You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Cable Sizing NotepadDocument1 pageCable Sizing NotepadcharzreeNo ratings yet
- Mal-Function of Electrical Equipment at SuvliDocument1 pageMal-Function of Electrical Equipment at SuvlicharzreeNo ratings yet
- Generator Reactive PowerDocument1 pageGenerator Reactive PowercharzreeNo ratings yet
- VDR - Farabi Paraffin Derivative ComplexDocument7 pagesVDR - Farabi Paraffin Derivative ComplexcharzreeNo ratings yet
- Capacitive BreakingDocument1 pageCapacitive BreakingcharzreeNo ratings yet
- Mal-Function of Electrical Equipment at SuvliDocument1 pageMal-Function of Electrical Equipment at SuvlicharzreeNo ratings yet
- Question: What Are The Effects of Switching Transients and Are Suppressors Necessary?Document4 pagesQuestion: What Are The Effects of Switching Transients and Are Suppressors Necessary?charzreeNo ratings yet
- Directional OvercurrentDocument1 pageDirectional OvercurrentcharzreeNo ratings yet
- 1.15.3.-LTR 393-Wrmsp-Suv-15Document1 page1.15.3.-LTR 393-Wrmsp-Suv-15charzreeNo ratings yet
- HarmonicsDocument2 pagesHarmonicscharzreeNo ratings yet
- K-E-161226-01 Necessity of DG Fuel at All PSDocument2 pagesK-E-161226-01 Necessity of DG Fuel at All PScharzreeNo ratings yet
- Star Delta Capacitor LocationDocument2 pagesStar Delta Capacitor LocationcharzreeNo ratings yet
- Mal-Function of Electrical Equipment at SuvliDocument1 pageMal-Function of Electrical Equipment at SuvlicharzreeNo ratings yet
- LTR Draft To Ortex - Ground Fault of Incoming Cable in Kizil RavatDocument2 pagesLTR Draft To Ortex - Ground Fault of Incoming Cable in Kizil RavatcharzreeNo ratings yet
- Harmonic FilterDocument2 pagesHarmonic FiltercharzreeNo ratings yet
- Detuned Reactor StudyDocument3 pagesDetuned Reactor StudycharzreeNo ratings yet
- The Residual Voltage That Is Developed Is Equal To Three Times The Zero Sequence VoltageDocument2 pagesThe Residual Voltage That Is Developed Is Equal To Three Times The Zero Sequence VoltagecharzreeNo ratings yet
- Furkat PT FuseDocument1 pageFurkat PT FusecharzreeNo ratings yet
- The Temperature High Fault Has Occurred in 2 NoDocument2 pagesThe Temperature High Fault Has Occurred in 2 NocharzreeNo ratings yet
- Symmetrical Components ZmudaDocument2 pagesSymmetrical Components ZmudacharzreeNo ratings yet
- QuestionsDocument1 pageQuestionscharzreeNo ratings yet
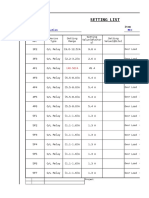
- Setting List (LV 7A-7037)Document34 pagesSetting List (LV 7A-7037)charzreeNo ratings yet
- Neutral Voltage ShiftDocument3 pagesNeutral Voltage ShiftcharzreeNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- How To Resize Pictures To Fit Cells in ExcelDocument7 pagesHow To Resize Pictures To Fit Cells in ExcelcharzreeNo ratings yet
- MS-Excel, Understanding Variables, Conditions & Loops in Excel VBA - A Demo Application UsDocument22 pagesMS-Excel, Understanding Variables, Conditions & Loops in Excel VBA - A Demo Application UscharzreeNo ratings yet
- Assembly InstructionsDocument11 pagesAssembly InstructionscharzreeNo ratings yet
- Intake Pump LOP Terminal DetailsDocument1 pageIntake Pump LOP Terminal DetailscharzreeNo ratings yet
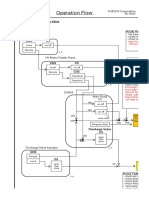
- BP-0000 Operation Flow (Master) - 20140217aDocument32 pagesBP-0000 Operation Flow (Master) - 20140217acharzreeNo ratings yet
