcción y montaje de tuberíasDocument17 pagesEspecificación de construcción y montaje de tuberíasjmvm56100% (1)
- Calculos Asme b16.5Document22 pagesCalculos Asme b16.5Joce LuisNo ratings yet
- Especificaciones de SoportesDocument289 pagesEspecificaciones de SoportesABRAHAMNo ratings yet
- Filtro Simplex Mod. 112 FB: Información GeneralDocument6 pagesFiltro Simplex Mod. 112 FB: Información GeneralHenry PorcoNo ratings yet
- Asme Astm A53 PDFDocument2 pagesAsme Astm A53 PDFCarlosChavarriaElescanoNo ratings yet
- DG - Gpasi Si 2703Document42 pagesDG - Gpasi Si 2703viveros_caos50% (2)
- NMX B 177 1990Document35 pagesNMX B 177 1990Samantha Hernandez ArevaloNo ratings yet
- NMX B 485 1990Document39 pagesNMX B 485 1990evelazNo ratings yet
- NMX B 182 1987Document12 pagesNMX B 182 1987DTA333No ratings yet
- NMX B 010 1986Document19 pagesNMX B 010 1986EduardoNo ratings yet
- NMX B 200 1990Document16 pagesNMX B 200 1990JesusValencia50% (2)
- NMX B 179 1983Document26 pagesNMX B 179 1983Faby JaimesNo ratings yet
- NMX B 171 1991Document24 pagesNMX B 171 1991carlosNo ratings yet
- Tornillos de Alta Resistencia Nmx-h-124-1990Document19 pagesTornillos de Alta Resistencia Nmx-h-124-1990angelbarba0% (1)
- Sa 333Document29 pagesSa 333Francisco Duran SilvaNo ratings yet
- TUBOS DE ACERO ESPECIALES NMX-B-076-1987Document17 pagesTUBOS DE ACERO ESPECIALES NMX-B-076-1987Servando PerezNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- La Historia Del PC EngineDocument10 pagesLa Historia Del PC EngineComebotanasNo ratings yet
- CEEY-Presentacion Libro 2018 PDFDocument29 pagesCEEY-Presentacion Libro 2018 PDFComebotanasNo ratings yet
- Ficha Tecnica cp500Document6 pagesFicha Tecnica cp500ComebotanasNo ratings yet
- Ficha Tecnica cp500Document6 pagesFicha Tecnica cp500ComebotanasNo ratings yet
- Cartadelatierra PDFDocument54 pagesCartadelatierra PDFComebotanasNo ratings yet
- Emmet Fox - La Llave de OroDocument3 pagesEmmet Fox - La Llave de OroMónica Patricia Rojas SandovalNo ratings yet
- FichaTécnica CP500 Ver02Document3 pagesFichaTécnica CP500 Ver02ComebotanasNo ratings yet
- Ficha Tecnica cp500Document6 pagesFicha Tecnica cp500ComebotanasNo ratings yet
- Flujo de Operación AUDITADO T1000 Ver01Document1 pageFlujo de Operación AUDITADO T1000 Ver01ComebotanasNo ratings yet
- Conexion de FotoceldaDocument6 pagesConexion de FotoceldaLeonardo RuizNo ratings yet
- Análisis de la concepción samkhya de la materia a través de tres textos claveDocument16 pagesAnálisis de la concepción samkhya de la materia a través de tres textos claveCYPHERNo ratings yet
- Sutra Diamante PDFDocument8 pagesSutra Diamante PDFKeyshin Hattori No MinamotoNo ratings yet
- Más de 100 textos que muestran que la doctrina del pecado original es falsaDocument39 pagesMás de 100 textos que muestran que la doctrina del pecado original es falsaComebotanasNo ratings yet
- Guerra Contra Los SantosDocument139 pagesGuerra Contra Los SantosjuancorralizaNo ratings yet
- La Ley de Moises o El Nuevo TestamentoDocument13 pagesLa Ley de Moises o El Nuevo TestamentoComebotanasNo ratings yet
- La Historia Del PC EngineDocument10 pagesLa Historia Del PC EngineComebotanasNo ratings yet
- La Profesión Del Diseño - Manual de Buenas Practicas Del Diseño 3Document137 pagesLa Profesión Del Diseño - Manual de Buenas Practicas Del Diseño 3Luis Quintero45% (20)
- Manual diseño gráfico estiloDocument19 pagesManual diseño gráfico estiloComebotanasNo ratings yet
- Ebook PDF Gratis2.BudismomodernoDocument113 pagesEbook PDF Gratis2.BudismomodernoNicolas VieraNo ratings yet
- El Packaging T.I.P.Document66 pagesEl Packaging T.I.P.Carolina Medina DeLargeNo ratings yet
- Tarifa 2007Document108 pagesTarifa 2007ComebotanasNo ratings yet
- Etica en El Diseño GraficoDocument226 pagesEtica en El Diseño GraficoSheshito El No Muertito100% (1)
