You might also like
- División Diferencial y ÁngularDocument1 pageDivisión Diferencial y ÁngularLevi'd Daniel LBNo ratings yet
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209No ratings yet
- Plantilla Senati Torneado Conico Jose Castillo BurgosDocument23 pagesPlantilla Senati Torneado Conico Jose Castillo BurgosJose Castillo Burgos100% (2)
- Taller de Bar (Básico)Document31 pagesTaller de Bar (Básico)CamyZúñigaNo ratings yet
- Tarjeta de Inspeccion y LubricacionDocument7 pagesTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoNo ratings yet
- Examen Senati Afilado 1Document4 pagesExamen Senati Afilado 1JESUS MANUEL POLO FERNANDEZNo ratings yet
- Predimensionado de Estructuras de Steel FramingDocument38 pagesPredimensionado de Estructuras de Steel Framingseba_alus100% (2)
- Varillas ExposicionDocument20 pagesVarillas ExposicionRuben SorianoNo ratings yet
- Fichas de SeminarioDocument6 pagesFichas de SeminarioJorge Cari100% (1)
- Cola de MilanoDocument22 pagesCola de MilanoJeyson Chacon Castillo100% (1)
- Mecanica de Banco y AjusteDocument34 pagesMecanica de Banco y AjusteEdgar Hernando Lopez Ochoa100% (3)
- Técnicas de AfiladoDocument8 pagesTécnicas de AfiladoEduardo Cro100% (1)
- Arco TranspalatinoDocument15 pagesArco TranspalatinoJhonatan Apaza100% (2)
- Maquinas HerramientasDocument620 pagesMaquinas Herramientasyeseth jaquelin ventura ayme100% (2)
- Astm A743Document3 pagesAstm A743Toto ToteNo ratings yet
- ANCLAJEDocument41 pagesANCLAJESM_Ing.100% (1)
- Examen de Ajuste y MontajeDocument2 pagesExamen de Ajuste y MontajecolcahuantaNo ratings yet
- Seleccion de Tuberias Valvulas y AccesoriosDocument48 pagesSeleccion de Tuberias Valvulas y Accesoriosuser_accountNo ratings yet
- Tipo de VetillasDocument18 pagesTipo de VetillasCesar A. TitoNo ratings yet
- Afilado Manual de Herramientas de TrabajoDocument4 pagesAfilado Manual de Herramientas de TrabajoManuel Mansilla Aranibar75% (4)
- Trabajo Final Del CursoDocument4 pagesTrabajo Final Del CursoJhon Hernan Burgos CastroNo ratings yet
- TR1 Maquinas Herramientas Franco Munive RodrigoDocument4 pagesTR1 Maquinas Herramientas Franco Munive RodrigoRodrigo Franco MuniveNo ratings yet
- Practica #7Document3 pagesPractica #7juan carlos100% (1)
- Trabajo Foro.Document7 pagesTrabajo Foro.Victor Hugo100% (1)
- Tuerca MoleteadaDocument10 pagesTuerca MoleteadaDylan Marquina100% (1)
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocument16 pagesPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosNo ratings yet
- Sem I Materiales Sinterizados-PlaquitasDocument24 pagesSem I Materiales Sinterizados-PlaquitasAdrianVargasNo ratings yet
- Plantilla Senati TornoDocument29 pagesPlantilla Senati Tornogironr_16No ratings yet
- Cuestionario 1 Torno1 2Document25 pagesCuestionario 1 Torno1 2Husa Gomez100% (1)
- Apilacion de CajaDocument6 pagesApilacion de CajaLuis Miguel Angel Carire Andrade100% (1)
- Texto Calculos TornoDocument104 pagesTexto Calculos TornoSantiago Sarmiento ValdiviaNo ratings yet
- Plan de Trabajo Del EstudianteDocument11 pagesPlan de Trabajo Del EstudianteERICK GRANDENo ratings yet
- Trazado MecánicoDocument24 pagesTrazado Mecánicoadolfocles0% (1)
