You might also like
- Silverwing B Scan ReportDocument46 pagesSilverwing B Scan ReportpjhollowNo ratings yet
- Eddy Current White PaperDocument25 pagesEddy Current White PapervrapciudorianNo ratings yet
- Eddy Current ProbesDocument20 pagesEddy Current Probesedapo7950% (2)
- Product Technology: Steel Production and Casting MethodsDocument136 pagesProduct Technology: Steel Production and Casting MethodsTamilarasanNo ratings yet
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNo ratings yet
- 9 Data Processing of Tofd FilesDocument6 pages9 Data Processing of Tofd FilesPuneet Vikram SinghNo ratings yet
- RT-Technique Sheet Items Level IIDocument3 pagesRT-Technique Sheet Items Level IISugianto TanNo ratings yet
- The Principles: HistoryDocument39 pagesThe Principles: HistoryLương Hồ VũNo ratings yet
- Set Theory Chapter 8 Concepts and ExamplesDocument40 pagesSet Theory Chapter 8 Concepts and Examplesshabbir626100% (1)
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Document32 pagesBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNo ratings yet
- Tube Inspection InsertDocument2 pagesTube Inspection InsertManish SharmaNo ratings yet
- Course Material For ASNT LEVEL II in Liquid Penetrant Testing ISCODocument92 pagesCourse Material For ASNT LEVEL II in Liquid Penetrant Testing ISCOThulasi Ram100% (1)
- Soviet Union State Standards: Official PublicationDocument22 pagesSoviet Union State Standards: Official PublicationFreddyNo ratings yet
- Tube Inspection Intro PPT OutlineDocument9 pagesTube Inspection Intro PPT OutlinevibinkumarsNo ratings yet
- WE Inlastek 05A Visual ExaminationDocument30 pagesWE Inlastek 05A Visual Examinationhafidhrahadiyan2100% (1)
- Bevel and cap geometry dataDocument3 pagesBevel and cap geometry dataJ.CarrascoNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- Tofd Development: TechniqueDocument32 pagesTofd Development: TechniqueLương Hồ VũNo ratings yet
- Product TechnologyDocument138 pagesProduct TechnologyRaja SekarNo ratings yet
- Penetrant TestingDocument36 pagesPenetrant Testingkumarmm1234100% (1)
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- Ut TwiDocument99 pagesUt TwiHao TranNo ratings yet
- L Ru WrittenDocument12 pagesL Ru Writtenmadhunikhil100% (1)
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNo ratings yet
- List of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3Document25 pagesList of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3PP043No ratings yet
- NDT Technician: Circumferential Scanning in Ultrasonic InspectionDocument12 pagesNDT Technician: Circumferential Scanning in Ultrasonic InspectionmaterialsNo ratings yet
- PT - Level 2 - S - 002 - Revised by RVMDocument4 pagesPT - Level 2 - S - 002 - Revised by RVMkingstonNo ratings yet
- Tube Probe Selection OlympusDocument12 pagesTube Probe Selection OlympusTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- TWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFDocument60 pagesTWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFRicardoSchayerSabinoNo ratings yet
- Purpose of Seminar: Phased Arrays: Codes and ApplicationsDocument6 pagesPurpose of Seminar: Phased Arrays: Codes and ApplicationsLương Hồ VũNo ratings yet
- Chapter 12.1 - Visual Testing VTDocument23 pagesChapter 12.1 - Visual Testing VTMauricio Marques100% (2)
- NDT Code Book Made Easy For AsmeDocument398 pagesNDT Code Book Made Easy For AsmeJosé Pablo Espinoza SolísNo ratings yet
- NDT AcceptanceDocument62 pagesNDT Acceptancebommakanti srinivasNo ratings yet
- C4 5 PDFDocument30 pagesC4 5 PDFLương Hồ VũNo ratings yet
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Document14 pagesIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinNo ratings yet
- Eddy Current Testing Parameters ExplainedDocument45 pagesEddy Current Testing Parameters ExplainedDhruv SahniNo ratings yet
- Casting Definitions and TerminologyDocument15 pagesCasting Definitions and TerminologyCharlie ChongNo ratings yet
- Digital: (4) : Aspects ofDocument30 pagesDigital: (4) : Aspects ofLương Hồ VũNo ratings yet
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenNo ratings yet
- MultiView 6.1 EN 201204Document12 pagesMultiView 6.1 EN 201204bian_barker100% (2)
