You might also like
- Motor Control Center Details for Umiam Stage-II Hydro ProjectDocument14 pagesMotor Control Center Details for Umiam Stage-II Hydro ProjectKunik Swaroop0% (1)
- Brian Tracy 6-Figure Speaker EbookDocument91 pagesBrian Tracy 6-Figure Speaker Ebookblazsek100% (8)
- Best Practices and Tips For Compressed Air Piping SystemsDocument19 pagesBest Practices and Tips For Compressed Air Piping SystemsAnonymous 70lCzDJvNo ratings yet
- Gas Turbine MaintenanceDocument146 pagesGas Turbine MaintenanceMamoun1969100% (8)
- Sal de CrosetatDocument3 pagesSal de CrosetatMădălina Pisău100% (1)
- Check List For Overall Piping Plot PlanDocument3 pagesCheck List For Overall Piping Plot PlankamleshyadavmoneyNo ratings yet
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationFrom EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationRating: 1 out of 5 stars1/5 (1)
- Fan Performance CurveDocument4 pagesFan Performance CurvemuddogNo ratings yet
- Design of Gas Turbine Combustion ChamberDocument11 pagesDesign of Gas Turbine Combustion ChamberSai Rahul100% (1)
- Steam Generator PerformanceDocument7 pagesSteam Generator Performancervkumar61No ratings yet
- Combustion Chamber DesignDocument19 pagesCombustion Chamber DesignPRAVEENNo ratings yet
- Turbo Expander TrainingDocument58 pagesTurbo Expander TrainingM Joko Susilo100% (6)
- Vodafone Bid HBS Case - ExhibitsDocument13 pagesVodafone Bid HBS Case - ExhibitsNaman PorwalNo ratings yet
- Homework Labs Lecture01Document9 pagesHomework Labs Lecture01Episode UnlockerNo ratings yet
- Cool Pack TutorialDocument48 pagesCool Pack TutorialMd Ezaz Ahammed100% (1)
- Introduction To Gas Turbine: 1. Operating PrincipleDocument6 pagesIntroduction To Gas Turbine: 1. Operating PrincipleMuhammad Ridhwan100% (2)
- Advisor Webcast Exadata Disk Management and Troubleshotting Tips FinalDocument84 pagesAdvisor Webcast Exadata Disk Management and Troubleshotting Tips FinalethenhuntNo ratings yet
- Gas Turbine Performance Based On Inlet ADocument82 pagesGas Turbine Performance Based On Inlet Afateh1982No ratings yet
- Text Linguistics and Classical Studies - Facebook Com LinguaLIBDocument129 pagesText Linguistics and Classical Studies - Facebook Com LinguaLIBEnglish Buzz100% (1)
- Afterburner ReviewDocument34 pagesAfterburner ReviewMASOUD100% (2)
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Duo FlexDocument8 pagesDuo FlexIsaac Martínez AlcocerNo ratings yet
- Elasticity and Its Applications: For Use With Mankiw and Taylor, Economics 4 Edition 9781473725331 © CENGAGE EMEA 2017Document39 pagesElasticity and Its Applications: For Use With Mankiw and Taylor, Economics 4 Edition 9781473725331 © CENGAGE EMEA 2017Joana AgraNo ratings yet
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocument5 pagesDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarNo ratings yet
- Optimize Fired Heater Operations To Save MoneyDocument8 pagesOptimize Fired Heater Operations To Save Moneyyogitadoda100% (2)
- Gas Turbine Q & ADocument39 pagesGas Turbine Q & ASaurabh Barange100% (1)
- Get The Most From Your Fired HeaterDocument7 pagesGet The Most From Your Fired Heaterquercitron_7100% (1)
- SOP's For All Digital Marketing ActivitesDocument3 pagesSOP's For All Digital Marketing ActivitesSavijeet Singh50% (2)
- Gas Turbines Finilized SummaryDocument10 pagesGas Turbines Finilized SummaryKrishna Gummadi100% (1)
- Design and Analysis of Gas Turbine Combustion Chamber: P.Sravan Kumar, P.Punna RaoDocument5 pagesDesign and Analysis of Gas Turbine Combustion Chamber: P.Sravan Kumar, P.Punna RaoInternational Journal of computational Engineering research (IJCER)No ratings yet
- Combustor: Flame Stabilized by CycloneDocument56 pagesCombustor: Flame Stabilized by CycloneChadwickajiNo ratings yet