- Separacion Por SeccionadoDocument2 pagesSeparacion Por SeccionadoJeisOn LoOrNo ratings yet
- Mantenimiento Preventivo Trabajo0009Document4 pagesMantenimiento Preventivo Trabajo0009david alfaro67% (3)
- Mecanica de Banco y Ajuste PDFDocument71 pagesMecanica de Banco y Ajuste PDFPatty Fernandez0% (1)
- Ajuste, Montaje, Verificacion y Control de Maquinas - Parte IDocument338 pagesAjuste, Montaje, Verificacion y Control de Maquinas - Parte IkevinNo ratings yet
- Actividad Entregable Mantenimiento Mecanico 2Document10 pagesActividad Entregable Mantenimiento Mecanico 2Fabrizio Bellido100% (1)
- Afilado Manual de Herramientas de CorteDocument41 pagesAfilado Manual de Herramientas de CorteGiomar DQNo ratings yet
- Matricería - Semestre II PDFDocument39 pagesMatricería - Semestre II PDFPavel Venero80% (5)
- Foro de OawDocument3 pagesForo de OawEdu Llerena100% (1)
- Examen de Ajuste Montaje NivelacionDocument7 pagesExamen de Ajuste Montaje Nivelacionluis alejandro fajardo peñaNo ratings yet
- Ejercicios: 1. Convierta enDocument4 pagesEjercicios: 1. Convierta enJUAN RODRIGO CACERES MORANNo ratings yet
- Plato DivisorDocument8 pagesPlato DivisorRooby JeanpierreNo ratings yet
- 204 - Formato Trabajo FinalDocument7 pages204 - Formato Trabajo Finaljunior trujillo mattosNo ratings yet
- Foro TematicoDocument12 pagesForo TematicoHarnold GarnicaNo ratings yet
- 2.torneado Cónico y Roscado TriangularDocument14 pages2.torneado Cónico y Roscado TriangularMiguel AngelNo ratings yet
- Mecanica de Banco y Afilado de Herramientas TR2Document6 pagesMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozNo ratings yet
- Trabajo Individual N°06 Operaciones de TornoDocument2 pagesTrabajo Individual N°06 Operaciones de TornoJorge Mozo Lizarraga100% (1)
- Modelo de Sílabo Técnicas de Producción II 2016 IIDocument3 pagesModelo de Sílabo Técnicas de Producción II 2016 IIWilfredo Morales100% (2)
- Cuaderno de Informe (SEMANA 2)Document13 pagesCuaderno de Informe (SEMANA 2)Deyvi Gómez SalazarNo ratings yet
- Afiladora de HerramientasDocument17 pagesAfiladora de HerramientasRocio Villalba Ordoñez100% (1)
- Informacion GraneteDocument1 pageInformacion GraneteJose LuisNo ratings yet
- Actividad Afilado de Herramientas Hoja 2Document2 pagesActividad Afilado de Herramientas Hoja 2basilio__0202No ratings yet
- MatricesDocument35 pagesMatricesPedro Soria Martinez0% (1)
- Senati Mecánico de MantenimientoDocument8 pagesSenati Mecánico de MantenimientoBruno Cruz100% (1)
- Monografia de PlegadoraDocument12 pagesMonografia de PlegadoraCiro Luque100% (1)
- FORMATOALUMNOTRABAJOFINALDocument12 pagesFORMATOALUMNOTRABAJOFINALIsmael Bravo Aqp100% (3)
- Trabajo Final de Automatismo ElectricoDocument10 pagesTrabajo Final de Automatismo ElectricoLuis JuarezNo ratings yet
- Ex. Ajuste Mec 1Document9 pagesEx. Ajuste Mec 1julio zambranoNo ratings yet
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFDocument22 pagesAjuste Montaje Verificacion y Control de Maquinas - Parte I 2 2 PDFMayumi CastilloNo ratings yet
- Afilado de HerramientasDocument13 pagesAfilado de HerramientasAndy Anthony Cn Ce100% (1)
- Torneado Excéntrico, Conico y EsfericoDocument8 pagesTorneado Excéntrico, Conico y EsfericoJuan Pablo Merck Sifontes100% (1)
