You might also like
- Full Text 01Document71 pagesFull Text 01kselvan_1No ratings yet
- Development of Beneficiation Process For High Alumina Iron Ores of Bellary - Hospet RegionDocument2 pagesDevelopment of Beneficiation Process For High Alumina Iron Ores of Bellary - Hospet Regionkselvan_1No ratings yet
- Comparing Byproduct and Heat-Recovery CokemakingDocument9 pagesComparing Byproduct and Heat-Recovery Cokemakingkselvan_1100% (1)
- Discussion - Design Concepts For Jib CranesDocument2 pagesDiscussion - Design Concepts For Jib Cranesheitor29No ratings yet
- UBC ASHRAE Competition Report PDFDocument34 pagesUBC ASHRAE Competition Report PDFmech118100% (1)
- Ag 5095213Document8 pagesAg 5095213kselvan_1No ratings yet
- Acse Research Report 488bDocument74 pagesAcse Research Report 488bkselvan_1No ratings yet
- Sturt Air ClassifierDocument6 pagesSturt Air ClassifierHenry Vladimir VianchaNo ratings yet
- Beskrivning Av ExpansionsbalgarDocument25 pagesBeskrivning Av ExpansionsbalgarNopparutNo ratings yet
- Size Gearmotors For ConveyorDocument4 pagesSize Gearmotors For Conveyorkselvan_1No ratings yet
- Is 1172 1993Document21 pagesIs 1172 1993ShekharShirkeNo ratings yet
- U.S. Bellows 101: Expansion Joint BasicsDocument35 pagesU.S. Bellows 101: Expansion Joint Basicskselvan_1No ratings yet
- RiskDocument1 pageRiskkselvan_1No ratings yet
- Double Flap Gate ValvesDocument16 pagesDouble Flap Gate Valveskselvan_1No ratings yet
- Jib Crane CalculationDocument32 pagesJib Crane CalculationManoj PatilNo ratings yet
- L18 - Masts, Towers, Chimneys PDFDocument48 pagesL18 - Masts, Towers, Chimneys PDFsrvshNo ratings yet
- Teddington Layman S GuideDocument7 pagesTeddington Layman S GuideAdnan Ahmed KidwaiNo ratings yet
- Expansion Joint Manual 1501uk 5-12-12 20 DownloadDocument323 pagesExpansion Joint Manual 1501uk 5-12-12 20 DownloadivanmatijevicNo ratings yet
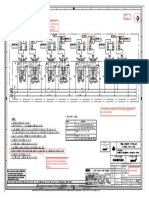
- Dimensions Shall Be Clearly Marked For All Such Marking: Upgradation of Bf. No. 1 Unitdescr AreadescrDocument1 pageDimensions Shall Be Clearly Marked For All Such Marking: Upgradation of Bf. No. 1 Unitdescr Areadescrkselvan_1No ratings yet
- Lifting Lug Calculation RefDocument2 pagesLifting Lug Calculation Refmarc_albertoNo ratings yet
- Wind Analysis of Tall Stack Like Structure: Jigar K. SevaliaDocument4 pagesWind Analysis of Tall Stack Like Structure: Jigar K. Sevaliag4goharNo ratings yet
- PSC 53613 C 6 PDFDocument1 pagePSC 53613 C 6 PDFkselvan_1No ratings yet
- StAccMill Stack DesignDocument3 pagesStAccMill Stack Designkselvan_1No ratings yet
- B.4.4 - STD Spec For Steel StacksDocument6 pagesB.4.4 - STD Spec For Steel StacksEkta SanguleNo ratings yet
- Analysis of Self Supported Steel ChimneysDocument81 pagesAnalysis of Self Supported Steel ChimneysrodrigoperezsimoneNo ratings yet
- Eurocodes Worked ExamplesDocument185 pagesEurocodes Worked ExamplesPaskal Drazhich100% (8)
- Short Circular Steel StacksDocument12 pagesShort Circular Steel Stackskselvan_1No ratings yet
- PSC 53613 C 6 PDFDocument1 pagePSC 53613 C 6 PDFkselvan_1No ratings yet
- Updating Instrumentation and Notes for BF. No. 1 UpgradationDocument1 pageUpdating Instrumentation and Notes for BF. No. 1 Upgradationkselvan_1No ratings yet
- PSC 53613 C 6 PDFDocument1 pagePSC 53613 C 6 PDFkselvan_1No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 1.4 Water Conservation: Water Monitoring and ManagementDocument3 pages1.4 Water Conservation: Water Monitoring and ManagementGaurav DuttaNo ratings yet
