You might also like
- Tipos de Cilindrado y Refrentado INTECAPDocument5 pagesTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaNo ratings yet
- Operaciones Basicas Del TornoDocument4 pagesOperaciones Basicas Del TornoKevin Mejia SeminarioNo ratings yet
- Guía I - ConididadDocument7 pagesGuía I - ConididadIsaias Guevara100% (1)
- Cola de MilanoDocument22 pagesCola de MilanoJeyson Chacon Castillo100% (1)
- Rectificadora y AfiladoraDocument13 pagesRectificadora y AfiladoraLukas Sebastián Moncada JeldesNo ratings yet
- Manual para El Rectificado-2-55-3-54Document52 pagesManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCANo ratings yet
- El Plato DivisorDocument30 pagesEl Plato DivisorPam Muñiz100% (1)
- MoleteadoDocument5 pagesMoleteadoElber GalargaNo ratings yet
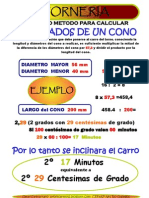
- Torneria Calculo de ConosDocument1 pageTorneria Calculo de ConosTHOR 201371% (7)
- Tema 39 FresadoraDocument13 pagesTema 39 Fresadorargargom844No ratings yet
- TornoDocument8 pagesTornoRicardo Peralta100% (1)
- Divisor UniversalDocument30 pagesDivisor Universalsamuel melendez67% (3)
- Conos1El Calculo de ConicidadesDocument4 pagesConos1El Calculo de ConicidadesCristal MuranoNo ratings yet
- Materiales para Herramientas de Corte de MetalDocument26 pagesMateriales para Herramientas de Corte de Metalmedwinm100% (4)
- FresadoDocument119 pagesFresadoJosé Manuel Molina67% (3)
- La MatriceriaDocument19 pagesLa MatriceriaIsi JulkNo ratings yet
- Afilado de buriles para torno: ángulos y geometríaDocument7 pagesAfilado de buriles para torno: ángulos y geometríaditosachNo ratings yet
- Aparato DivisorDocument40 pagesAparato DivisorFrancisco Gimenez50% (2)
- TaladradoDocument23 pagesTaladradoKevin López100% (1)
- Generalidades Sobre Las RoscarDocument4 pagesGeneralidades Sobre Las RoscarRicardo Vash LázaroNo ratings yet
- Roscas: elementos, clasificación y representaciónDocument42 pagesRoscas: elementos, clasificación y representaciónJesús Martín BlancoNo ratings yet
- Practicas de MecanizadoDocument2 pagesPracticas de MecanizadotallerbenitoballesterosNo ratings yet
- Tallado de Engranajes RectosDocument8 pagesTallado de Engranajes RectosSteven Meza GamarraNo ratings yet
- TorneriaDocument5 pagesTorneriadolardgustavo9467No ratings yet
- Sepilladora MecánicoDocument232 pagesSepilladora Mecánicowilson alejandro50% (2)
- Geometria de FiloDocument3 pagesGeometria de Filoco-ka06No ratings yet
- Tema 3. Sistemas Neumáticos y ElectroneumáticosDocument20 pagesTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Manual de TorneríaDocument34 pagesManual de Torneríadiana m castro100% (1)
- Metodos de Division (Recto)Document8 pagesMetodos de Division (Recto)Alan Vallejos Cerda0% (1)
- (2 Ejercicios de Taller) PDFDocument47 pages(2 Ejercicios de Taller) PDFInstructor Nelson DiazNo ratings yet
- TornoDocument32 pagesTornoAdrian RegueraNo ratings yet
- Accesorios Del TornoDocument6 pagesAccesorios Del Tornokharlos310% (2)
- (4 Cálculos de Fresadora)Document6 pages(4 Cálculos de Fresadora)Instructor Nelson DiazNo ratings yet
- DIVISION DIFERENCIAL Mecanica 3 PDFDocument22 pagesDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNo ratings yet
- Matriz de DobladoDocument21 pagesMatriz de DobladoBastián EscribanoNo ratings yet
- Herramientas Del TornoDocument15 pagesHerramientas Del Tornooscar felixNo ratings yet
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocument16 pagesPlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosNo ratings yet
