You might also like
- CSIemersonDocument49 pagesCSIemersonMuhammad Haroon100% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Design For Six Sigma - Contd..: Session13Document43 pagesDesign For Six Sigma - Contd..: Session13kapilkg8100% (1)
- Condition MonitoringDocument59 pagesCondition MonitoringSankar KumarNo ratings yet
- 1 Arun KumarDocument23 pages1 Arun KumarrafieeNo ratings yet
- Distribution Network Reliability PredictionDocument25 pagesDistribution Network Reliability PredictionAbu Abdullah100% (2)
- Total Productive Maintenance Seminar PresentationDocument77 pagesTotal Productive Maintenance Seminar PresentationMuhammad NabeelNo ratings yet
- Week 3 Stability 5S TPMDocument66 pagesWeek 3 Stability 5S TPMQuynh Chau TranNo ratings yet
- Generation Reliability: C&I System ManagementDocument13 pagesGeneration Reliability: C&I System ManagementcmcNo ratings yet
- 04-Teknik Keandalan Dan PewaratanDocument28 pages04-Teknik Keandalan Dan PewaratanIpank RouchakNo ratings yet
- Manual Del EMCPII+ Del EasyGenDocument0 pagesManual Del EMCPII+ Del EasyGenRoberto Carrasco Olano100% (1)
- Tecnologia Variadores IPS Tempo PDFDocument101 pagesTecnologia Variadores IPS Tempo PDFlpatarroyo557No ratings yet
- QC20 Ballbar Presentation - IMTMADocument39 pagesQC20 Ballbar Presentation - IMTMAnm2007kNo ratings yet
- TPM An OverviewDocument45 pagesTPM An OverviewkazishahNo ratings yet
- Benefits of Asset Management and RCM in Power Generation Rev 3Document20 pagesBenefits of Asset Management and RCM in Power Generation Rev 3SyedNadeemAhmedNo ratings yet
- VIBration Basic MILDocument687 pagesVIBration Basic MILtrinadhuluNo ratings yet
- Chapter 1Document34 pagesChapter 1Abdelrahman KassmNo ratings yet
- FMEADocument18 pagesFMEASeshagiri furt67% (3)
- Introduction To TPMDocument31 pagesIntroduction To TPMFran JimenezNo ratings yet
- CAT 16H Service ManualDocument112 pagesCAT 16H Service Manualdraganvranes95% (39)
- Troubleshooting, Root Cause AnalysisDocument5 pagesTroubleshooting, Root Cause AnalysisZeeshan HaiderNo ratings yet
- Torsional Vibration AnalysisDocument4 pagesTorsional Vibration Analysisgustavofx21No ratings yet
- Maintenance MGMTDocument21 pagesMaintenance MGMTSurbhi JainNo ratings yet
- MTAB Book AllDocument52 pagesMTAB Book AllNaresh Kumar Reddy100% (1)
- Day5 FDP IoT Part2Document51 pagesDay5 FDP IoT Part2ksisodiaNo ratings yet
- Ca0312a Test Measurement WebDocument72 pagesCa0312a Test Measurement WebJohn Melanathy IINo ratings yet
- January Report (Avinay)Document9 pagesJanuary Report (Avinay)Sumit PitaleNo ratings yet
- Economics and MaintenanceDocument21 pagesEconomics and MaintenanceM.Saravana Kumar..M.E33% (3)
- 1 Cam IntroDocument31 pages1 Cam IntroPatel NikhilNo ratings yet
- TPMDocument89 pagesTPMAmanatullah Ansari100% (1)
- Vibration Analysis and Acceptance StandardDocument23 pagesVibration Analysis and Acceptance StandardEstebanRivera100% (2)
- Offer For Maxturn+ & Maxmill+Document8 pagesOffer For Maxturn+ & Maxmill+Reddi PrasadNo ratings yet
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- CM-Line Catalog LR 01082008Document64 pagesCM-Line Catalog LR 01082008iaessackjeeNo ratings yet
- Mistake ProofingDocument38 pagesMistake ProofingkotharideepNo ratings yet
- Capacity Management in Industrial EngineeringDocument30 pagesCapacity Management in Industrial EngineeringSuneel Kumar MeenaNo ratings yet
- Condition Monitoring Ver. 05Document2 pagesCondition Monitoring Ver. 05mikeNo ratings yet
- Presentation On Condition MonitoringDocument67 pagesPresentation On Condition MonitoringJahidul Islam67% (3)
