You might also like
- Army Doc For SheldonDocument39 pagesArmy Doc For SheldonPat Rock67% (3)
- Vectra VX-FT Single Swivel Pulley PL PDFDocument7 pagesVectra VX-FT Single Swivel Pulley PL PDFEdivaldo Santos LimaNo ratings yet
- TM9 1755BB EngineDocument331 pagesTM9 1755BB EngineAmiVolatNo ratings yet
- App 6ahandbookDocument58 pagesApp 6ahandbookMuz Murray100% (2)
- Ship Recognition Manual KlingonDocument108 pagesShip Recognition Manual KlingonCody Lees100% (2)
- Catalogo Partes Wester Star 6900DDocument6 pagesCatalogo Partes Wester Star 6900DLaCure ChileNo ratings yet
- MilManual Osiloscope TM-11-6625-2736-14Document311 pagesMilManual Osiloscope TM-11-6625-2736-14jim hendianNo ratings yet
- TB 11-5083-1Document48 pagesTB 11-5083-1maindudenycNo ratings yet
- Army CableTelephoneTM 11 381Document192 pagesArmy CableTelephoneTM 11 381dannoxyzNo ratings yet
- TM 11-6625-524-14 - Voltmeter - AN - URM-145 - 1963 PDFDocument44 pagesTM 11-6625-524-14 - Voltmeter - AN - URM-145 - 1963 PDFWurzel1946No ratings yet
- Ta-300u09-14wsf 120445Document1 pageTa-300u09-14wsf 120445cerberitoNo ratings yet
- German Symbols I I WarDocument360 pagesGerman Symbols I I WarSergio Díaz Guerrero100% (3)
- FKSM 71-8 Brigade Combat Team - Armor-Cav Ref Data - Nov 2005Document128 pagesFKSM 71-8 Brigade Combat Team - Armor-Cav Ref Data - Nov 2005Paul D Carrier100% (3)
- Fusition Technology by Idiot MeDocument55 pagesFusition Technology by Idiot Mepiercinglight621No ratings yet
- Hot Rod Deluxe - Service Manual (1996)Document8 pagesHot Rod Deluxe - Service Manual (1996)Ludwig_ANo ratings yet
- List Instrument Skid Propane: No. Tag Number Description RemarksDocument2 pagesList Instrument Skid Propane: No. Tag Number Description RemarksCuyaa Kubino KioNo ratings yet
- TM9-1828A - Fuel PumpsDocument171 pagesTM9-1828A - Fuel PumpsferdockmNo ratings yet
- BAR Base Shop Data (English, 1943)Document46 pagesBAR Base Shop Data (English, 1943)Ian McCollumNo ratings yet
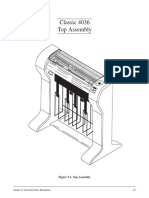
- IPB4036Document16 pagesIPB4036Serge MaciaNo ratings yet
- Navy Aircraft Allowances and Inventory in 1962Document78 pagesNavy Aircraft Allowances and Inventory in 1962VoltaireZero100% (1)
- FM 30-30 Aircraft RecognitionDocument571 pagesFM 30-30 Aircraft Recognitionqcqapgh77480% (2)
- FKSM 71-8 June 2007 Heavy and Infantry Brigade Combat TeamDocument124 pagesFKSM 71-8 June 2007 Heavy and Infantry Brigade Combat TeamPaul D Carrier100% (3)
- Mastil FNDocument223 pagesMastil FNmanuelsaenzNo ratings yet
- MIO Sporty Catalog PartsDocument54 pagesMIO Sporty Catalog PartsJames E. RotoneNo ratings yet
- Mil HDBK 173Document211 pagesMil HDBK 173CrosswolfNo ratings yet
- Titan Range - JTRH Broiler Section: Jade Range Field Service Part ListDocument18 pagesTitan Range - JTRH Broiler Section: Jade Range Field Service Part ListGB BARTOLOMENo ratings yet
- Kac Sr-25 Operator's ManualDocument109 pagesKac Sr-25 Operator's Manualraiderkilo100% (3)
- Catalogo Piezas de LineasDocument22 pagesCatalogo Piezas de LineasclaudioconelseNo ratings yet
- Catalogo Pecas Dr800Document83 pagesCatalogo Pecas Dr800Joao Paulo RamalhoNo ratings yet
