You might also like
- IF - CT - Módulo Específico PDFDocument482 pagesIF - CT - Módulo Específico PDFEduardo CamposNo ratings yet
- NRM 127Document18 pagesNRM 127carlos.amaral0001No ratings yet
- Qualificação E Certificação de Pessoal em Termografia Manual: Página: RevisãoDocument47 pagesQualificação E Certificação de Pessoal em Termografia Manual: Página: RevisãoAlexandre Lima100% (1)
- Manual de Qualificação e Certificação de Inspetor de Controle DimensionalDocument27 pagesManual de Qualificação e Certificação de Inspetor de Controle DimensionalAna Paula FabrícioNo ratings yet
- Avaliação de Organismos de InspeçãoDocument30 pagesAvaliação de Organismos de InspeçãoSerpaRJNo ratings yet
- NIT Diois 13 - 10Document26 pagesNIT Diois 13 - 10AlexandreNo ratings yet
- NIT Diois 13 - 18Document34 pagesNIT Diois 13 - 18Rodrigo SantosNo ratings yet
- Cofragens tradicionais de madeiraDocument122 pagesCofragens tradicionais de madeiraJosy Perry0% (1)
- NIT Diois 13 - 15Document30 pagesNIT Diois 13 - 15Pedro CunhaNo ratings yet
- Inspeção de Vasos Capitulo 1 - Projeto Rev Maio 2019Document51 pagesInspeção de Vasos Capitulo 1 - Projeto Rev Maio 2019Cleber AntônioNo ratings yet
- Texto Apoio ICQDocument178 pagesTexto Apoio ICQAngélicaVicenteNo ratings yet
- NIT Diois 13Document12 pagesNIT Diois 13hamilton salesNo ratings yet
- Qualificação e certificação em ensaios não destrutivosDocument25 pagesQualificação e certificação em ensaios não destrutivosPhelipe SteringNo ratings yet
- Nit Diois 22 2021 R06Document17 pagesNit Diois 22 2021 R06Plinio LavinasNo ratings yet
- Abendi PDFDocument26 pagesAbendi PDFAlexandre LopesNo ratings yet
- NIT Diois 13 - 17Document31 pagesNIT Diois 13 - 17alexandre GaldinoNo ratings yet
- Rotina de Estruturas MetalicasDocument27 pagesRotina de Estruturas MetalicasRICARDONo ratings yet
- Asfalto Borracha: Vantagens e DesvantagensDocument37 pagesAsfalto Borracha: Vantagens e DesvantagensLuizNo ratings yet
- NTC50Document25 pagesNTC50Juan LucasNo ratings yet
- NIT Diois 13 - 12Document30 pagesNIT Diois 13 - 12Geraldo Gil CorreiaNo ratings yet
- Especificações técnicas para tubagem em instalações hospitalaresDocument121 pagesEspecificações técnicas para tubagem em instalações hospitalaresCristiano Manuel da CostaNo ratings yet
- Manual de Qualificação e Certificação de Inspetor de Controle DimensionalDocument27 pagesManual de Qualificação e Certificação de Inspetor de Controle DimensionalGregory Mendes0% (1)
- Plano de Calibração de Instrumentos de Medições e TestesDocument4 pagesPlano de Calibração de Instrumentos de Medições e TestesJocemar LealNo ratings yet
- NIE Cgcre 140 - 33Document10 pagesNIE Cgcre 140 - 33laboratorioNo ratings yet
- IT-EN-009 Condições de Fornecimento Fundidos em Aço Rev5 PDFDocument23 pagesIT-EN-009 Condições de Fornecimento Fundidos em Aço Rev5 PDFDylkanWingsNo ratings yet
- Manual Qualidade EngemoveDocument10 pagesManual Qualidade EngemoveDanilo RomãoNo ratings yet
- PES - CCT.005 - Verificação Interna de TrenasDocument4 pagesPES - CCT.005 - Verificação Interna de TrenasEdgard Alves MartinsNo ratings yet
- Manual Eagle Edge PTDocument136 pagesManual Eagle Edge PTRoger VelosoNo ratings yet
- IF - CT - Módulo BásicoDocument165 pagesIF - CT - Módulo BásicoEduardo CamposNo ratings yet