- PAUT SS Blind Zone CoverageDocument3 pagesPAUT SS Blind Zone Coveragesnndhk0% (1)
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- Eddy Current Tubing DentingDocument54 pagesEddy Current Tubing Dentingaldeanucu100% (3)
- Radiography TestingDocument1 pageRadiography TestingGulfnde Industrial ServicesNo ratings yet
- Radiography Part 1 - TWI PDFDocument7 pagesRadiography Part 1 - TWI PDFPahe DriveNo ratings yet
- ECT Inspection Technique: Setup and CalibrationDocument19 pagesECT Inspection Technique: Setup and CalibrationAbhishek DevarajNo ratings yet
- Lecture 3, Eddy Current NDEDocument49 pagesLecture 3, Eddy Current NDEMirza Safeer AhmadNo ratings yet
- NDT Methods GuideDocument12 pagesNDT Methods GuideSIVARAM PRASADNo ratings yet
- Advances in Tube Testing 2008Document39 pagesAdvances in Tube Testing 2008AhmedA.HassanNo ratings yet
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDocument19 pagesWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh RadhakrishnanNo ratings yet
- UT III Mathematics: Metric/English Equivalents, Velocity Equivalents, Transducer Q, Focussed Immersion, Acoustic Impedance, Wavelength, Near Field, Beam Divergence, ReflectionDocument86 pagesUT III Mathematics: Metric/English Equivalents, Velocity Equivalents, Transducer Q, Focussed Immersion, Acoustic Impedance, Wavelength, Near Field, Beam Divergence, ReflectionDibyendu Bera100% (1)
- VP 31a Product Data Met L CheckDocument2 pagesVP 31a Product Data Met L CheckTopoilServNo ratings yet
- Lexan Thermoclear Technical ManualDocument26 pagesLexan Thermoclear Technical ManualPavo PerkovićNo ratings yet
- Corrosion Protection in Amine Treating Units PDFDocument12 pagesCorrosion Protection in Amine Treating Units PDFMubeenNo ratings yet
- Bolt Load Capacity TableDocument1 pageBolt Load Capacity Tableezarul fitri100% (2)
- Dead LoadsDocument3 pagesDead Loadsezarul fitriNo ratings yet
- Design of The Putrajaya Wetland ProjectDocument5 pagesDesign of The Putrajaya Wetland Projectezarul fitri100% (1)
- Reinforcement BarDocument1 pageReinforcement Barezarul fitriNo ratings yet
- Bolt Load Capacity TableDocument1 pageBolt Load Capacity Tableezarul fitri100% (2)
- Dead Loads ReferenceDocument6 pagesDead Loads Referenceezarul fitriNo ratings yet
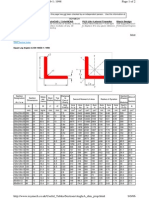
- Equal Angle Section TableDocument2 pagesEqual Angle Section Tableezarul fitri100% (1)
- Guidelines For Replacement of Bakau Piles For Common Did StructuresDocument5 pagesGuidelines For Replacement of Bakau Piles For Common Did Structuresezarul fitri100% (1)
- Retaining Wall DesignDocument10 pagesRetaining Wall DesignklynchelleNo ratings yet
- Temporary Traffic ManagementDocument48 pagesTemporary Traffic Managementezarul fitriNo ratings yet
- Traffic Management Plan for Wanneroo Road WorksDocument41 pagesTraffic Management Plan for Wanneroo Road Worksezarul fitri67% (6)
- Temporary Traffic ManagementDocument48 pagesTemporary Traffic Managementezarul fitriNo ratings yet
- Concrete Reinforcement Spacing DataDocument1 pageConcrete Reinforcement Spacing Dataezarul fitriNo ratings yet
- Bolt Group DesignDocument4 pagesBolt Group Designezarul fitriNo ratings yet
- Guidelines For Public Safety & Health at Construction SitesDocument26 pagesGuidelines For Public Safety & Health at Construction SiteswkinsoiNo ratings yet
- Replace Bakau Piles with Timber or Concrete for Foundation StructuresDocument6 pagesReplace Bakau Piles with Timber or Concrete for Foundation Structuresezarul fitri100% (2)
- Specification For Pre-Fabricated Cold-Formed Steel Roof TrussesDocument24 pagesSpecification For Pre-Fabricated Cold-Formed Steel Roof Trussesezarul fitri100% (4)
- Design Calculation For Pile Length Using Meyerhoff FormulaeDocument1 pageDesign Calculation For Pile Length Using Meyerhoff Formulaeezarul fitri83% (6)
- Raft Foundation DesignDocument2 pagesRaft Foundation Designezarul fitri88% (25)
- Raft Foundation DesignDocument2 pagesRaft Foundation Designezarul fitri88% (25)
- Multiple RC Staircase DesignDocument3 pagesMultiple RC Staircase Designezarul fitri100% (1)
- Soil Investigation Standard BQ Without Rates in Semenanjung MalaysiaDocument11 pagesSoil Investigation Standard BQ Without Rates in Semenanjung Malaysiaezarul fitri75% (4)