- Variadores de Velocidad Sin EscalonesDocument12 pagesVariadores de Velocidad Sin EscalonesAndyMedina0% (2)
- Trazar, Aserrar y Agujerear ParalelepipedoDocument50 pagesTrazar, Aserrar y Agujerear Paralelepipedojeferson silveraNo ratings yet
- El Escariado Manual TerminadoDocument17 pagesEl Escariado Manual TerminadoJordy Navarro100% (1)
- TareaDocument4 pagesTareaHeber aldo Apaza huancaNo ratings yet
- Aserrado Limado Cincelado Escariado y Taladrado David BouDocument12 pagesAserrado Limado Cincelado Escariado y Taladrado David BouDubhe CtNo ratings yet
- Tarea 1Document7 pagesTarea 1LizNo ratings yet
- Lista de Repuestos PDFDocument2 pagesLista de Repuestos PDFIH MedranoNo ratings yet
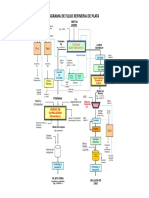
- Flow Sheet 15 Refineria AgDocument1 pageFlow Sheet 15 Refineria AgJOSE MACASSI100% (1)
- EXPOSICION Tema Laminación de Planchas GruesasDocument34 pagesEXPOSICION Tema Laminación de Planchas GruesasDiego Bellido LavadoNo ratings yet
- Electrobomba Inmersible para Aguas Residuales de 50lps y 10m HDTDocument2 pagesElectrobomba Inmersible para Aguas Residuales de 50lps y 10m HDTMario Jose Palacios Obregon100% (1)
- 03 Elevacion ManutencionDocument46 pages03 Elevacion Manutenciong665013No ratings yet
- Cuadro de Acabados TMB 2016.b 05.04.16Document15 pagesCuadro de Acabados TMB 2016.b 05.04.16Linda Llerena BarruetaNo ratings yet
- 4 Instrumental Especializado Que Utilizamos en EndodonciaDocument20 pages4 Instrumental Especializado Que Utilizamos en EndodonciaKarla Daniela AvellanedaNo ratings yet
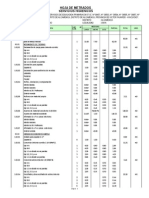
- Hoja de Metrados BañosDocument16 pagesHoja de Metrados BañosMilton Barza100% (1)
- TroqueladoDocument3 pagesTroqueladoVictor CriadoNo ratings yet
- Horno para ElectrodosDocument8 pagesHorno para ElectrodosAlfonso Mejia FernandezNo ratings yet
- Pozos Termicos y Problemas Asociados A Pozos Termicos Final PDFDocument41 pagesPozos Termicos y Problemas Asociados A Pozos Termicos Final PDFCarlos Orley Gil AmayaNo ratings yet
- 12.-Unidades Quimicas de Masa PDFDocument7 pages12.-Unidades Quimicas de Masa PDFun usuario másNo ratings yet
- Remaches 1 2010Document31 pagesRemaches 1 2010denarNo ratings yet
- Fallas en Implantes Femorales DiapositivasDocument19 pagesFallas en Implantes Femorales DiapositivasDANIEL ANDRES POLANCO ARIASNo ratings yet
- Grifo Pedal LavatorioDocument5 pagesGrifo Pedal LavatorioManuel C SuañaNo ratings yet
- Como Identificar El Material A SoldarDocument26 pagesComo Identificar El Material A SoldarNicolas Andres Araya VillalobosNo ratings yet
- Clasificacion de Los AcerosDocument25 pagesClasificacion de Los AcerosJuan Pablo Pardo TaboadaNo ratings yet
- Folleto de Soldadura BásicaDocument18 pagesFolleto de Soldadura BásicaArlen FonsecaNo ratings yet
- Corrosion FolletoDocument4 pagesCorrosion FolletoJennifer RosaNo ratings yet
- Barreno de PerforacionDocument7 pagesBarreno de PerforacionJorge Cruz100% (2)
- MH-00597-03 Ensamblaje de Pasillo Perimetral en Area de Carro Cargador PosteriorDocument1 pageMH-00597-03 Ensamblaje de Pasillo Perimetral en Area de Carro Cargador PosteriorCesar ChavezNo ratings yet