- Factors affecting jet engine thrustDocument6 pagesFactors affecting jet engine thrustsubha_aeroNo ratings yet
- Classification of Gas Turbine Power PlantDocument7 pagesClassification of Gas Turbine Power PlantPK100% (1)
- Gas Turbine Operation and DesignDocument9 pagesGas Turbine Operation and DesignAhmed Soliman100% (1)
- Ejector PDFDocument5 pagesEjector PDFVirendra KumarNo ratings yet
- Compressed Air Bike Uses Turbine for Eco-Friendly TransportDocument43 pagesCompressed Air Bike Uses Turbine for Eco-Friendly TransportRoshanil kambleNo ratings yet
- Air Ejector Cheaper Than SteamDocument5 pagesAir Ejector Cheaper Than SteamjungmukNo ratings yet
- XP Flare Article ReprintDocument5 pagesXP Flare Article ReprintAnonymous cuOIjrLINo ratings yet
- Chapter 1 - Introduction - Pages 1 To 45Document45 pagesChapter 1 - Introduction - Pages 1 To 45Carlos AraujoNo ratings yet
- Boiler Soot-Blowing in Power Plants - Compressed Air Best PracticesDocument8 pagesBoiler Soot-Blowing in Power Plants - Compressed Air Best PracticesRoland NicolasNo ratings yet
- Raught Ystem:, Associate Professor, Mechanical Engineering Department LBRCE, MylavaramDocument26 pagesRaught Ystem:, Associate Professor, Mechanical Engineering Department LBRCE, MylavaramdhanarajuNo ratings yet
- Fuel FiringDocument39 pagesFuel Firingnetygen1No ratings yet
- Selection of FiredDocument5 pagesSelection of Firedahmed hossamNo ratings yet
- 1. Managing the operation of propulsion plant machinery CDocument109 pages1. Managing the operation of propulsion plant machinery CPanagiwtis M.No ratings yet
- 3.2 Natural Gas-Fired Reciprocating EnginesDocument18 pages3.2 Natural Gas-Fired Reciprocating EnginesAnkush SehgalNo ratings yet
- Advanced Propulsion Techniques: Presentation-IiDocument14 pagesAdvanced Propulsion Techniques: Presentation-IiSaran RockerNo ratings yet
- Design An Alternate Purge System For An LNG Plant Fired Heater (Bechtel Corp.)Document7 pagesDesign An Alternate Purge System For An LNG Plant Fired Heater (Bechtel Corp.)DWNLD USRMLNo ratings yet
- Brayton Cycle - WikipediaDocument4 pagesBrayton Cycle - WikipediaJordan LoyNo ratings yet
- Can Air-Operated Ejectors Solve Your Problem?Document4 pagesCan Air-Operated Ejectors Solve Your Problem?jungmukNo ratings yet
- Air Cycle RefrigerationDocument2 pagesAir Cycle RefrigerationLuis Miguel Vargas CruzNo ratings yet
- Marine Gas Turbine PDFDocument14 pagesMarine Gas Turbine PDFSaint JoaquinNo ratings yet
- Beant College of Engineering and Technology Gurdaspur: Seminar Report (TH-590)Document20 pagesBeant College of Engineering and Technology Gurdaspur: Seminar Report (TH-590)Ahmad Riaz KhanNo ratings yet
- Recuperator - Wikipedia, The Free EncyclopediaDocument3 pagesRecuperator - Wikipedia, The Free EncyclopediaAvijit DasNo ratings yet
- Minimizing Fan Energy CostsDocument9 pagesMinimizing Fan Energy Costsmemep1No ratings yet
- module_5_combustor (1)Document11 pagesmodule_5_combustor (1)Kevin MangroliyaNo ratings yet
- ATD Unit 1Document39 pagesATD Unit 1Sateesh KumarNo ratings yet
- GTE Combustion ChamberDocument33 pagesGTE Combustion ChamberTAMILSELVAM NALLUSAMYNo ratings yet
- Fantastic Godbey JohnsonDocument8 pagesFantastic Godbey JohnsonOleg LevchiyNo ratings yet
- Bjorns Corner Turbofan Engine Challenges Part 5Document7 pagesBjorns Corner Turbofan Engine Challenges Part 5upsasaNo ratings yet
- The Brayton Cycle with Regeneration, Intercooling, & ReheatingDocument14 pagesThe Brayton Cycle with Regeneration, Intercooling, & ReheatingMuh Indrawan100% (1)
- Eit-M: Thermal Power PlantDocument13 pagesEit-M: Thermal Power PlanthayelomNo ratings yet
- Brayton CycleDocument6 pagesBrayton CycleAbhishek MohanNo ratings yet
- Gas Turbine: Principle of OperationDocument20 pagesGas Turbine: Principle of Operationwaleed paliNo ratings yet
