You might also like
- Research of Sorting Technology Based On Industrial Robot of Machine VisionDocument5 pagesResearch of Sorting Technology Based On Industrial Robot of Machine VisionMekaTronNo ratings yet
- Computer Aided Spur Gear Data Extraction Based On Image Processing TechniqueDocument12 pagesComputer Aided Spur Gear Data Extraction Based On Image Processing TechniqueAli AbbarNo ratings yet
- Identify Defects in Gears Using Digital Image Processing: Amandeep MaviDocument7 pagesIdentify Defects in Gears Using Digital Image Processing: Amandeep MaviIJERDNo ratings yet
- A Genetic Algorithm Based Approach For Segmentingand Identifying Defects in Glass BottlesDocument9 pagesA Genetic Algorithm Based Approach For Segmentingand Identifying Defects in Glass BottlesAJER JOURNALNo ratings yet
- 3.KRS036 Final SubmissionDocument6 pages3.KRS036 Final SubmissionAravind MikeNo ratings yet
- Toward Higher Automation and Flexibility in Commercial Digital Photogrammetric SystemDocument3 pagesToward Higher Automation and Flexibility in Commercial Digital Photogrammetric SystemKobalt von KriegerischbergNo ratings yet
- Zone Theory Applied To Boost Recognition Rate of HMM Based SystemDocument7 pagesZone Theory Applied To Boost Recognition Rate of HMM Based SystemInternational Association of Scientific Innovations and Research (IASIR)No ratings yet
- Automated Vision Inspection of Critical Steel Components Based On Signal Analysis Extracted Form ImagesDocument4 pagesAutomated Vision Inspection of Critical Steel Components Based On Signal Analysis Extracted Form ImagesMatteo LanciniNo ratings yet
- PDF/JCSSP 2012 528 532Document5 pagesPDF/JCSSP 2012 528 532mohitegaurv87No ratings yet
- Automated Test System With VisionDocument6 pagesAutomated Test System With VisionWan ShahmisufiNo ratings yet
- Real-time Tracking and Pose Estimation for Industrial Objects using Geometric FeaturesDocument6 pagesReal-time Tracking and Pose Estimation for Industrial Objects using Geometric FeaturesHaydee Tu Ya SabesNo ratings yet
- Jianbiao Ding, Yajun Zhang, Jian Zhuang and Ri Pan: A Method of Plastic Gear Inspection Based On Machine VisionDocument4 pagesJianbiao Ding, Yajun Zhang, Jian Zhuang and Ri Pan: A Method of Plastic Gear Inspection Based On Machine VisionHuseyin CakmakNo ratings yet
- Image Processing Applied To TrafficDocument13 pagesImage Processing Applied To TrafficDivya SreeNo ratings yet
- Real-Time Face Detection On A "Dual-Sensor" Smart Camera Using Smooth-Edges TechniqueDocument5 pagesReal-Time Face Detection On A "Dual-Sensor" Smart Camera Using Smooth-Edges TechniquehioioioioNo ratings yet
- 7.mech IJME Manipulator MihirDocument7 pages7.mech IJME Manipulator Mihiriaset123No ratings yet
- The Real Time Vechicle License Plate Identification System: P.Mohan Kumar, P.Kumaresan, Dr.S.A.K.JilaniDocument5 pagesThe Real Time Vechicle License Plate Identification System: P.Mohan Kumar, P.Kumaresan, Dr.S.A.K.JilaniIJERDNo ratings yet
- Image Contour Extraction Method Based On Computer TechnologyDocument5 pagesImage Contour Extraction Method Based On Computer TechnologyIbrahim IsleemNo ratings yet
- Recognition of 3D Compressed Images and Its Traffic Monitoring ApplicationsDocument5 pagesRecognition of 3D Compressed Images and Its Traffic Monitoring ApplicationsCristiane SantosNo ratings yet
- Ijcttjournal V1i2p9Document10 pagesIjcttjournal V1i2p9surendiran123No ratings yet
- The Techniques For Face Recognition With Support Vector MachinesDocument6 pagesThe Techniques For Face Recognition With Support Vector MachinesUdegbe AndreNo ratings yet
- A Simulation Tool For Evaluating Digital Camera Image QualityDocument8 pagesA Simulation Tool For Evaluating Digital Camera Image QualityTùng NguyễnNo ratings yet
- Image Processing in Road Traf C AnalysisDocument11 pagesImage Processing in Road Traf C AnalysisAshwiini Vigna BasuthkarNo ratings yet
- A Software Video Stabilization System For Automotive Oriented ApplicationsDocument6 pagesA Software Video Stabilization System For Automotive Oriented Applicationspavan kumar sharmaNo ratings yet
- Photogrammetric Techniques For Measurements in Woodworking IndustryDocument6 pagesPhotogrammetric Techniques For Measurements in Woodworking IndustryAsma AmalinaNo ratings yet