- Booster Pump LOPDocument1 pageBooster Pump LOPcharzreeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Climate Change and BiomesDocument15 pagesClimate Change and BiomesAkash TripathiNo ratings yet
- Snow White StoryDocument4 pagesSnow White StoryDenra0% (1)
- Evaluation of Aspha-Min Zeolite For Use in Warm Mix Asphalt: NCAT Report 05-04Document35 pagesEvaluation of Aspha-Min Zeolite For Use in Warm Mix Asphalt: NCAT Report 05-04arjunohioNo ratings yet
- Sse 6 MethodologyDocument61 pagesSse 6 MethodologyAkshaya AroraNo ratings yet
- C Lamb Hawk in Blue SkyDocument188 pagesC Lamb Hawk in Blue SkyVijayalaxmi N. Varnekar67% (9)
- When God Pinched My ToeDocument568 pagesWhen God Pinched My Toescribboz80% (5)
- USAGE in Spite of Despite However AlthoughDocument10 pagesUSAGE in Spite of Despite However Althoughalan subagioNo ratings yet
- AE460F16 AirfoilPressDist LabDocument19 pagesAE460F16 AirfoilPressDist LabsaumjNo ratings yet
- Step by Wicked Step - SUMMARY Chapter 5Document6 pagesStep by Wicked Step - SUMMARY Chapter 5الصديق عثمانNo ratings yet
- The Drying of Apples in A Laboratory Tray Drier PDFDocument12 pagesThe Drying of Apples in A Laboratory Tray Drier PDFLooixinyeTammyNo ratings yet
- Air Overpressure Prediction Equation For Construction BlastingDocument10 pagesAir Overpressure Prediction Equation For Construction Blastingdinoyt2011No ratings yet
- 3 Yin Yang Snow CountryDocument7 pages3 Yin Yang Snow CountryDimitrijeNo ratings yet
- Acid Storage DesignDocument1 pageAcid Storage DesignEugenio OlivaresNo ratings yet
- Elm 090416Document32 pagesElm 090416cnymediaNo ratings yet
- The Spirit's WisdomDocument6 pagesThe Spirit's WisdomMike RigginsNo ratings yet
- Environmental PolicyDocument1 pageEnvironmental Policyho100hoNo ratings yet
- Stationary and Non StationaryDocument5 pagesStationary and Non StationaryAkriti SinghNo ratings yet
- Challenges 07 00019Document22 pagesChallenges 07 00019Luis Antonio Castañeda BaltazarNo ratings yet
- Project Cirrius Hurricane 006880Document110 pagesProject Cirrius Hurricane 006880nailsssNo ratings yet
- 2005-10-21Document14 pages2005-10-21The University Daily KansanNo ratings yet
- Students Module e Unit 2 Lesson 3 Exploration 3 Explaining What Influences ClimateDocument9 pagesStudents Module e Unit 2 Lesson 3 Exploration 3 Explaining What Influences Climateapi-240724606No ratings yet
- Api 620 - 2002Document12 pagesApi 620 - 2002ductaiutc100% (1)
- 10 Myths About RainbowsDocument8 pages10 Myths About RainbowsAton GrooveNo ratings yet
- Lake Sciences and Climate ChangeDocument202 pagesLake Sciences and Climate ChangeElias Sedeño DíazNo ratings yet
- Maintenance Manual ABBDocument9 pagesMaintenance Manual ABBKARAM ZAKARIANo ratings yet
- SPManualDocument40 pagesSPManualWira CandraNo ratings yet
- Conley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesDocument17 pagesConley - Climate Change Will Reshape Russia - Center For Strategic and International StudiesCarlos AyalaNo ratings yet
- Environmental Impact AssessmentDocument37 pagesEnvironmental Impact AssessmentAbdul KarimNo ratings yet
- Dandarians - Poems by Lee Ann RoripaughDocument10 pagesDandarians - Poems by Lee Ann RoripaughMilkweed EditionsNo ratings yet
- ITU-R P.530-14 (Eng) PDFDocument53 pagesITU-R P.530-14 (Eng) PDFMicogenNo ratings yet