You might also like
- Tech Brief Pump Curves PDFDocument5 pagesTech Brief Pump Curves PDFThomas KamongNo ratings yet
- Pump BrochureDocument10 pagesPump Brochuresen_subhasis_58No ratings yet
- Effects of Liquid ViscosityDocument44 pagesEffects of Liquid ViscosityVicky GautamNo ratings yet
- A Guide To API Mechanical Seal and System Design-AessealsDocument30 pagesA Guide To API Mechanical Seal and System Design-AessealsboroumandNo ratings yet
- API Verses Non APIDocument19 pagesAPI Verses Non APIsandeshNo ratings yet
- Eccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010Document4 pagesEccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010kronafNo ratings yet
- What Is The Best Silicon Carbide Wear Face Material For My Mechanical SealDocument3 pagesWhat Is The Best Silicon Carbide Wear Face Material For My Mechanical SealMahmoud Al HomranNo ratings yet
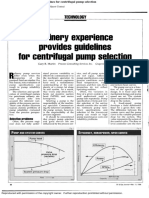
- Martin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionDocument5 pagesMartin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionRajendraNo ratings yet
- Seal Material and Arrangement GuideDocument48 pagesSeal Material and Arrangement Guideleo100% (1)
- The Impact of Component Material Selection On Pump ReliabilityDocument7 pagesThe Impact of Component Material Selection On Pump ReliabilityAhmed Ibrahim Ahmed EissaNo ratings yet
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Write Up On PumpsDocument74 pagesWrite Up On PumpsGopal Reddy100% (1)
- Igor J. Karassik (1911-1995): Pioneering Pump EngineerDocument2 pagesIgor J. Karassik (1911-1995): Pioneering Pump EngineervcockscribdNo ratings yet
- NPSHHHHDocument5 pagesNPSHHHHMumtaz Ahmed Ghumman100% (1)
- Centrifugal PumpsDocument33 pagesCentrifugal PumpsArun Babu100% (2)
- Gorman-Rupp Pumps - Selection & Application of Self-Priming Centrifugal PumpsDocument8 pagesGorman-Rupp Pumps - Selection & Application of Self-Priming Centrifugal PumpsVic Van PeborghNo ratings yet
- Pocket API 682 4th Edition Piping Plans - EN Burgmann PDFDocument131 pagesPocket API 682 4th Edition Piping Plans - EN Burgmann PDFPoncho RmzNo ratings yet
- Paper Pulp and Fibre PumpingDocument6 pagesPaper Pulp and Fibre PumpingetmvmartNo ratings yet
- 27 Ways To Kill Your PD PumpDocument12 pages27 Ways To Kill Your PD PumpArsalan QadirNo ratings yet
- Gaskets-The Weakest Link - Article From Chemical Engineering June-2005Document3 pagesGaskets-The Weakest Link - Article From Chemical Engineering June-2005kumar_chemicalNo ratings yet
- API Vs ANSI PumpsDocument6 pagesAPI Vs ANSI PumpsRS100% (2)
- Stock PumpingDocument12 pagesStock PumpingBapu612345No ratings yet
- A Review of Explicit Friction Factor EquationsDocument4 pagesA Review of Explicit Friction Factor EquationsRobinson MuñozNo ratings yet
- Positive Displacement Vs Centrifugal PumpDocument11 pagesPositive Displacement Vs Centrifugal PumpArslan BhattiNo ratings yet
- Application of Composites For Centrifugal PumpsDocument4 pagesApplication of Composites For Centrifugal Pumpsravide76No ratings yet
- Mag Drive PumpsDocument5 pagesMag Drive PumpsakkineniNo ratings yet
- Improving Reliability and Efficiency of Centrifugal PumpsDocument4 pagesImproving Reliability and Efficiency of Centrifugal PumpsHatem ShawkiNo ratings yet
- 36 Ways Kill Your Pump in 40 CharactersDocument15 pages36 Ways Kill Your Pump in 40 CharactersEfosaUwaifoNo ratings yet
- What's New in API 610 11th EditionDocument4 pagesWhat's New in API 610 11th Editionshyam_anupNo ratings yet
- Navigating Pump CurvesDocument7 pagesNavigating Pump Curvescastingforge4875No ratings yet
- b3311 722-2Document7 pagesb3311 722-2Arnaldo BenitezNo ratings yet
- Mechanical SealDocument5 pagesMechanical SealmoonofvuNo ratings yet
- Improving Pumping System PerformanceDocument122 pagesImproving Pumping System PerformanceFSnyderJr100% (7)
- Engineering Design Guideline Pump Rev3Document14 pagesEngineering Design Guideline Pump Rev3yaser201xNo ratings yet
- Iom Manual Sce en PDFDocument82 pagesIom Manual Sce en PDFcool47guy09100% (1)
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Materials - Corrosion and Corrosion AllowanceDocument8 pagesMaterials - Corrosion and Corrosion AllowanceNagarjun ReddyNo ratings yet
- Materials - Corrosion and Corrosion AllowanceDocument6 pagesMaterials - Corrosion and Corrosion Allowancerajiv_quantum100% (1)
- Ref N° 20 - MATERIAL SELECTION PHILOSOPHYDocument23 pagesRef N° 20 - MATERIAL SELECTION PHILOSOPHYlxz861020No ratings yet
- Materials - and Impact of - : Effects Economic CorrosionDocument5 pagesMaterials - and Impact of - : Effects Economic CorrosiondasubhaiNo ratings yet
