You might also like
- Is 398 Part5 1992Document13 pagesIs 398 Part5 1992skc1234No ratings yet
- CRGODocument15 pagesCRGOipraoNo ratings yet
- Is - 01897 - 2008Document9 pagesIs - 01897 - 2008Sangita GhaisasNo ratings yet
- Is 335Document16 pagesIs 335EME HPCNo ratings yet
- Design of Single and Three Phase Transformer Using MATLABDocument6 pagesDesign of Single and Three Phase Transformer Using MATLABDevesh JayaswalNo ratings yet
- I S 2099Document38 pagesI S 2099Hariprasad gantyalaNo ratings yet
- 60317-8-1996-Is 13730 8 1996 PDFDocument11 pages60317-8-1996-Is 13730 8 1996 PDFengineez100% (1)
- SANS 182-2 Conductors For Overhead Electrical Transmission Lines. AACDocument16 pagesSANS 182-2 Conductors For Overhead Electrical Transmission Lines. AACLaxmishankar Katiyar100% (1)
- Product Manual For New Insulating Oils ACCORDING TO IS 335:2018Document8 pagesProduct Manual For New Insulating Oils ACCORDING TO IS 335:2018Ajay KumarNo ratings yet
- Magnetic Power LossDocument3 pagesMagnetic Power Lossvasanth672No ratings yet
- Indian Standard: Specification For On-Load Tap-Changers 0. ForewordDocument26 pagesIndian Standard: Specification For On-Load Tap-Changers 0. ForewordPrashant TrivediNo ratings yet
- Important Electrical Properties of CRGO & Hi - B CRGO GradesDocument6 pagesImportant Electrical Properties of CRGO & Hi - B CRGO GradesaaaaNo ratings yet
- 1866Document24 pages1866Akhileshkumar PandeyNo ratings yet
- Is 1180-2021Document7 pagesIs 1180-2021vandana100% (1)
- Chapter 6: Stray Loss Terminology For The Power Transformer and It'S Perspective Analysis For Design OptimizationDocument17 pagesChapter 6: Stray Loss Terminology For The Power Transformer and It'S Perspective Analysis For Design OptimizationxiaomiNo ratings yet
- 24 66 11 KV 5 MVA Transformer With Amendment PDFDocument100 pages24 66 11 KV 5 MVA Transformer With Amendment PDFNirmal mehtaNo ratings yet
- Books RefrenceDocument13 pagesBooks RefrencePradith SaiNo ratings yet
- Specification For Polymer Pin InsulatorDocument9 pagesSpecification For Polymer Pin InsulatorBinay PaudyalNo ratings yet
- 2 0.2 Acsr Panther Conductor 1 14Document14 pages2 0.2 Acsr Panther Conductor 1 14Anurag SanodiaNo ratings yet
- 2026 1 (Trafo)Document41 pages2026 1 (Trafo)Dijo PaulNo ratings yet
- Is 7098 2 2011Document17 pagesIs 7098 2 2011prajaptijagdishNo ratings yet
- Transformer Design ParametersDocument6 pagesTransformer Design ParametersArif Shah100% (1)
- Overcurrent Protection in Arc FurnacesDocument8 pagesOvercurrent Protection in Arc FurnacesWilver SánchezNo ratings yet
- STATCOM SpecificationDocument77 pagesSTATCOM SpecificationYinwu ZhaoNo ratings yet
- Is-2026, Part-2Document23 pagesIs-2026, Part-2Himansu Sekhar Jena100% (1)
- Magnetically Controlled Shunt ReactorsDocument34 pagesMagnetically Controlled Shunt ReactorsnicomanfrediNo ratings yet
- Power Transformer Construction CoreDocument4 pagesPower Transformer Construction CoreJayadevDamodaran0% (1)
- SNOWBIRD ACSS Aluminum ConductorDocument1 pageSNOWBIRD ACSS Aluminum ConductorssappanNo ratings yet
- Extra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsDocument4 pagesExtra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsSofia YuliNo ratings yet
- AAC BULL & BERSIMIS Conductor - SpecificationDocument18 pagesAAC BULL & BERSIMIS Conductor - Specificationbalaeee123100% (2)
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationEMD VSTPSNo ratings yet