- Digital Image Processing 2 PresentationDocument18 pagesDigital Image Processing 2 PresentationNaveen KumarNo ratings yet
- Development of Automatic Welding and Inspecting System Using Machine Vision System For Nuts Welded On The Support HingeDocument7 pagesDevelopment of Automatic Welding and Inspecting System Using Machine Vision System For Nuts Welded On The Support HingetheijesNo ratings yet
- Vehicle Class Recognition Using 3D CG Models: Shirmila Mohottala, Masataka Kagesawa, Katsushi IkeuchiDocument10 pagesVehicle Class Recognition Using 3D CG Models: Shirmila Mohottala, Masataka Kagesawa, Katsushi IkeuchiRami RomeoNo ratings yet
- Camera Calibration Algorithm ImplementationDocument5 pagesCamera Calibration Algorithm ImplementationgeodesiikaNo ratings yet
- DEPTH MAPstereo-Pair VideoDocument7 pagesDEPTH MAPstereo-Pair VideoNk OsujiNo ratings yet
- Fuzzy Logic Based Image Edge Detection Algorithm in MATLABDocument5 pagesFuzzy Logic Based Image Edge Detection Algorithm in MATLABMuhammad Surya AndryanNo ratings yet
- Modern Mobile MappingDocument12 pagesModern Mobile Mappingn.ragavendiranNo ratings yet
- Automation in WCCM With Data Logger: IPASJ International Journal of Electronics & Communication (IIJEC)Document5 pagesAutomation in WCCM With Data Logger: IPASJ International Journal of Electronics & Communication (IIJEC)International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Real Time Image Processing Applied To Traffic Queue DDocument12 pagesReal Time Image Processing Applied To Traffic Queue Dshajin2233No ratings yet
- Camera Calibration Technique Using Tsai'S Algorithm: Vol. 1 Issue 2 January 2011Document9 pagesCamera Calibration Technique Using Tsai'S Algorithm: Vol. 1 Issue 2 January 2011admin2146No ratings yet
- Design and Implementation of Fingerprint Recognition Process On FpgaDocument9 pagesDesign and Implementation of Fingerprint Recognition Process On FpgalambanaveenNo ratings yet
- Low Cost Motion CaptureDocument5 pagesLow Cost Motion CaptureioscherzoNo ratings yet
- Extraction of License-Plate Number of Over Speeding VehiclesDocument6 pagesExtraction of License-Plate Number of Over Speeding VehicleslambanaveenNo ratings yet
- A Smoothing Algorithm Based On Impulse Response For GPS Data ProcessingDocument2 pagesA Smoothing Algorithm Based On Impulse Response For GPS Data Processinga_kaeeNo ratings yet
- Real-Time Stereo Vision For Urban Traffic Scene UnderstandingDocument6 pagesReal-Time Stereo Vision For Urban Traffic Scene UnderstandingBasilNo ratings yet
- A High Efficient System For Traffic Mean Speed Estimation From MPEG Video (10.1109@AICI.2009.358)Document5 pagesA High Efficient System For Traffic Mean Speed Estimation From MPEG Video (10.1109@AICI.2009.358)YoungKimNo ratings yet
- Lane Detection and Tracking by Video SensorsDocument6 pagesLane Detection and Tracking by Video SensorsTriệu NguyễnNo ratings yet
- Design and Development of Automated 3D Visual Tracking SystemDocument8 pagesDesign and Development of Automated 3D Visual Tracking Systemvinay_2211No ratings yet
- Minutia Verification and Classification For Fingerprint MatchingDocument5 pagesMinutia Verification and Classification For Fingerprint MatchingSyed SamiullahNo ratings yet
- Gabor FilterDocument5 pagesGabor FilterInternational Journal of Computer and Communication System EngineeringNo ratings yet
- 097 Software PDFDocument12 pages097 Software PDFKobalt von KriegerischbergNo ratings yet
- Size Detection of Firebricks Based On Machine Vision TechnologyDocument4 pagesSize Detection of Firebricks Based On Machine Vision TechnologyMekaTronNo ratings yet
- Viola Jone's AlgorithmDocument25 pagesViola Jone's AlgorithmAkhil AhujaNo ratings yet
- Breast CancerDocument40 pagesBreast CancerVamsi ReddyNo ratings yet
- Ivs2006 2Document8 pagesIvs2006 2Ricardo RomeroNo ratings yet
- Vehicle License Plate Recognition Using Morphology and Neural NetworkDocument7 pagesVehicle License Plate Recognition Using Morphology and Neural NetworkJames MorenoNo ratings yet
- Brain Tumor Pattern Recognition Using Correlation FilterDocument5 pagesBrain Tumor Pattern Recognition Using Correlation FilteresatjournalsNo ratings yet