- Questoes Revisadas - JoãoDocument163 pagesQuestoes Revisadas - Joãoaloliveira7811No ratings yet
- Retificação Na Portaria INMETRO 537 - 2015 (DOU, Edição 232, Seção 1, Página 43, 10.12.2022)Document1 pageRetificação Na Portaria INMETRO 537 - 2015 (DOU, Edição 232, Seção 1, Página 43, 10.12.2022)Luiz RibeiroNo ratings yet
- Guia de projeto e design de equipamentos sanitáriosDocument154 pagesGuia de projeto e design de equipamentos sanitáriosEdson VitalNo ratings yet
- FbtsDocument27 pagesFbtsesso25No ratings yet
- Controle de qualidade em soldagem de tubulaçõesDocument3 pagesControle de qualidade em soldagem de tubulaçõesJLu_s_Nunes_S__2658No ratings yet
- NBR15575-6 - DesempenhoDocument42 pagesNBR15575-6 - DesempenhoDAIANE PIRESNo ratings yet
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocument4 pagesCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaNo ratings yet
- Pi-Mv-005-Qualificação de Soldadores e Operadores de SoldagemDocument10 pagesPi-Mv-005-Qualificação de Soldadores e Operadores de SoldagemSidnei RodriguesNo ratings yet
- DOQ Cgcre 87 - 00Document66 pagesDOQ Cgcre 87 - 00Anonymous kZzCTg1No ratings yet
- Instrução Técnica de DistribuiçãoDocument49 pagesInstrução Técnica de DistribuiçãoFabio SouzaNo ratings yet
- Elevador: Inspeção aponta não conformidades com normas de segurançaDocument16 pagesElevador: Inspeção aponta não conformidades com normas de segurançaHenrique MeloNo ratings yet
- Inspeção de tubulações metálicasDocument7 pagesInspeção de tubulações metálicasSidnei RodriguesNo ratings yet
- Preços serviços acreditação organismos avaliação conformidadeDocument10 pagesPreços serviços acreditação organismos avaliação conformidadeMariana RochaNo ratings yet
- NIT Diois 19 - 28Document39 pagesNIT Diois 19 - 28Alexandre GaldinoNo ratings yet
- Https Dabiatlante - Com.br Wp-Content Uploads 2022 10 Eagle-Edge 77000000868Document160 pagesHttps Dabiatlante - Com.br Wp-Content Uploads 2022 10 Eagle-Edge 77000000868kleibertNo ratings yet
- Cofragens tradicionais de betão - Princípios e aplicaçãoDocument122 pagesCofragens tradicionais de betão - Princípios e aplicaçãoAndre CavadasNo ratings yet
- Pesquisa de SatisfaçãoDocument93 pagesPesquisa de SatisfaçãoAmanda GamaNo ratings yet
- ABEND - NA-001 - 11 (Dez2011)Document25 pagesABEND - NA-001 - 11 (Dez2011)FAGNERNo ratings yet
- Avaliação de conformidade de organismos de inspeçãoDocument31 pagesAvaliação de conformidade de organismos de inspeçãoAlexandre GaldinoNo ratings yet
- Calibração de dispositivos de medição em acústicaDocument13 pagesCalibração de dispositivos de medição em acústicadigaotkNo ratings yet
- Procedimento de medição de furos e eixosDocument7 pagesProcedimento de medição de furos e eixosSamuel OliveiraNo ratings yet
- Detalhamento Do Material C45pbkDocument1 pageDetalhamento Do Material C45pbkjoséNo ratings yet
- Plano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasFrom EverandPlano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasNo ratings yet
- Controle de sistemas por computador: projeto e identificaçãoFrom EverandControle de sistemas por computador: projeto e identificaçãoNo ratings yet
- NF-e recebimento mercadoriasDocument1 pageNF-e recebimento mercadoriasTiana AlvezNo ratings yet