- IS 2026-5 (2011) - Power Transformers, Part 5 - Ability To Withstand Short CircuitDocument23 pagesIS 2026-5 (2011) - Power Transformers, Part 5 - Ability To Withstand Short Circuitrajiv71No ratings yet
- Spectra Engineering Brochure - TransformerDocument4 pagesSpectra Engineering Brochure - TransformerAkash VermaNo ratings yet
- Failure Analysis of A Power Transformer Using Dissolved Gas Analysis - A Case StudyDocument4 pagesFailure Analysis of A Power Transformer Using Dissolved Gas Analysis - A Case StudyInternational Journal of Research in Engineering and Technology100% (1)
- Current Transformer Design SoftwareDocument1 pageCurrent Transformer Design SoftwarejosesotofigueraNo ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To InformationKittuNo ratings yet
- Capacitive Voltage Transformer - SpecificationDocument6 pagesCapacitive Voltage Transformer - Specificationbalaeee123No ratings yet
- Zolex - Bi Metalic PDFDocument6 pagesZolex - Bi Metalic PDFHemang M. GajjarNo ratings yet
- Sri RamachandranDocument7 pagesSri RamachandranNavaneethakrishnan MurugesanNo ratings yet
- HV CB For SubstationDocument28 pagesHV CB For SubstationjokotsNo ratings yet
- IS 2026 Part 5Document10 pagesIS 2026 Part 5Narendra SinhaNo ratings yet
- 111 - CT-NCT Spec-Dec, 2012Document27 pages111 - CT-NCT Spec-Dec, 2012SURJIT SINGHNo ratings yet
- Transformer Design PDFDocument72 pagesTransformer Design PDFSujon MiaNo ratings yet
- Zinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Document4 pagesZinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Metoo ChyNo ratings yet
- BH CurveDocument5 pagesBH Curvekrish3291No ratings yet
- Is 6600Document30 pagesIs 6600uvilasNo ratings yet
- The Kenya Power and Lighting Company Limited Technical SpecificationsDocument62 pagesThe Kenya Power and Lighting Company Limited Technical SpecificationsAmílcar DuarteNo ratings yet
- Controlled Shunt Reactors BrochureDocument13 pagesControlled Shunt Reactors BrochureFeras KharmaNo ratings yet
- Transformer Design (Version 1)Document19 pagesTransformer Design (Version 1)Divya AravindNo ratings yet
- Spacers and Spacer DampersDocument14 pagesSpacers and Spacer Dampersahmadove1No ratings yet
- 420KV SF6 Circuit Breaker Operation and TestingDocument18 pages420KV SF6 Circuit Breaker Operation and TestingArlone ManaladNo ratings yet
- Aluminium Pipe Bus PDFDocument6 pagesAluminium Pipe Bus PDFaviral mishraNo ratings yet
- Polymer InsulatorsDocument34 pagesPolymer InsulatorsAbraiz Khan KhattakNo ratings yet
- 1 Is 2026.1.2011 GeneralDocument28 pages1 Is 2026.1.2011 Generalanon_461765899No ratings yet
- MV Design Guide - Circuit Breaker Specification PDFDocument10 pagesMV Design Guide - Circuit Breaker Specification PDFjayanthNo ratings yet
- DIA blade dimensions and specificationsDocument6 pagesDIA blade dimensions and specificationsMohit Sharma100% (1)
- TMP 1710742264Document10 pagesTMP 1710742264geveco4232No ratings yet
- 648Document19 pages648senthil kumarNo ratings yet
- Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripDocument8 pagesStainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripJosé Ramón GutierrezNo ratings yet
- ASTM A 681-08 Standard Specification For Tool Steels AlloyDocument14 pagesASTM A 681-08 Standard Specification For Tool Steels AlloyTeodoroNo ratings yet
- A Method of Definition of Life-Cycle Resources ofDocument6 pagesA Method of Definition of Life-Cycle Resources ofHariprasad gantyalaNo ratings yet
- Oman Property Market Report 2019-2020Document40 pagesOman Property Market Report 2019-2020Hariprasad gantyalaNo ratings yet