- 20.12 - GEK72281f Steam Purity Recommendations For Steam TurbinesDocument14 pages20.12 - GEK72281f Steam Purity Recommendations For Steam TurbinesLIUNo ratings yet
- Steam Management (Spirax Sarco)Document31 pagesSteam Management (Spirax Sarco)Heru PramudyaNo ratings yet
- Tornado - Serv - GB Rev C PDFDocument80 pagesTornado - Serv - GB Rev C PDFlaszlo1231No ratings yet
- The Emperor's Wrath 2Document10 pagesThe Emperor's Wrath 2Александр КурочкинNo ratings yet
- Brochure Thermal Insulating CoatingDocument2 pagesBrochure Thermal Insulating CoatingVictor De AlvaNo ratings yet
- Boilere Solare ELBI COMBIDocument4 pagesBoilere Solare ELBI COMBICsiszer RobertNo ratings yet
- PpeDocument17 pagesPpeRavi Kumar ChNo ratings yet
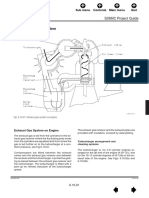
- MAN B&W Diesel A/S S26MC Project Guide: 6.10 Exhaust Gas SystemDocument10 pagesMAN B&W Diesel A/S S26MC Project Guide: 6.10 Exhaust Gas SystemMuhammad Ihsan KamilNo ratings yet
- Company Profile With Client List PDFDocument34 pagesCompany Profile With Client List PDFSupratik RoyNo ratings yet
- TD-ST-MAST-100-004-EN V2.00 MAST-A MAST-V MAST-H Installation Manual-EN PDFDocument20 pagesTD-ST-MAST-100-004-EN V2.00 MAST-A MAST-V MAST-H Installation Manual-EN PDFBam BA100% (1)
- BoilerDocument29 pagesBoilerhonchoabhiNo ratings yet
- Fundamentals of Supercritical Coal PowerDocument7 pagesFundamentals of Supercritical Coal PowerEngr Imtiaz Hussain GilaniNo ratings yet
- PSV Calculations & FlareDocument147 pagesPSV Calculations & FlareAnonymous q95lwCg100% (2)
- 14-L1-Fluid Bed ReactorsDocument81 pages14-L1-Fluid Bed ReactorsPiyush AgarawalNo ratings yet
- Check Points: Boilers Plant, Boiler ChecklistDocument2 pagesCheck Points: Boilers Plant, Boiler ChecklisttayyabNo ratings yet
- SC20 Sample Cooler PDFDocument2 pagesSC20 Sample Cooler PDFjdanastasNo ratings yet
- Spiral Wall System PDFDocument22 pagesSpiral Wall System PDFSomdeb Banerjee100% (1)
- OutlineDocument27 pagesOutlineRohit KumarNo ratings yet
- Amendments To The Indian Boiler RegulationsDocument42 pagesAmendments To The Indian Boiler RegulationsAayush LawrenceNo ratings yet
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Hydraulic Separation CaleffiDocument20 pagesHydraulic Separation CaleffibaxxieNo ratings yet
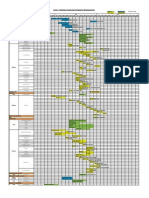
- 2.2.4 Construction Schedule For Mechanical WorkDocument2 pages2.2.4 Construction Schedule For Mechanical WorkĐình Nam100% (1)
- How to Prevent Clinker Formation in Thermal Power Plant BoilersDocument2 pagesHow to Prevent Clinker Formation in Thermal Power Plant Boilersm_ganesh1983No ratings yet
- Vijay Kumar: Project Engineer (Coal Fired Power Plant) at Attock Cement Pakistan LimitedDocument6 pagesVijay Kumar: Project Engineer (Coal Fired Power Plant) at Attock Cement Pakistan LimitedJunaid AhmadNo ratings yet
- Measuring Oxide Scale Thickness On The Inner Surface of A Boiler Tube Using Advanced Ultrasonic MethodDocument4 pagesMeasuring Oxide Scale Thickness On The Inner Surface of A Boiler Tube Using Advanced Ultrasonic Methodmini2018No ratings yet
- Importance of Proper Commissioning of Steam Pipe Spring Hangers & SupportsDocument8 pagesImportance of Proper Commissioning of Steam Pipe Spring Hangers & SupportsashokrangasamyNo ratings yet
- Vapor Cycle Exergy Analysis-Heat Exchanger Unit: Example 8.7Document1 pageVapor Cycle Exergy Analysis-Heat Exchanger Unit: Example 8.7ali jabarNo ratings yet
- Internship Presentation On GE Power India Ltd.Document30 pagesInternship Presentation On GE Power India Ltd.Smitha CorreaNo ratings yet
- Corrosion FatigueDocument0 pagesCorrosion FatigueBangkit Rachmat HilcaNo ratings yet