- Budismo Moderno 1 - Gueshe Kelsang GyatsoDocument147 pagesBudismo Moderno 1 - Gueshe Kelsang Gyatsoazogue_gris100% (1)
- Entrevista de Carlos Del AngelDocument9 pagesEntrevista de Carlos Del AngelComebotanasNo ratings yet
- Ebook PDF Gratis3.BudismomodernoDocument193 pagesEbook PDF Gratis3.BudismomodernoNicolas Viera0% (1)
- Nom 148 Semarnat 2006 Recuperacion de AzufreDocument6 pagesNom 148 Semarnat 2006 Recuperacion de AzufreComebotanasNo ratings yet
- Apuntes Circuitos SecuencialesDocument13 pagesApuntes Circuitos SecuencialessherckuithNo ratings yet
- Maquinas Electricas RotativasDocument40 pagesMaquinas Electricas Rotativashulkco2No ratings yet
- SISTEMA de FraccionamientoDocument13 pagesSISTEMA de FraccionamientoJaiber Sanchez DiazNo ratings yet
- Las Maquinas SimplesDocument15 pagesLas Maquinas SimplesGema LuciaNo ratings yet
- Poster - Teoría de FallasDocument4 pagesPoster - Teoría de FallasFERNEL MOISES ORTIZ SARTINo ratings yet
- Estudio mecánica vuelo cometaDocument16 pagesEstudio mecánica vuelo cometaDiegoNo ratings yet
- Memoria de Cálculo EdificioDocument20 pagesMemoria de Cálculo EdificioRuperto BravoNo ratings yet
- Fisica 2Document10 pagesFisica 2Yaneth Pedraza PampañaupaNo ratings yet
- Estática aplicada: grados de indeterminación y fuerzas internasDocument15 pagesEstática aplicada: grados de indeterminación y fuerzas internassetapiaNo ratings yet
- Hse-06-04 Procedimiento Operativo VibrocompactadorDocument4 pagesHse-06-04 Procedimiento Operativo VibrocompactadorHidalgo Sto IsaNo ratings yet
- Informe de Movimieto en Dos Dimencion ApaDocument20 pagesInforme de Movimieto en Dos Dimencion ApaBadbuny BadbunyNo ratings yet
- Tarea BCP Produccion 3Document4 pagesTarea BCP Produccion 3Gunnar Leonardo Gutiérrez QuisbertNo ratings yet
- Imagenes de GeneradoresDocument163 pagesImagenes de GeneradoresAriel Villca PayeNo ratings yet
- Válvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónDocument3 pagesVálvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónMarcelo NoleNo ratings yet
- Trabajo y Energía Física I UCBDocument2 pagesTrabajo y Energía Física I UCBCristian G CruzNo ratings yet
- Mapa Conceptual de Un Sistema de ControlDocument9 pagesMapa Conceptual de Un Sistema de ControlJesús Eduardo Yescas PachecoNo ratings yet
- Ley de DarcyDocument4 pagesLey de DarcyRousvelt Cerino MadrigalNo ratings yet
- Sistema de Suspension AveriasDocument32 pagesSistema de Suspension AveriasJose Vicente Yago Mora50% (2)
- Preguntas de Maquinas ElectricasDocument25 pagesPreguntas de Maquinas ElectricasPablo ZarazuaNo ratings yet
- Caterpillar Tren PotenciaDocument28 pagesCaterpillar Tren PotenciaMatiasf797No ratings yet
- Reporte de Fallas EneroDocument18 pagesReporte de Fallas EneromarcosNo ratings yet
- Caja fusibles motor Citroen C3 PicassoDocument8 pagesCaja fusibles motor Citroen C3 Picassoalbertocarbono5258100% (1)
- Check List Formato Inspección de GrúaDocument1 pageCheck List Formato Inspección de GrúaMarcos ColegiadoNo ratings yet
- Tips de Mantenimiento Mecánico de MotosDocument22 pagesTips de Mantenimiento Mecánico de MotosCarlos HidalgiNo ratings yet
- Laboratorio N 1 Sistemas de Refrigeracion y Aire CondicionadoDocument13 pagesLaboratorio N 1 Sistemas de Refrigeracion y Aire Condicionadoramos valdan murcielagoNo ratings yet
- Ajuste y ToleranciaDocument5 pagesAjuste y ToleranciaAdrian MayNo ratings yet
- Trabajo Final de CalculoDocument22 pagesTrabajo Final de CalculoAlex Tapara MantillaNo ratings yet
- Flujo de Fluidos - ResumenDocument8 pagesFlujo de Fluidos - ResumenJEAN CARLONo ratings yet
- Foro 2Document2 pagesForo 2MERYLIN CRISTINA ORTEGA ORTEGANo ratings yet
- Termostato y Bomba de AguaDocument3 pagesTermostato y Bomba de AguaSolams Castillo100% (1)
- Plan de Trabajo Del EstudianteDocument11 pagesPlan de Trabajo Del EstudianteERICK GRANDENo ratings yet