You might also like
- Tema 5 Máquinas Rectificadoras PDFDocument22 pagesTema 5 Máquinas Rectificadoras PDFSergio Yucra Hallasi50% (2)
- Tipos de Morteros para Refractarios Disponibles en C.R. Alberto Miranda G.Document6 pagesTipos de Morteros para Refractarios Disponibles en C.R. Alberto Miranda G.Yonder Miranda GamboaNo ratings yet
- Clasificacion de Los Materiales FerrososDocument7 pagesClasificacion de Los Materiales FerrososJaudiel CarrerasNo ratings yet
- Exercicis de TallDocument11 pagesExercicis de TallTrebla92100% (1)
- Partes de Una MatrizDocument15 pagesPartes de Una MatrizEver JohelNo ratings yet
- Calculo de La Silueta InicialDocument3 pagesCalculo de La Silueta InicialMari NinosNo ratings yet
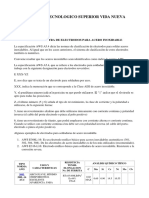
- Nomenclatura de ElectrodosDocument3 pagesNomenclatura de ElectrodospaulNo ratings yet
- Factores Que Influyen en La Potencia Del MotorDocument2 pagesFactores Que Influyen en La Potencia Del Motorjose naranjoNo ratings yet
- Dibujo - Simbologia de SoldaduraDocument12 pagesDibujo - Simbologia de SoldadurampiumettiNo ratings yet
- Aceros MicroaleadosDocument13 pagesAceros MicroaleadosSimon LopezNo ratings yet
- Introduccion AL TORNODocument14 pagesIntroduccion AL TORNOaron barriosNo ratings yet
- Clasificación de Los AcerosDocument11 pagesClasificación de Los AcerosSoledad Porta RomeroNo ratings yet
- Proceso de Soldadura y RemachadoDocument5 pagesProceso de Soldadura y RemachadoLili FloresNo ratings yet
- Preguntas de Reparación de Carrocerías Grupo 1Document2 pagesPreguntas de Reparación de Carrocerías Grupo 1Jair Saavedra GuarderasNo ratings yet
- ENGRANAJESDocument24 pagesENGRANAJESRobert Samame MartinezNo ratings yet
- Herreria y ForjaDocument10 pagesHerreria y Forjajose luis monNo ratings yet
- Tipos de Matracas y DadosDocument24 pagesTipos de Matracas y DadosFranciscoSanchez0% (3)
- Generalidades de Los Proceso de SoldarDocument7 pagesGeneralidades de Los Proceso de SoldarCesarNo ratings yet
- Ajuste ManualDocument43 pagesAjuste ManualKarelys BritoNo ratings yet
- Chasis de Un Vehículo - Sujeción MecánicaDocument12 pagesChasis de Un Vehículo - Sujeción Mecánicamirka del pilar100% (1)
- Procesos Sav y Cav (Guias)Document37 pagesProcesos Sav y Cav (Guias)Jontn RomanzNo ratings yet
- Tratamientos Termicos y ElectroquimicosDocument3 pagesTratamientos Termicos y Electroquimicoshezmofer0% (1)
- Herramientas Del Taller de Mecanizado.Document13 pagesHerramientas Del Taller de Mecanizado.Anthony Hernandez100% (1)
- Tarraja Machuelos Tuercas y RondanasDocument22 pagesTarraja Machuelos Tuercas y Rondanasguibian100% (1)
- Aceros FortunaDocument3 pagesAceros Fortunaallan118No ratings yet
- Materiales Ferrosos y No FerrososDocument5 pagesMateriales Ferrosos y No Ferrososangeli zambranoNo ratings yet
- Proceso Corte PlasmaDocument17 pagesProceso Corte Plasmapablocp901No ratings yet
- INFORME Control Hidraulico PROAÑO KEVIN PDFDocument21 pagesINFORME Control Hidraulico PROAÑO KEVIN PDFKevin ProañoNo ratings yet
- Soldadura Por Proceso de Arco Sumergido.-1Document7 pagesSoldadura Por Proceso de Arco Sumergido.-1KLEVER ADRIANONo ratings yet
- Designacion de MaterialesDocument31 pagesDesignacion de MaterialesMARÍA CALVO DOMÍNGUEZNo ratings yet