- M 110Document122 pagesM 110Filip Velickovic100% (4)
- GI: Anvil of Victory Chit ListDocument11 pagesGI: Anvil of Victory Chit ListasberothNo ratings yet
- Panasonic Broadcast AJ-D455 Mechanical ArtsDocument26 pagesPanasonic Broadcast AJ-D455 Mechanical ArtskarkeraNo ratings yet
- Cold War TanksDocument94 pagesCold War TanksYann BarbierNo ratings yet
- UBE Automotive Lot CatalogDocument28 pagesUBE Automotive Lot CatalogQuan Huynh0% (1)
- Manual Partes h2.0-3.0 XT MastilDocument194 pagesManual Partes h2.0-3.0 XT MastilJavier Barrios Sarricolea100% (1)
- Graderroadmotori 019931 MBPDocument97 pagesGraderroadmotori 019931 MBPblarkins1No ratings yet
- CW 11-1 Ammo, 4.2 Mortar, 1945Document16 pagesCW 11-1 Ammo, 4.2 Mortar, 1945richardwb1No ratings yet
- Modern Battlefield Rules Timothy L. WisnerDocument30 pagesModern Battlefield Rules Timothy L. Wisner420 smerchitNo ratings yet
- CWC WRG OOBs PDFDocument6 pagesCWC WRG OOBs PDFkispatkanyNo ratings yet
- Camaro RPO - VIN DecodeDocument13 pagesCamaro RPO - VIN Decodedjsanchez2No ratings yet
- 2188Document649 pages2188alex ua100% (2)
- 65 Twin Reverb ManualDocument9 pages65 Twin Reverb ManualGerardo PaesanoNo ratings yet
- Daewoo Colour SchemeDocument44 pagesDaewoo Colour SchemeTuniakLesny100% (2)
- A340 Flight Deck and Systems Briefing For Pilots: January 2000 STL 472.502/90 Issue 6Document211 pagesA340 Flight Deck and Systems Briefing For Pilots: January 2000 STL 472.502/90 Issue 6houshang5100% (1)
- War in Ukraine: Volume 4: Main Battle Tanks of Russia and Ukraine, 2014-2023 — Soviet Legacy and Post-Soviet Russian MBTsFrom EverandWar in Ukraine: Volume 4: Main Battle Tanks of Russia and Ukraine, 2014-2023 — Soviet Legacy and Post-Soviet Russian MBTsNo ratings yet
- Artillery of the Warsaw Pact: Weapons and Equipment of the Warsaw Pact, #3From EverandArtillery of the Warsaw Pact: Weapons and Equipment of the Warsaw Pact, #3No ratings yet
- The Big Book of Gun Trivia: Everything you want to know, don’t want to know, and don’t know you need to knowFrom EverandThe Big Book of Gun Trivia: Everything you want to know, don’t want to know, and don’t know you need to knowNo ratings yet
- Wings over Ogaden: The Ethiopian–Somali War, 1978–1979From EverandWings over Ogaden: The Ethiopian–Somali War, 1978–1979Rating: 4.5 out of 5 stars4.5/5 (3)
- Tanks and Armoured Fighting Vehicles in Canada, Province by Province, Volume 1 New BrunswickFrom EverandTanks and Armoured Fighting Vehicles in Canada, Province by Province, Volume 1 New BrunswickNo ratings yet
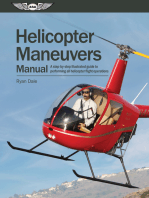
- Helicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsFrom EverandHelicopter Maneuvers Manual: A step-by-step illustrated guide to performing all helicopter flight operationsRating: 5 out of 5 stars5/5 (1)
- Operation KE: The Cactus Air Force and the Japanese Withdrawal from GuadalcanalFrom EverandOperation KE: The Cactus Air Force and the Japanese Withdrawal from GuadalcanalRating: 4 out of 5 stars4/5 (5)
- Ghostriders 1968-1975: "Mors De Caelis" Combat History of the AC-130 Spectre Gunship, Vietnam, Laos, CambodiaFrom EverandGhostriders 1968-1975: "Mors De Caelis" Combat History of the AC-130 Spectre Gunship, Vietnam, Laos, CambodiaNo ratings yet