- RDLCDocument2 pagesRDLCHariprasad gantyalaNo ratings yet
- IFRS ACCA - DipIFRS - Revision Kit 2019Document304 pagesIFRS ACCA - DipIFRS - Revision Kit 2019Hariprasad gantyala0% (1)
- Large-Scale Solar PV Lcoe Comprehensive Breakdown MethodologyDocument20 pagesLarge-Scale Solar PV Lcoe Comprehensive Breakdown MethodologyHariprasad gantyalaNo ratings yet
- IRENAinsight On Project Cost Webinar - RPGC in 2019 OverviewDocument61 pagesIRENAinsight On Project Cost Webinar - RPGC in 2019 OverviewHariprasad gantyalaNo ratings yet
- Ifrs Acca - Dipifrs - Revision Kit 2019Document304 pagesIfrs Acca - Dipifrs - Revision Kit 2019Hariprasad gantyalaNo ratings yet
- Nextracker + PV Tech TECHTALK Webinar SlidesDocument61 pagesNextracker + PV Tech TECHTALK Webinar SlidesHariprasad gantyalaNo ratings yet
- Pages From OmanObserver - 31!01!21Document1 pagePages From OmanObserver - 31!01!21Hariprasad gantyalaNo ratings yet
- Oman Custom Duty ScheduleDocument333 pagesOman Custom Duty ScheduleHariprasad gantyalaNo ratings yet
- Class 1 Shapes and Space - NotesDocument4 pagesClass 1 Shapes and Space - NotesHariprasad gantyalaNo ratings yet
- RSI-The Complete Guide-John HaydenDocument126 pagesRSI-The Complete Guide-John HaydenSyed Muhammad Shahbaz100% (8)
- Class 1 - MATHS-NUMBERS 0 TO 9 WORKSHEET 4Document3 pagesClass 1 - MATHS-NUMBERS 0 TO 9 WORKSHEET 4Hariprasad gantyalaNo ratings yet
- Leading The New Era of 600W+ Modules: Canadian Solar Hiku7 & Bihiku7 Technical White PaperDocument20 pagesLeading The New Era of 600W+ Modules: Canadian Solar Hiku7 & Bihiku7 Technical White PaperHariprasad gantyala100% (1)
- Pages From OmanObserver - 31!01!21Document1 pagePages From OmanObserver - 31!01!21Hariprasad gantyalaNo ratings yet
- IFC Harnessing+Energy+From+The+Sun - FinalDocument132 pagesIFC Harnessing+Energy+From+The+Sun - FinalHariprasad gantyalaNo ratings yet
- Bbbbbbbbbbbbb: '≥Å∞Qæ∞ =¸Åo: N ##Flü«∞Éèí/Ïì~°‰Õω - »∞ N Uhõ¯# ™È=∞Ü«∂L N Z¢~ŢѨQæ - ». (Hõq¢'«Ü«∞O)Document37 pagesBbbbbbbbbbbbb: '≥Å∞Qæ∞ =¸Åo: N ##Flü«∞Éèí/Ïì~°‰Õω - »∞ N Uhõ¯# ™È=∞Ü«∂L N Z¢~ŢѨQæ - ». (Hõq¢'«Ü«∞O)sanagavarapuNo ratings yet
- NOC Construction Helipad Greenfield AirfieldDocument15 pagesNOC Construction Helipad Greenfield Airfieldbansalaman1986No ratings yet
- 13.pole Type Structure 1Document22 pages13.pole Type Structure 1Hariprasad gantyalaNo ratings yet
- NCSCM Campus Tender DocumentsDocument498 pagesNCSCM Campus Tender Documentssadi3013No ratings yet
- ATMA Sample Question IDocument18 pagesATMA Sample Question IHariprasad gantyalaNo ratings yet
- Private WMS From 20.06.2008 To 31.03.2012 DT 16.05.2017Document5 pagesPrivate WMS From 20.06.2008 To 31.03.2012 DT 16.05.2017Hariprasad gantyalaNo ratings yet
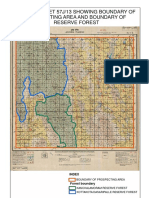
- SOI Toposheet 57J/13 with Prospecting Area & Forest BoundariesDocument1 pageSOI Toposheet 57J/13 with Prospecting Area & Forest BoundariesHariprasad gantyalaNo ratings yet
- Transmission Monopole PDFDocument71 pagesTransmission Monopole PDFHariprasad gantyala100% (3)
- Solar Street Light 4Document5 pagesSolar Street Light 4Mohammad MajdalawiNo ratings yet
- Construction Method StatementDocument29 pagesConstruction Method StatementHariprasad gantyalaNo ratings yet
- Guidelines for Defence Clearance of Wind ProjectsDocument3 pagesGuidelines for Defence Clearance of Wind ProjectsHariprasad gantyalaNo ratings yet
- Const PowerProjectDocument2 pagesConst PowerProjectHariprasad gantyalaNo ratings yet