- Laser and camera techniques for tyre profile measurement and quality controlDocument7 pagesLaser and camera techniques for tyre profile measurement and quality controlHartwig SuhrNo ratings yet
- License Plate Automatic Recognition System Based On MATLAB-GUIDocument6 pagesLicense Plate Automatic Recognition System Based On MATLAB-GUIAlex TorresNo ratings yet
- Image Processing Technique For Ac Motor Speed ControlDocument6 pagesImage Processing Technique For Ac Motor Speed ControlUtkarsh VermaNo ratings yet
- G J E S R: Lobal Ournal of Ngineering Cience and EsearchesDocument6 pagesG J E S R: Lobal Ournal of Ngineering Cience and EsearcheshaianhlhpNo ratings yet
- Recognition of Number Plate in Car Parking System: ObjectiveDocument9 pagesRecognition of Number Plate in Car Parking System: ObjectiveVinod HandiNo ratings yet
- Intelligent Parking Space Detection System Based OnDocument4 pagesIntelligent Parking Space Detection System Based OnDidiek Ainul Yaqin100% (1)
- To Propose An Improvement in Zhang-Suen Algorithm For Image Thinning in Image ProcessingDocument8 pagesTo Propose An Improvement in Zhang-Suen Algorithm For Image Thinning in Image ProcessingIJSTENo ratings yet
- Development of An Image Enhancement Method and A GUIDocument8 pagesDevelopment of An Image Enhancement Method and A GUIDr-Dwipjoy SarkarNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument20 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument18 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- Renewable Energy: Salih N. Akour, Mohammed Al-Heymari, Talha Ahmed, Kamel Ali KhalilDocument9 pagesRenewable Energy: Salih N. Akour, Mohammed Al-Heymari, Talha Ahmed, Kamel Ali KhalilJuan ApzNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument20 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- STRENGTH OF MATERIALS LAB MANUAL MECHANICAL ENGINEERINGDocument33 pagesSTRENGTH OF MATERIALS LAB MANUAL MECHANICAL ENGINEERINGDeanna ChapmanNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument37 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument18 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument40 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument12 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesDocument40 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Locating and Clamping PrinciplesVarthini RajaNo ratings yet
- Design Jigs Fixtures Press Tools Unit 1 Jigs FixturesDocument14 pagesDesign Jigs Fixtures Press Tools Unit 1 Jigs FixturesVarthini RajaNo ratings yet
- FEM Lecture NotesDocument188 pagesFEM Lecture NotesHenry Martinez CarmonaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument16 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument11 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- DESIGN OF JIGS, FIXTURES AND PRESS TOOLSDocument21 pagesDESIGN OF JIGS, FIXTURES AND PRESS TOOLSVarthini RajaNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument27 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Formability of Stamping Magnesium-Alloy AZ31 SheetsDocument5 pagesFormability of Stamping Magnesium-Alloy AZ31 SheetsVarthini RajaNo ratings yet
- Catia SurfaceDocument14 pagesCatia Surfaceapi-3799982100% (2)
- FEM in TwistDocument4 pagesFEM in TwistVarthini RajaNo ratings yet
- Artificial Neural Networks For BeginnersDocument8 pagesArtificial Neural Networks For BeginnersVarthini RajaNo ratings yet
- Seating Arrangement2Document9 pagesSeating Arrangement2Varthini RajaNo ratings yet
- Genetic AlgorithmDocument11 pagesGenetic AlgorithmVarthini RajaNo ratings yet
- Aluminium in AerospaceDocument2 pagesAluminium in AerospaceVarthini RajaNo ratings yet
- 2012 VisionSolutions Bro WebDocument24 pages2012 VisionSolutions Bro WebVarthini RajaNo ratings yet
- VK Jain - PDFV K JAIN Advanced Maching ProcessV K JAIN Advanced Maching ProcessDocument328 pagesVK Jain - PDFV K JAIN Advanced Maching ProcessV K JAIN Advanced Maching ProcessVarthini Raja60% (5)
- Role of Bottom-Up and Top-Down Role of Bottom-Up and Top-Down A.pdf Role of Bottom-Up and Top-Down A.pdf Role of Bottom-Up and Top-Down A.pdf ADocument2 pagesRole of Bottom-Up and Top-Down Role of Bottom-Up and Top-Down A.pdf Role of Bottom-Up and Top-Down A.pdf Role of Bottom-Up and Top-Down A.pdf AVarthini RajaNo ratings yet