- Carburettor Sec B IceDocument24 pagesCarburettor Sec B IceRevenge GamingNo ratings yet
- Composite Centrifugal CompressorDocument12 pagesComposite Centrifugal CompressorEsequiel YakueczikNo ratings yet
- Course 4 Engine CyclesDocument53 pagesCourse 4 Engine CyclesLuca PenesNo ratings yet
- Development of Aero Gas Turbine Annular CombustorDocument14 pagesDevelopment of Aero Gas Turbine Annular CombustorSurya NarayananNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- How To Say The TimeDocument2 pagesHow To Say The Timenedduc20No ratings yet
- How To Say The TimeDocument2 pagesHow To Say The Timenedduc20No ratings yet
- Engineering Letter: ElectricmotorcodesandstandardsDocument4 pagesEngineering Letter: Electricmotorcodesandstandardsnedduc20No ratings yet
- The 911 TurboDocument63 pagesThe 911 Turbonedduc20No ratings yet
- The 911 TurboDocument63 pagesThe 911 Turbonedduc20No ratings yet
- Blower Fans-Fiberglass ReinforcedDocument4 pagesBlower Fans-Fiberglass ReinforcedthespalNo ratings yet
- El 02Document2 pagesEl 02nedduc20No ratings yet
- El 16Document4 pagesEl 16nedduc20No ratings yet
- Engineering Letter: SystemcalculationDocument4 pagesEngineering Letter: SystemcalculationjmartinezmoyNo ratings yet
- El 14Document4 pagesEl 14nedduc20No ratings yet
- El 15Document4 pagesEl 15nedduc20No ratings yet
- Blower Fans-Fiberglass ReinforcedDocument4 pagesBlower Fans-Fiberglass ReinforcedthespalNo ratings yet
- Field test fanDocument4 pagesField test fannedduc20No ratings yet
- Blower Fans-Fiberglass ReinforcedDocument4 pagesBlower Fans-Fiberglass ReinforcedthespalNo ratings yet
- El 15Document4 pagesEl 15nedduc20No ratings yet
- Manual CarrierDocument16 pagesManual Carriernedduc20No ratings yet
- El 20Document3 pagesEl 20nedduc20No ratings yet
- Test Automation Design PrinciplesDocument15 pagesTest Automation Design PrinciplesSujay KumarNo ratings yet
- Lab Manual Human PhysiologyDocument84 pagesLab Manual Human Physiologyaurelya nicoleNo ratings yet
- CH-2 Earth DamsDocument18 pagesCH-2 Earth DamssidNo ratings yet
- (Altium Tutorial) PCB Symbol Naming ConventionDocument7 pages(Altium Tutorial) PCB Symbol Naming ConventionDefne AktemizNo ratings yet
- SUDOKU DocumentDocument37 pagesSUDOKU DocumentAmbika Sharma33% (3)
- Service Manual: NSX-SZ100Document27 pagesService Manual: NSX-SZ100Goran ChaparNo ratings yet
- Creating A BSP Application - Purchase Order Details Display - v1Document13 pagesCreating A BSP Application - Purchase Order Details Display - v1Amitabha SamajpatiNo ratings yet
- NFRC 200-2010Document45 pagesNFRC 200-2010reynolds534100% (1)
- NMNR5104 Research MethodologyDocument2 pagesNMNR5104 Research MethodologynadiaNo ratings yet
- 93C66 Microwire EepromDocument13 pages93C66 Microwire EepromadrianramonNo ratings yet
- 2 (Molecular Diffusion in Gases)Document66 pages2 (Molecular Diffusion in Gases)Nasir ShamsNo ratings yet
- Retaining Wall ReporterDocument18 pagesRetaining Wall ReporterJoefel BessatNo ratings yet
- Materi Welding Defect IIDocument64 pagesMateri Welding Defect IIsmartz inspectionNo ratings yet
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument15 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoNo ratings yet
- The Pythagorean Spiral ProjectDocument2 pagesThe Pythagorean Spiral Projectapi-316478863No ratings yet
- Carbon 06 00052Document17 pagesCarbon 06 00052Elbahi DjaalabNo ratings yet
- Triac BT137-600DDocument6 pagesTriac BT137-600DEverton AlvesNo ratings yet
- Heba Hathout - The Old Hats ProblemDocument11 pagesHeba Hathout - The Old Hats ProblemKluff5878No ratings yet
- Clients Class Workbook v5.1 CBTDocument192 pagesClients Class Workbook v5.1 CBTmich0pNo ratings yet
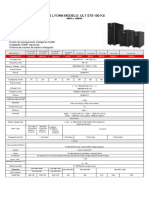
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzNo ratings yet