You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 1992 - A Comparison of Muscle With Artificial ActuatorsDocument8 pages1992 - A Comparison of Muscle With Artificial ActuatorsNavin KaranthNo ratings yet
- The Future of Magnetic SensorsDocument17 pagesThe Future of Magnetic SensorsNavin KaranthNo ratings yet
- Driving Piezoelectric ActuatorsDocument5 pagesDriving Piezoelectric ActuatorsNavin KaranthNo ratings yet
- Bangalore's Traffic Mess: The SolutionDocument24 pagesBangalore's Traffic Mess: The SolutionNavin KaranthNo ratings yet
- Transduction PrinciplesDocument14 pagesTransduction PrinciplesNavin KaranthNo ratings yet
- Rapid Prototyping - Principles and Applications by Chee Kai Chua - Kah Fai Leong - Chu Sing LimDocument87 pagesRapid Prototyping - Principles and Applications by Chee Kai Chua - Kah Fai Leong - Chu Sing LimNavin Karanth75% (8)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- X - Lubricación en Motores PequeñosDocument39 pagesX - Lubricación en Motores PequeñosRay Cepeda MenaNo ratings yet
- 2021 May Intake Advert Revised 4Document2 pages2021 May Intake Advert Revised 4douglas0% (1)
- Technical, Economic, and Environmental Assessment of Flare Gas Recovery System: A Case StudyDocument14 pagesTechnical, Economic, and Environmental Assessment of Flare Gas Recovery System: A Case StudyIhaw HalimNo ratings yet
- Masina Multifunctionala de Doborat ArboriDocument16 pagesMasina Multifunctionala de Doborat ArboritwacacaNo ratings yet
- Mitsubishi 6.6kvDocument4 pagesMitsubishi 6.6kvTifano KhristiyantoNo ratings yet
- HW3 1Document2 pagesHW3 1owaiskhanNo ratings yet
- Shell Eco Marathon PresentationDocument10 pagesShell Eco Marathon PresentationApurva ChakrabortyNo ratings yet
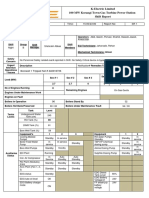
- Evening Shift Report 31-08-2019Document4 pagesEvening Shift Report 31-08-2019Baran ShafqatNo ratings yet
- EngineIzusu6BG1 TRA13forzx240 5GDocument154 pagesEngineIzusu6BG1 TRA13forzx240 5GGarick Parialpalacio100% (2)
- Common Rail High Pressure Fuel Injection 9-2010Document33 pagesCommon Rail High Pressure Fuel Injection 9-2010gmmarinov100% (5)
- Introduction To The Latest Marpol 2023 RegulationDocument33 pagesIntroduction To The Latest Marpol 2023 RegulationRahul Meleth100% (2)
- Bi-Pump Instruction ManualDocument2 pagesBi-Pump Instruction ManualRigoberto VillafuerteNo ratings yet
- Holset HX20W Service Repair ManualDocument63 pagesHolset HX20W Service Repair ManualJuan Carlos Vera Moscoso100% (2)
- Renewable Energy Sources: RES Unit 4 1Document50 pagesRenewable Energy Sources: RES Unit 4 1sibirajNo ratings yet
- Regenerative Braking SystemDocument27 pagesRegenerative Braking SystemNavaneethakrishnan RangaswamyNo ratings yet
- Kobelco Construction Machinery Co.,LtdDocument16 pagesKobelco Construction Machinery Co.,LtdAshokNo ratings yet
- Deenbandhu Chhotu Ram University of Science and Technology: Industrial Training AT Jtekt India Private LTDDocument10 pagesDeenbandhu Chhotu Ram University of Science and Technology: Industrial Training AT Jtekt India Private LTDtanay kalraNo ratings yet
- APG MPT Gear Motor CatalogDocument89 pagesAPG MPT Gear Motor CatalogAniruddha KulkarniNo ratings yet
- TSB 02-157-14RDocument25 pagesTSB 02-157-14RjonriskaNo ratings yet
- Diesel Engine 16V 2000 M61: MarineDocument2 pagesDiesel Engine 16V 2000 M61: MarinemnezamiNo ratings yet
- D31EX-21 D31PX-21: 56 KW 75 HP at 2000 RPMDocument12 pagesD31EX-21 D31PX-21: 56 KW 75 HP at 2000 RPMfery setyawanNo ratings yet
- Bomag BW 900-2 Operators and Maintenance ManualDocument72 pagesBomag BW 900-2 Operators and Maintenance ManualIslam AttiaNo ratings yet
- Automobile EngineeringDocument20 pagesAutomobile EngineeringMarthandeNo ratings yet
- Testing and Adjusting: Troubleshooting Problem ListDocument101 pagesTesting and Adjusting: Troubleshooting Problem ListJose DarioNo ratings yet
- My Choice Is The BMW R1100S Motorcycle Engine.: ContentDocument21 pagesMy Choice Is The BMW R1100S Motorcycle Engine.: ContentWalfran BonillaNo ratings yet
- The S855E Series Is A Purpose Built Forest Duty Shovel LoggerDocument8 pagesThe S855E Series Is A Purpose Built Forest Duty Shovel Loggertystar_21No ratings yet
- 4 Cyl Crdi Diesel PSP226Document2 pages4 Cyl Crdi Diesel PSP226upenderNo ratings yet
- PC350LC-8 (Kepb075306)Document590 pagesPC350LC-8 (Kepb075306)Augusto100% (1)
- Hitachi e 35 SBDocument40 pagesHitachi e 35 SBlis500No ratings yet
- Unit 3. Simple MachinesDocument38 pagesUnit 3. Simple MachinesffergallNo ratings yet