- Clasificación Del Acero y Sus Aleaciones. Lagunes Rivera RaulDocument15 pagesClasificación Del Acero y Sus Aleaciones. Lagunes Rivera RaulRaul lagunesNo ratings yet
- Terminología TécnicaDocument52 pagesTerminología TécnicaRoberto David Portocarrero CalleNo ratings yet
- Resumen Fabricacion EngranjesDocument10 pagesResumen Fabricacion EngranjesDaniel DGNo ratings yet
- Taller de Tratamientos TermicosDocument11 pagesTaller de Tratamientos TermicosUriel Carbal Ortega100% (1)
- ConclusionDocument15 pagesConclusionLuis Fernando Mena HernándezNo ratings yet
- Aditivos Detergentes y DispersantesDocument1 pageAditivos Detergentes y Dispersanteshamm6780% (1)
- RectificadoraDocument25 pagesRectificadoraJonathan Tuabanda100% (2)
- Ejemplos Velocidad de CorteDocument7 pagesEjemplos Velocidad de CortecarloshugoletyNo ratings yet
- Sistema de FrenosDocument69 pagesSistema de FrenosMirian Francia Salinas GonzalezNo ratings yet
- Trabajo 10% Ajuste y MontajeDocument16 pagesTrabajo 10% Ajuste y MontajeJesus CaraballoNo ratings yet
- Abrasivos y Herramientas de AcabadoDocument6 pagesAbrasivos y Herramientas de AcabadoOdaliz Salazar100% (1)
- Metrología-Roscas y EngranesDocument9 pagesMetrología-Roscas y EngranesLuis Alvarez0% (1)
- Soldadura TigDocument7 pagesSoldadura TigBilsán GutierrezNo ratings yet
- TareaDocument5 pagesTareaJorgeNo ratings yet
- El Grado de Dureza de Los Pernos Es La Forma Técnica de Identificar La Resistencia Que Tiene El Material Del Cual Están Fabricados Los PernosDocument5 pagesEl Grado de Dureza de Los Pernos Es La Forma Técnica de Identificar La Resistencia Que Tiene El Material Del Cual Están Fabricados Los PernosRoy Calani100% (1)
- Cigueñal MaterialesDocument12 pagesCigueñal MaterialesAnonymous vdjEcBNo ratings yet
- El Acero TareaDocument3 pagesEl Acero TareaJaime JicockNo ratings yet
- Folleto Producción Por Virutaje EPNDocument235 pagesFolleto Producción Por Virutaje EPNdavisepnfim100% (2)
- Hierro Bruto, Fundido y Acero FundidoDocument3 pagesHierro Bruto, Fundido y Acero FundidoAntonio Vilchez0% (1)
- Resumen de TornilloDocument5 pagesResumen de TornilloGerardoHerreraNo ratings yet
- Guía de PrácticasDocument21 pagesGuía de PrácticasJontn RomanzNo ratings yet
- Tareas Actividad Asincrónica 2.Document4 pagesTareas Actividad Asincrónica 2.Erick SolisNo ratings yet
- Bastidor y CarroceriasDocument86 pagesBastidor y Carroceriascda la cordialidadNo ratings yet
- Compresores de Desplazamiento PositivoDocument6 pagesCompresores de Desplazamiento PositivoRoger VediaNo ratings yet
- IntroducciónDocument12 pagesIntroducciónCarmen Rosa Amau QuispeNo ratings yet
- Materiales para Herramientas (Acabado-Mini)Document18 pagesMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- Diagrtama 2Document17 pagesDiagrtama 2Santino BalesteroNo ratings yet
- Fundicion GrisDocument25 pagesFundicion GrisGabo TellezNo ratings yet
- I.s.2022.rrf - Im-4171.001 - Hierros Fundidos - HierrosDocument5 pagesI.s.2022.rrf - Im-4171.001 - Hierros Fundidos - HierrosDayanna Vargas MadrigalNo ratings yet
- Introducción Hierro DúctilDocument11 pagesIntroducción Hierro DúctilRodrigo Alejandro García GarcíaNo ratings yet
- Holocaust oDocument4 pagesHolocaust oALVAREZ CAMARA VALERIA ASUNCIÓNNo ratings yet
- Grados de Viscosidad Sae para MotoresDocument10 pagesGrados de Viscosidad Sae para MotoresDaniel Tenezaca BejaranoNo ratings yet