- Exercícios de Fixação: PRODUÇÃO (Economia) - Com GabaritoDocument6 pagesExercícios de Fixação: PRODUÇÃO (Economia) - Com GabaritovmtmasterNo ratings yet
- Gestão de PessoasDocument4 pagesGestão de Pessoasanon-574010% (1)
- DanfeDocument1 pageDanfepinisNo ratings yet
- UntitledDocument31 pagesUntitledapi-80402034No ratings yet
- Bruno Amorim - Como Não Depender Dos PaisDocument21 pagesBruno Amorim - Como Não Depender Dos PaiskalleuNo ratings yet
- Extrato-DUE - RG PDFDocument1 pageExtrato-DUE - RG PDFkarloz 0/No ratings yet
- Marketing Direto - Conceitos e FerramentasDocument24 pagesMarketing Direto - Conceitos e FerramentasKerllin Raenck PereiraNo ratings yet
- BannerDocument1 pageBannerSayonara NogueiraNo ratings yet
- Antonio Carlos Motta Matheus - TCC EspecializacaoDocument76 pagesAntonio Carlos Motta Matheus - TCC EspecializacaoacmatheusNo ratings yet
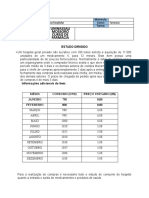
- Análise de consumo e gestão de estoque de medicamento em hospitalDocument3 pagesAnálise de consumo e gestão de estoque de medicamento em hospitalYasmin SouzaNo ratings yet
- Pesquisa de Marketing: Processo e Importância do Sistema de Informação de Marketing (SIMDocument32 pagesPesquisa de Marketing: Processo e Importância do Sistema de Informação de Marketing (SIMCarol MarinsNo ratings yet
- Validação de processos na indústria farmacêuticaDocument52 pagesValidação de processos na indústria farmacêuticaMarioMouraNo ratings yet
- Diversificação, Competências e Coerência ProdutivaDocument11 pagesDiversificação, Competências e Coerência ProdutivaMiguel ArcanjoNo ratings yet
- Carlos RosadoDocument13 pagesCarlos RosadoIgor NevesNo ratings yet
- Catalog SchraderDocument33 pagesCatalog SchraderEndriago Omar Paucara0% (1)
- Aula - ReengenhariaDocument18 pagesAula - ReengenhariaMaria Eduarda CurveloNo ratings yet
- TEC Concursos - Auditoria 2Document37 pagesTEC Concursos - Auditoria 2Leonardo Sousa SantanaNo ratings yet
- Livro Analise Das Demonstrações ContabeisDocument207 pagesLivro Analise Das Demonstrações ContabeisVitoria PachecoNo ratings yet
- Estratégia NegociaçãoDocument24 pagesEstratégia NegociaçãoIsabel AntunesNo ratings yet
- Relatorio de Não ConformidadesDocument7 pagesRelatorio de Não ConformidadesLopes TeixeiraNo ratings yet
- ChiccoDocument40 pagesChiccomeninainteligenteNo ratings yet
- Planejamento da FerramentariaDocument12 pagesPlanejamento da FerramentariaAlan Josias de SouzaNo ratings yet
- Região V - NORTEimbiDocument1 pageRegião V - NORTEimbiCris CavasottoNo ratings yet
- Questões de Concurso - Aprova ConcursosDocument11 pagesQuestões de Concurso - Aprova Concursoschicogal76No ratings yet
- Sociedade consumo século XXDocument1 pageSociedade consumo século XXLeonardo BotelhoNo ratings yet
- DocumentoTokioMarine PDFDocument9 pagesDocumentoTokioMarine PDFCasinha da DaniNo ratings yet
- Educação e Desenvolvimento: Relação PositivaDocument25 pagesEducação e Desenvolvimento: Relação Positivainfoacademico7671No ratings yet
- Gestão Da Qualidade TotalDocument256 pagesGestão Da Qualidade TotalGerisval Alves Pessoa100% (33)
- Manutenção Monitoramento Externo Hospital ManausDocument5 pagesManutenção Monitoramento Externo Hospital ManausLais Silva SouzaNo ratings yet