- JKR - Conditions of ContractDocument56 pagesJKR - Conditions of Contractezarul fitri100% (4)
- Kod Piawaian Konkrit StrukturDocument5 pagesKod Piawaian Konkrit Strukturezarul fitriNo ratings yet
- Earth Retaining Wall DesignDocument30 pagesEarth Retaining Wall Designezarul fitri100% (7)
- Detention Pond Design Using MASMADocument72 pagesDetention Pond Design Using MASMAezarul fitri50% (2)
- Single RC Staircase DesignDocument4 pagesSingle RC Staircase Designezarul fitri100% (4)
- TransformerDocument14 pagesTransformerNegrea Cristian0% (3)
- Circuit Board Design: CATIA TrainingDocument56 pagesCircuit Board Design: CATIA TrainingCahyo ArdoyoNo ratings yet
- Pioneer X-hm10 X-hm20 SMDocument59 pagesPioneer X-hm10 X-hm20 SMmanuelomano0% (1)
- The "Three Fives" Discrete 555 Timer: DatasheetDocument8 pagesThe "Three Fives" Discrete 555 Timer: DatasheetAlex StanciuNo ratings yet
- Usb 3.0Document22 pagesUsb 3.0Avi Ramirez CervantesNo ratings yet
- OneTeslaTS User ManualDocument24 pagesOneTeslaTS User ManualBobbyNo ratings yet
- Led LCD TV: Service ManualDocument42 pagesLed LCD TV: Service ManualJm QuemadoNo ratings yet
- Lab 4 - Introduction To Printed Circuit Board (PCB) Drawing SoftwareDocument8 pagesLab 4 - Introduction To Printed Circuit Board (PCB) Drawing SoftwareArif AzmiNo ratings yet
- DX-S ManualDocument669 pagesDX-S Manualpericopepe100% (1)
- Machine CapabilityDocument41 pagesMachine Capabilityfrancisco.torres.carmonaNo ratings yet
- Introduction to Proteus PCB Design and Simulation SoftwareDocument14 pagesIntroduction to Proteus PCB Design and Simulation SoftwareGebBerhe100% (2)
- DC Motor Hybrid ICsDocument19 pagesDC Motor Hybrid ICsNaranbaatar Erdenesuren100% (2)
- Kenwood ts-430 AGC ModDocument23 pagesKenwood ts-430 AGC Modmrkris100% (1)
- Soldering and BrazingDocument25 pagesSoldering and BrazingSumma ThanNo ratings yet
- The Handyman's Guide To Homebrew Construction Practices From Copper To ManhattanDocument11 pagesThe Handyman's Guide To Homebrew Construction Practices From Copper To ManhattanJanIgnatius100% (4)
- CANON DR-4010C Service Manual PDFDocument142 pagesCANON DR-4010C Service Manual PDFdougdude37100% (1)
- Abbreviations and Acronyms Electronics DictionaryDocument104 pagesAbbreviations and Acronyms Electronics DictionaryJean Paul Muvara Kabiligi100% (1)
- Dual N-Channel Enhancement Mode Mosfet: DSS DS (ON) D ADocument6 pagesDual N-Channel Enhancement Mode Mosfet: DSS DS (ON) D AErkanNo ratings yet
- Maquet Servo-S Ventilator - Service Manual PDFDocument94 pagesMaquet Servo-S Ventilator - Service Manual PDFVinicius Belchior da SilvaNo ratings yet
- Milinda Pro - Make New Proteus Device With Its PCB Package. (Here For 7 Segment Display) )Document11 pagesMilinda Pro - Make New Proteus Device With Its PCB Package. (Here For 7 Segment Display) )Mehmet KibarNo ratings yet
- 10 Watt PLL New Version Assembly InstructionsDocument11 pages10 Watt PLL New Version Assembly InstructionsStephen Dunifer100% (8)
- Small Signal Mosfet 115 Mamps, 60 Volts: N-Channel Sot-23Document5 pagesSmall Signal Mosfet 115 Mamps, 60 Volts: N-Channel Sot-23zigmund zigmundNo ratings yet
- CSS Terminating and Connerting Electrical Wiring and Electronic CircuitsDocument19 pagesCSS Terminating and Connerting Electrical Wiring and Electronic CircuitsRalfh Pescadero De GuzmanNo ratings yet
- EL600 Single Rudder Redundancy Setup v1.11Document30 pagesEL600 Single Rudder Redundancy Setup v1.11RomanNo ratings yet
- Switching Investigations On A Sic Mosfet in A To-247 PackageDocument8 pagesSwitching Investigations On A Sic Mosfet in A To-247 PackageWesley de PaulaNo ratings yet
- Amstrad PC1640 PC-MD PC-CD PC-ECD Service Manual 300dpi AgujereadoDocument76 pagesAmstrad PC1640 PC-MD PC-CD PC-ECD Service Manual 300dpi AgujereadoShalon Melo100% (1)
- Philips BDP 2985 Service ManualDocument41 pagesPhilips BDP 2985 Service ManualEnya Andrea Ribba HernandezNo ratings yet
- Pioneer MVH-S21BT - S215BT - S219BT CRT6291Document26 pagesPioneer MVH-S21BT - S215BT - S219BT CRT6291corelc89% (9)
- Pengenalan SolidWorks Flow Simulasi Webinar PDFDocument61 pagesPengenalan SolidWorks Flow Simulasi Webinar PDFMuhamad Eko FebriansyahNo ratings yet