- Tabla de Especificasiones Torno PinachoDocument49 pagesTabla de Especificasiones Torno PinachoAlb L JeferNo ratings yet
- METROLOGIA Longitudes y AngulosDocument154 pagesMETROLOGIA Longitudes y AngulosEvaDeLeonNo ratings yet
- Cómo usar un escariador para agrandar agujeros con precisiónDocument29 pagesCómo usar un escariador para agrandar agujeros con precisiónjeiner0% (1)
- Broca centrar metalDocument25 pagesBroca centrar metalJose Castillo Burgos100% (2)
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocument75 pagesU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseNo ratings yet
- Herramientas de Torno y BrocasDocument15 pagesHerramientas de Torno y Brocastaller671797% (33)
- (2 Ejercicios de Taller)Document16 pages(2 Ejercicios de Taller)Instructor Nelson Diaz100% (1)
- Afilado de Cuchillas para Tornos 02Document30 pagesAfilado de Cuchillas para Tornos 02M Laura EdderNo ratings yet
- Torneado Cónico - ACABADODocument13 pagesTorneado Cónico - ACABADOPaolita BrunoNo ratings yet
- Apuntes de TornoDocument38 pagesApuntes de TornoTaller Metal-Mecanica Leo100% (2)
- Proceso FresadoDocument24 pagesProceso Fresado3dx4rdo.obNo ratings yet
- TornoDocument19 pagesTornocristiancruz1303No ratings yet
- Tecnicas de Limado y AbrasionDocument39 pagesTecnicas de Limado y Abrasionivansanchezgonzalez100% (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Torneado conico: procesos y herramientasDocument12 pagesTorneado conico: procesos y herramientastorrefedericoNo ratings yet
- Torneado ConicoDocument21 pagesTorneado ConicoJorge Ernesto Torres TorresNo ratings yet
- Torneado CónicoDocument7 pagesTorneado CónicoBryanMárquezNo ratings yet
- Motoniveladora 140 M..Document92 pagesMotoniveladora 140 M..Yenifer LopezNo ratings yet
- Wa0015Document56 pagesWa0015sergio cortes cisternasNo ratings yet
- Tecnicas en El TornoDocument3 pagesTecnicas en El TornoFernando GómezNo ratings yet
- Formula Rio de Diploma de Bachiller CetamDocument1 pageFormula Rio de Diploma de Bachiller Cetammarco antoNo ratings yet
- Formula Rio de Diploma de Bachiller CetamDocument1 pageFormula Rio de Diploma de Bachiller Cetammarco antoNo ratings yet
- Formula Rio de Diploma de Bachiller CetamDocument1 pageFormula Rio de Diploma de Bachiller Cetammarco antoNo ratings yet
- Horario Reforzamiento Cetam 2009Document4 pagesHorario Reforzamiento Cetam 2009marco antoNo ratings yet
- Libro de Dibujo Tecnico o de IngenieriaDocument290 pagesLibro de Dibujo Tecnico o de Ingenieriagrmalejandro94% (18)
- Practica 26 de OctubreDocument1 pagePractica 26 de Octubremarco antoNo ratings yet
- Horario Reforzamiento Cetam 2009Document4 pagesHorario Reforzamiento Cetam 2009marco antoNo ratings yet
- Reforzamiento Cetam 2009Document4 pagesReforzamiento Cetam 2009marco antoNo ratings yet
- Mesas de SoldarDocument2 pagesMesas de Soldarmarco antoNo ratings yet
- Dibujo Tecnico-Jaime Garrido PerezDocument118 pagesDibujo Tecnico-Jaime Garrido PerezHector Serrano Santos100% (2)
- TALADRADORADocument15 pagesTALADRADORAmarco antoNo ratings yet
- Uniones y RoblonesDocument13 pagesUniones y Roblonesmarco anto50% (2)
- Tecnologia Mecanica PDFDocument228 pagesTecnologia Mecanica PDFBoris Solares100% (2)
- Texto Dit-20Document24 pagesTexto Dit-20marco antoNo ratings yet
- Manual de Soldadura Electrica Mig y TigDocument65 pagesManual de Soldadura Electrica Mig y TigJosua Obando98% (56)
- Problemas de Resist en CIA de Materiales - A.volmirDocument484 pagesProblemas de Resist en CIA de Materiales - A.volmirJuan Carlos Ojeda Yissi100% (10)