- Guide To Protective Coating Systems Using Iso12944 27feb2023Document12 pagesGuide To Protective Coating Systems Using Iso12944 27feb2023CeciliaNo ratings yet
- Materials and Corrosion Design GuideDocument34 pagesMaterials and Corrosion Design GuideNguyen Anh TungNo ratings yet
- ICorr CED CT06 ApplicationOfIntumescentCoatings Issue1 PDFDocument17 pagesICorr CED CT06 ApplicationOfIntumescentCoatings Issue1 PDFJoe Gaffney100% (1)
- Corrugated Metal Pipe Design Guide: Engineered SolutionsDocument20 pagesCorrugated Metal Pipe Design Guide: Engineered SolutionsagussalimNo ratings yet
- Optimass: Corrosion & Abrasion Guidelines For Coriolis MetersDocument18 pagesOptimass: Corrosion & Abrasion Guidelines For Coriolis Metersyrdna nawaiteosNo ratings yet
- BCGA GN6-Avoidance and Detection of Internal Corrosion of Gas CylindersDocument17 pagesBCGA GN6-Avoidance and Detection of Internal Corrosion of Gas Cylindersseguridadyambiente641No ratings yet
- GEST 79 76 Edition 4Document26 pagesGEST 79 76 Edition 4روشان فاطمة روشانNo ratings yet
- 3050 Using This Manual: Chevron Corporation 3050-1 August 1999Document8 pages3050 Using This Manual: Chevron Corporation 3050-1 August 1999milecsa100% (1)
- Guidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsDocument19 pagesGuidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsMartín Diego Mastandrea100% (1)
- Sp8300 Part CatalogoDocument111 pagesSp8300 Part CatalogoLeonard FreitasNo ratings yet
- We BradDocument528 pagesWe BradBudi SutomoNo ratings yet
- Official Sponsorship LetterDocument3 pagesOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Emergency Incidents AssignmentDocument4 pagesEmergency Incidents Assignmentnickoh28No ratings yet
- Winter 2011Document128 pagesWinter 2011baoHVLABNo ratings yet
- Breadtalk AR 2011Document158 pagesBreadtalk AR 2011Wong ZieNo ratings yet
- The 7 Cs of CommunicationDocument10 pagesThe 7 Cs of CommunicationNauman Mashwani100% (1)
- January 2023: Top 10 Cited Articles in Computer Science & Information TechnologyDocument32 pagesJanuary 2023: Top 10 Cited Articles in Computer Science & Information TechnologyAnonymous Gl4IRRjzNNo ratings yet
- Module 2 - Introduction To A Web-AppDocument17 pagesModule 2 - Introduction To A Web-AppJASPER WESSLYNo ratings yet
- Marie Campbell: Web DesignerDocument1 pageMarie Campbell: Web DesignerAli hossain AkashNo ratings yet
- Bigdata 2016 Hands On 2891109Document96 pagesBigdata 2016 Hands On 2891109cesmarscribdNo ratings yet
- Face Detection PythonDocument5 pagesFace Detection PythonAADISH JAINNo ratings yet
- Ecovadis Survey Full 3 07 2019Document31 pagesEcovadis Survey Full 3 07 2019ruthvikNo ratings yet
- Cave Management Plan OutlineDocument22 pagesCave Management Plan OutlineJunneNo ratings yet
- Competition Patriotism and Collaboratio PDFDocument22 pagesCompetition Patriotism and Collaboratio PDFAngga PrianggaraNo ratings yet
- Abm Trial Balance ActivityDocument3 pagesAbm Trial Balance ActivityRoxanne RoldanNo ratings yet
- MAINTENANCE AND RELIABILITY ENGINEERING - Lecture 1Document24 pagesMAINTENANCE AND RELIABILITY ENGINEERING - Lecture 1K ULAGANATHANNo ratings yet
- PfizerDocument4 pagesPfizerliqu1dcourageNo ratings yet
- ElasticityDocument27 pagesElasticityJames Baryl GarceloNo ratings yet
- Gram-Charlier para Aproximar DensidadesDocument10 pagesGram-Charlier para Aproximar DensidadesAlejandro LopezNo ratings yet
- 16.00 Luc Rudowski, PolysiusDocument14 pages16.00 Luc Rudowski, PolysiusMohd AliNo ratings yet
- 0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFDocument3 pages0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFHOD (MVGR Civil)No ratings yet
- Huntersvsfarmers 131204084857 Phpapp01Document1 pageHuntersvsfarmers 131204084857 Phpapp01Charles BronsonNo ratings yet
- TruShot Product Sheet-05-18 PDFDocument2 pagesTruShot Product Sheet-05-18 PDFAgostina MiniNo ratings yet
- SG LO2 Apply Fertilizer (GoldTown)Document2 pagesSG LO2 Apply Fertilizer (GoldTown)Mayiendlesslove WhiteNo ratings yet
- Rift Valley University Office of The Registrar Registration SlipDocument2 pagesRift Valley University Office of The Registrar Registration SlipHACHALU FAYENo ratings yet
- GT2-71D Amplifier Unit Data SheetDocument3 pagesGT2-71D Amplifier Unit Data SheetKenan HebibovicNo ratings yet
- Remedy Shortcut Keys: Home Solutions & Services Products Partners Support Education ConnectDocument2 pagesRemedy Shortcut Keys: Home Solutions & Services Products Partners Support Education Connectaert5683No ratings yet
- Intra Cell HODocument10 pagesIntra Cell HOMostafa Mohammed EladawyNo ratings yet
- Wills and Succession ReviewerDocument85 pagesWills and Succession ReviewerYoshimata Maki100% (1)