- Great Lakes Conflagration: Second Congo War, 1998–2003From EverandGreat Lakes Conflagration: Second Congo War, 1998–2003Rating: 4 out of 5 stars4/5 (2)
- Recovery of The Land Plants at Eniwetok Atoll Following A Nuclear DetonationDocument13 pagesRecovery of The Land Plants at Eniwetok Atoll Following A Nuclear DetonationMikeNo ratings yet
- Tool Engineering Jigs and FixturesDocument312 pagesTool Engineering Jigs and FixturesMike100% (5)
- TM 9 4910 459 10Document30 pagesTM 9 4910 459 10MikeNo ratings yet
- Operator's Manual LATHE LeblondDocument97 pagesOperator's Manual LATHE LeblondS280RILEY75% (4)
- Machine Tool DrivesDocument48 pagesMachine Tool DrivesMike100% (1)
- Lee Enfield ManualDocument14 pagesLee Enfield ManualMike100% (5)
- Niles Tool Works CatalogDocument262 pagesNiles Tool Works CatalogDavid SaylorNo ratings yet
- Rolt-Tools For The JobDocument255 pagesRolt-Tools For The JobMike100% (2)
- Details of MachineDocument48 pagesDetails of MachineDarshan DgNo ratings yet
- Alco PamphletDocument26 pagesAlco PamphletMikeNo ratings yet
- TM 9 3416 235 14 and PDocument67 pagesTM 9 3416 235 14 and PMikeNo ratings yet
- TM 9 4910 459 10Document30 pagesTM 9 4910 459 10MikeNo ratings yet
- SVT40 ManualDocument23 pagesSVT40 Manualandy2205No ratings yet
- MG 34Document37 pagesMG 34Csaba GibártiNo ratings yet
- TM 30-606 German Phrase Book 1943Document64 pagesTM 30-606 German Phrase Book 1943Robert Vale100% (2)
- US War Department - Pocket Guide To GermanyDocument27 pagesUS War Department - Pocket Guide To GermanylpardNo ratings yet
- Chapter 1Document12 pagesChapter 1MikeNo ratings yet
- Camouflage Field Training ManualDocument88 pagesCamouflage Field Training ManualMike100% (2)
- Metal Coloring and FinishingDocument48 pagesMetal Coloring and FinishingMikeNo ratings yet
- Lathe and Planer ToolsDocument56 pagesLathe and Planer ToolsMikeNo ratings yet
- Walter J. Keith's Portfolio of Practical Homes 1920Document32 pagesWalter J. Keith's Portfolio of Practical Homes 1920MikeNo ratings yet
- Model Engines and Small BoatsDocument100 pagesModel Engines and Small BoatsMike100% (7)
- Firearms in America 1600 - 1899Document310 pagesFirearms in America 1600 - 1899Mike100% (3)
- Machine Building For Profit and The Flat Turret LatheDocument262 pagesMachine Building For Profit and The Flat Turret LatheMike67% (3)
- Lincoln HomesDocument28 pagesLincoln HomesMikeNo ratings yet
- IA IHC Farmall A B BN Tractors 31 OctoberDocument32 pagesIA IHC Farmall A B BN Tractors 31 OctoberAnthony CoxNo ratings yet
- Old ConcordDocument212 pagesOld ConcordMikeNo ratings yet
- The Rifles Vol. IIIDocument524 pagesThe Rifles Vol. IIIMike100% (4)
- Firearms in America 1600 - 1800Document308 pagesFirearms in America 1600 - 1800Mike100% (6)
- Asme B18.2.2 - 2010Document40 pagesAsme B18.2.2 - 2010leandro_estudo100% (1)
- Why Use Stop CollarsDocument4 pagesWhy Use Stop Collarsdeivy123No ratings yet
- Optional EquipmentDocument45 pagesOptional EquipmentESRANo ratings yet