- Automation in Ring Spinning Machines-KTTMDocument24 pagesAutomation in Ring Spinning Machines-KTTMkathirvelus94080% (1)
- ApplicationGuide PDFDocument17 pagesApplicationGuide PDFsteam100deg1658No ratings yet
- 1.3 Plant Operation SystemDocument32 pages1.3 Plant Operation Systemarunkumar23101No ratings yet
- OEE CalculationDocument7 pagesOEE Calculationirrosel46500% (1)
- 7 Drilling Automation WITSMLDocument22 pages7 Drilling Automation WITSMLVivekSonkerNo ratings yet
- 002 Maintenance M Overview 20 06 06Document20 pages002 Maintenance M Overview 20 06 06Mai Anh Tai100% (1)
- 4a ReliabilityDocument22 pages4a ReliabilityRamaswamy Subbiah100% (1)
- Total Productive Maintenance (TPM) : László SoósDocument22 pagesTotal Productive Maintenance (TPM) : László SoósTapendra SharmaNo ratings yet
- 16 Fault ToleranceDocument34 pages16 Fault ToleranceSanthosh LagisettyNo ratings yet
- Maintenance Journal 171fullDocument85 pagesMaintenance Journal 171fullJorge MartinezNo ratings yet
- Servo Motors: Product DataDocument52 pagesServo Motors: Product DataAnoj Pahathkumbura100% (1)
- TPM TrainingDocument26 pagesTPM TrainingAnonymous s6xbqCpvSWNo ratings yet
- Circuito Integrato Regolatore TensioneDocument23 pagesCircuito Integrato Regolatore Tensioneconti51No ratings yet
- Machinery Failure Mode Effects AnalysisDocument2 pagesMachinery Failure Mode Effects AnalysisTeguh NugrahaNo ratings yet
- RT120 ManualDocument223 pagesRT120 ManualEnzo Vinci100% (1)
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningFrom EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningRating: 4.5 out of 5 stars4.5/5 (2)
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocument2 pagesPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanNo ratings yet
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocument40 pagesWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanNo ratings yet
- Fault Zone - : Air GapDocument0 pagesFault Zone - : Air GapHatem AbdelrahmanNo ratings yet
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocument6 pagesThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanNo ratings yet
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Customer Application Centers: Global Accessibility To Our TechnologyDocument1 pageCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanNo ratings yet
- Kingsbury Leg ComponentsDocument3 pagesKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocument4 pagesIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanNo ratings yet
- Best Practices: Asset Condition ManagementDocument2 pagesBest Practices: Asset Condition ManagementHatem AbdelrahmanNo ratings yet
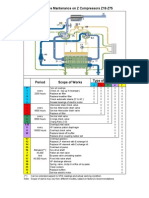
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocument1 pagePreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanNo ratings yet
- Payback Profile:: Suncor Uses Bently Nevada To Increase Profitability - Part 2Document6 pagesPayback Profile:: Suncor Uses Bently Nevada To Increase Profitability - Part 2Hatem AbdelrahmanNo ratings yet
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocument2 pagesWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanNo ratings yet
- Ontario Power Generation's Nanticoke Power PlantDocument3 pagesOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanNo ratings yet
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Document1 pageHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanNo ratings yet
- 2 Q 01 HanifanDocument2 pages2 Q 01 HanifanHatem AbdelrahmanNo ratings yet