- Practica 4 Termodinamica Sustancias PurasDocument7 pagesPractica 4 Termodinamica Sustancias PurasAdrian Cenobio0% (1)
- Trabajo Grupal 001-A de Sistemas de Informacion en Gestion LogisticaDocument12 pagesTrabajo Grupal 001-A de Sistemas de Informacion en Gestion LogisticajavierNo ratings yet
- Tesis Doctoral Valoracion de La Satisfaccion, El Desempeño y La Imagen Del Destino Por Los Guias de TurismoDocument255 pagesTesis Doctoral Valoracion de La Satisfaccion, El Desempeño y La Imagen Del Destino Por Los Guias de TurismomidumeNo ratings yet
- Manual Televisor LG 29fs4rk Chassis-Cw62cDocument32 pagesManual Televisor LG 29fs4rk Chassis-Cw62cJohnathan Castelblanco ChavezNo ratings yet
- Hay Me Duele El Buen Dr.Document20 pagesHay Me Duele El Buen Dr.Fredy TintayaNo ratings yet
- Tarjeta Electronica (Reloj) Neveras Mabe AndromedaDocument35 pagesTarjeta Electronica (Reloj) Neveras Mabe AndromedaJOSE CAMPOS33% (3)
- CVRFGRDocument8 pagesCVRFGREduardo VBaezaNo ratings yet
- Examen Seguridad en El Uso de Herramientas de Poder ZMDocument1 pageExamen Seguridad en El Uso de Herramientas de Poder ZMedwin100% (3)
- Foro TematicoDocument5 pagesForo TematicoYIMER JESUS RAMIREZ LAURENTENo ratings yet
- Sistemas de Agua LluviaDocument5 pagesSistemas de Agua LluviaGustavoPaezRodriguezNo ratings yet
- Lunes 04 - ComDocument3 pagesLunes 04 - Comyaneth salvatierra de la cruzNo ratings yet
- UntitledDocument5 pagesUntitledYeimi Carolina Peña AguirreNo ratings yet
- MAPA MENTAL Sociologia y PsicologiaDocument1 pageMAPA MENTAL Sociologia y PsicologiaAlejandra QuinteroNo ratings yet
- Ficha Ped - Emprend 1bgu S5 24 Al 28-10-2022Document3 pagesFicha Ped - Emprend 1bgu S5 24 Al 28-10-2022James AlfaroNo ratings yet
- Electiva CPCDocument2 pagesElectiva CPCLorena Moncada ColmenaresNo ratings yet
- Ficha Certificacion Sanitaria Restaurantes Servicios AfinesDocument6 pagesFicha Certificacion Sanitaria Restaurantes Servicios AfinesGime PNo ratings yet
- Humanidades 4to SecDocument164 pagesHumanidades 4to Secนรพนธ์ อุสาใจNo ratings yet
- Guia de Instalacion de GLPI en LinuxDocument37 pagesGuia de Instalacion de GLPI en LinuxIvanik BlancoNo ratings yet
- Etapa Dinámica Del Proceso AdministrativoDocument8 pagesEtapa Dinámica Del Proceso AdministrativoSandra MelingNo ratings yet
- Aviso - Operacion - Delicias Donde Katin - CHITRÉ (CABECERA)Document1 pageAviso - Operacion - Delicias Donde Katin - CHITRÉ (CABECERA)Kathia Steffanie Villarreal SolisNo ratings yet
- Caracteristicas de La Industria QuimicaDocument22 pagesCaracteristicas de La Industria Quimicaprincesslove521_4165No ratings yet
- 5 Cuentos de AmorDocument12 pages5 Cuentos de AmorCITLALLI ALEJANDRA RODRIGUEZ GARCIANo ratings yet
- Química II TP Mol Ar MRDocument1 pageQuímica II TP Mol Ar MRKarina AgueroNo ratings yet
- Presentacion Derecho Penal IIIDocument5 pagesPresentacion Derecho Penal IIIIngles pnl AIFENo ratings yet
- Tarea 3Document11 pagesTarea 3Karen CastilloNo ratings yet
- Lazos Cerrados y AbiertoDocument1 pageLazos Cerrados y AbiertoHelmanDavidCantilloNo ratings yet
- Proyecto FinalDocument19 pagesProyecto Finalyesica lorena parrarojasNo ratings yet
- Reglamento Transporte de CargaDocument3 pagesReglamento Transporte de CargaC.L.ONo ratings yet