- Soi Toposheet 57J/13 Showing Boundary of Prospecting Area and Boundary of Reserve ForestDocument1 pageSoi Toposheet 57J/13 Showing Boundary of Prospecting Area and Boundary of Reserve ForestHariprasad gantyalaNo ratings yet
- Procedure Forissue NOC of PP by MoD Apr2014Document2 pagesProcedure Forissue NOC of PP by MoD Apr2014Hariprasad gantyalaNo ratings yet
- JJNDocument1 pageJJNiancuNo ratings yet
- Industry-Company MatrixDocument66 pagesIndustry-Company Matrixanon_981731217No ratings yet
- Spec GuideDocument33 pagesSpec GuidemyoldtoastNo ratings yet
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDocument7 pagesAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedNo ratings yet
- Apple Macintosh 12-83Document18 pagesApple Macintosh 12-83heliosnineNo ratings yet
- Model Questionnaire A Study On Customer Preference To Dio's Scooter With Special Referece To Kamala Honda CoimbatoreDocument3 pagesModel Questionnaire A Study On Customer Preference To Dio's Scooter With Special Referece To Kamala Honda CoimbatorepecmbaNo ratings yet
- JSA 001 - UG Pipe Fabrication & ErectionDocument14 pagesJSA 001 - UG Pipe Fabrication & ErectionNitish SinghNo ratings yet
- Company Profile PT. Depriwangga EngDocument12 pagesCompany Profile PT. Depriwangga EngIrchamNo ratings yet
- A High Performace HMIDocument50 pagesA High Performace HMIAnonymous FFMmIJy100% (1)
- Tata Motors Anual Report 2016Document288 pagesTata Motors Anual Report 2016DwarikaNo ratings yet
- Overbased Calcium Sulfonate 400 TBN TDSDocument2 pagesOverbased Calcium Sulfonate 400 TBN TDSMohamad Reza JahanbakhshNo ratings yet
- General Resume - NmuellerDocument2 pagesGeneral Resume - Nmuellerapi-300000636No ratings yet
- Total Quality Management Six SigmaDocument304 pagesTotal Quality Management Six Sigmajuancgr77No ratings yet
- Gas-Insulated Switchgear ELK-04: Modular System Up To 145 KV, 3150 A, 40 KaDocument28 pagesGas-Insulated Switchgear ELK-04: Modular System Up To 145 KV, 3150 A, 40 KaAndavilli Srihari KumarNo ratings yet
- FD Valve: Product No. 054110110Document1 pageFD Valve: Product No. 054110110Marcelo PereiraNo ratings yet
- Eurocell Building Plastics: Specification GuideDocument68 pagesEurocell Building Plastics: Specification GuideWilton Antony QcNo ratings yet
- Wilderness 1500 X Study Plans Complete A 4Document29 pagesWilderness 1500 X Study Plans Complete A 4Anonymous eiCiKcVkNo ratings yet
- A Work Breakdown Structure (WBS)Document4 pagesA Work Breakdown Structure (WBS)GebeyehuNo ratings yet
- Baron 55Document1,113 pagesBaron 55Dú VieiraNo ratings yet
- 0 EDEM Applications MeDocument16 pages0 EDEM Applications MeRuben PurcaNo ratings yet
- Jawaban Sertifikasi SAPDocument4 pagesJawaban Sertifikasi SAPanggie100% (2)
- Construction Contract Template 1Document8 pagesConstruction Contract Template 1Mik AeilNo ratings yet
- A4 G970 - G990 Product Brochure enDocument17 pagesA4 G970 - G990 Product Brochure endalibor_bogdan100% (3)
- Victoria ChemicalDocument10 pagesVictoria ChemicalBobYu0% (1)
- Underpinning: TypesDocument5 pagesUnderpinning: TypesEnggUsmanZafarNo ratings yet
- EPCM TheMisunderstoodContractDocument6 pagesEPCM TheMisunderstoodContractmonikatickoo4412100% (2)
- Cog3 2Document58 pagesCog3 2sanjeev19_ynrNo ratings yet
- DB KAF 4.3 en WebDocument14 pagesDB KAF 4.3 en WebnawajhaNo ratings yet
- Baddi University Syll of MEDocument102 pagesBaddi University Syll of MEKunal KumbhaNo ratings yet
- Business Plan Summary for MGVCL FY 2011-16Document160 pagesBusiness Plan Summary for MGVCL FY 2011-16havejsnjNo ratings yet