- Niyama Criteria Niyama Criteria Niyama CriteriaDocument18 pagesNiyama Criteria Niyama Criteria Niyama CriteriaVarthini RajaNo ratings yet
- ZincDocument2 pagesZincVarthini RajaNo ratings yet
- Yale Romance Reading ListDocument9 pagesYale Romance Reading ListVarthini Raja100% (4)
- xg8000 - Series - Setup ManualDocument130 pagesxg8000 - Series - Setup ManualAbdou DENo ratings yet
- Rapid situational awareness for first respondersDocument13 pagesRapid situational awareness for first respondersSaeful AnwarNo ratings yet
- Research On Visual Navigation Algorithm of AGV Used in The Small Agile WarehouseDocument6 pagesResearch On Visual Navigation Algorithm of AGV Used in The Small Agile WarehouseLord VolragonNo ratings yet
- Lab ManualDocument28 pagesLab ManualWaleed AwanNo ratings yet
- Cognex Vidi Deep Technology: Challenges in Textile InspectionDocument9 pagesCognex Vidi Deep Technology: Challenges in Textile InspectionMard GeerNo ratings yet
- IPFM-Image Processing Fundamentals for Machine VisionDocument90 pagesIPFM-Image Processing Fundamentals for Machine Visionmoney_kandan2004No ratings yet
- Machine Vision and Metrology Workshop-10.Document2 pagesMachine Vision and Metrology Workshop-10.abhayNo ratings yet
- RoboticsDocument2 pagesRoboticsvasanthsatNo ratings yet
- ReportDocument13 pagesReportVon A. DamirezNo ratings yet
- Assembly MagazineDocument5 pagesAssembly MagazineShameem Abdul KadarNo ratings yet
- Dhanesh - N - Machine Vision SystemDocument23 pagesDhanesh - N - Machine Vision SystemAswin madhuNo ratings yet
- New Trends On Digitisation of Complex Engineering Drawings: Neural Computing and Applications June 2019Document19 pagesNew Trends On Digitisation of Complex Engineering Drawings: Neural Computing and Applications June 2019Mohammad ShreatehNo ratings yet
- XGX Provider enDocument63 pagesXGX Provider en54 amdNo ratings yet
- Machine Vision System Overview PDFDocument32 pagesMachine Vision System Overview PDFkfathi55No ratings yet
- Basics of Image Acquisition (2020) PDFDocument94 pagesBasics of Image Acquisition (2020) PDFWilson CheinNo ratings yet
- An Algorithm For Concrete Crack Extraction and IdentificationDocument26 pagesAn Algorithm For Concrete Crack Extraction and IdentificationSandhyaNo ratings yet
- Fruit Detection and Robotic Apple Harvesting SystemDocument14 pagesFruit Detection and Robotic Apple Harvesting SystemSindhu BhaskarNo ratings yet
- Teledyne Optech Co OverviewDocument60 pagesTeledyne Optech Co OverviewKunal SharmaNo ratings yet
- Datasheet-Pallet Scanning SystemDocument3 pagesDatasheet-Pallet Scanning SystemSergio Tarancón GabásNo ratings yet
- Auto Vision ManualDocument218 pagesAuto Vision ManualVernica Constantin AdrianNo ratings yet
- Prospects of Computer Vision Automated Grading and Sorting Systems in Agricultural and Food Products For Quality EvaluationDocument9 pagesProspects of Computer Vision Automated Grading and Sorting Systems in Agricultural and Food Products For Quality EvaluationshaheerNo ratings yet
- Vision-based sorting labDocument19 pagesVision-based sorting labMihail AvramovNo ratings yet
- BS en 16729-4-2018Document32 pagesBS en 16729-4-2018Tuan Thanh NghiemNo ratings yet
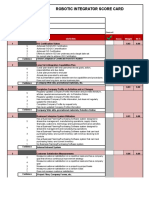
- Robotic Integrator Score Card: Item Rating Criteria Score Weight W+SDocument5 pagesRobotic Integrator Score Card: Item Rating Criteria Score Weight W+SdNo ratings yet
- Brochure VizsortDocument24 pagesBrochure VizsortNeeraj VohraNo ratings yet
- AutovisionmanualDocument224 pagesAutovisionmanualALEXNo ratings yet
- Computer Aided Quality Control: Unit-5Document14 pagesComputer Aided Quality Control: Unit-5kula shekar reddyNo ratings yet
- Image Processing Analysis and Machine Vision 4th Edition Sonka Solutions ManualDocument3 pagesImage Processing Analysis and Machine Vision 4th Edition Sonka Solutions ManualMariaHendricksafdry100% (12)
- A Review On Present Scenario of Tobacco Farming, Sorting, Grading and Balling by Patel 2019Document12 pagesA Review On Present Scenario of Tobacco Farming, Sorting, Grading and Balling by Patel 2019nunik eka dianaNo ratings yet
- History of Robotics DevelopmentDocument5 pagesHistory of Robotics DevelopmentpogisimpatikoNo ratings yet