- Chesterton 280M Installation Manual - ENDocument8 pagesChesterton 280M Installation Manual - ENDikaAnindyajatiNo ratings yet
- Manual Fresadora JetDocument30 pagesManual Fresadora JetDavid Fernan NuñezNo ratings yet
- The IMZ Implant System: IMZ Original 3.3 & 4.0 Non-Hex Flat-TopDocument10 pagesThe IMZ Implant System: IMZ Original 3.3 & 4.0 Non-Hex Flat-TopReem Al BasNo ratings yet
- Steam Humidification Systems ManualDocument52 pagesSteam Humidification Systems Manualسامح الجاسمNo ratings yet
- Parts List MDVN 26k Rev.05 Eng PDFDocument43 pagesParts List MDVN 26k Rev.05 Eng PDFarantesNo ratings yet
- Makita KP0810Document12 pagesMakita KP0810zavaidocNo ratings yet
- Manual MN FX250 300Document26 pagesManual MN FX250 300PemmasaniSrinivasNo ratings yet
- 10-Inch XACTA Saw Deluxe: Operating Instructions and Parts ManualDocument28 pages10-Inch XACTA Saw Deluxe: Operating Instructions and Parts ManualJulio Daniel MoralesNo ratings yet
- MRP Gage Operation Manual Models 1000/2000/3000Document62 pagesMRP Gage Operation Manual Models 1000/2000/3000jose abaNo ratings yet
- Lennox MS8Document111 pagesLennox MS8Pablo Terán SalazarNo ratings yet
- Fisher 4150K 4160K ImDocument36 pagesFisher 4150K 4160K ImAmirouche BenlakehalNo ratings yet
- GDO-11 Instruction ManualDocument24 pagesGDO-11 Instruction ManualDaniel NicholsonNo ratings yet
- CAT Hand Tools CatalogDocument354 pagesCAT Hand Tools CatalogArul Speleo100% (13)
- Escalon Retraible para Camioneta Chevy Silverado/GMC Sierra 1500 2014Document9 pagesEscalon Retraible para Camioneta Chevy Silverado/GMC Sierra 1500 2014Sonia GarciaNo ratings yet
- B20 - SparepartsDocument17 pagesB20 - SparepartsFamilia mantilla rodriguezNo ratings yet
- Socket Head Cap Screws Technical Specifications and Drill SizesDocument3 pagesSocket Head Cap Screws Technical Specifications and Drill Sizesnemi90No ratings yet
- Brikksen Product CatalogDocument129 pagesBrikksen Product CataloghamzadarbarNo ratings yet
- R15M Bja2Document69 pagesR15M Bja2Md. Mohtasim Neaz 2016639660No ratings yet
- BAN 818447 02 PA46-PA47-MPA46-MPA47 enDocument52 pagesBAN 818447 02 PA46-PA47-MPA46-MPA47 enZulfadli RaniNo ratings yet
- Vadi Lal DesaiDocument16 pagesVadi Lal DesaiVadilal Desai & Co.No ratings yet
- Dentium SuperLine II Implantium CatalogDocument130 pagesDentium SuperLine II Implantium CatalogFloare79No ratings yet
- Metric FastenersDocument26 pagesMetric FastenersvijayjaghanNo ratings yet
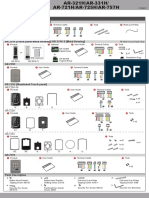
- AR-321H (Touch-Panel Metal Housing)Document8 pagesAR-321H (Touch-Panel Metal Housing)dontseeuseNo ratings yet
- Garage Door Opener Chamberlain Whisper Drive WD822KDDocument40 pagesGarage Door Opener Chamberlain Whisper Drive WD822KDRoss Jacobs100% (1)
- Dillon Precision Square Deal Loading Press InstructionsDocument60 pagesDillon Precision Square Deal Loading Press InstructionsBrian FarmerNo ratings yet
- 4-Way Diverter Valve: Installation, Operation & Maintenance ManualDocument28 pages4-Way Diverter Valve: Installation, Operation & Maintenance Manualluis_grfNo ratings yet
- CE6000 Servie ManualDocument149 pagesCE6000 Servie ManualCriação 3No ratings yet