You might also like
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Reciprocating Compressor Valve DesignDocument15 pagesReciprocating Compressor Valve Designsaikatchoudhuri100% (1)
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDocument8 pagesCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaNo ratings yet
- Recip. CompressorDocument19 pagesRecip. CompressorSubbarayan SaravanakumarNo ratings yet
- Valves Overview Service enDocument12 pagesValves Overview Service enBalraj PadmashaliNo ratings yet
- Superior - Cylinder Databook - ValvesDocument8 pagesSuperior - Cylinder Databook - ValvesJake NavarreteNo ratings yet
- Reduce Oil Leakage with OT Oil Wiper Packing DesignDocument4 pagesReduce Oil Leakage with OT Oil Wiper Packing DesignsaravananknpcNo ratings yet
- Hoerbiger Rings & Packings Training SeminarDocument20 pagesHoerbiger Rings & Packings Training SeminarinamNo ratings yet
- Reciprocating Compressor ValveDocument14 pagesReciprocating Compressor ValvesaikatchoudhuriNo ratings yet
- CT valve handles high speeds in gas compressorsDocument5 pagesCT valve handles high speeds in gas compressorsTu PhamNo ratings yet
- The Sulzer Oil-Free Labyrinth Piston CompressorDocument9 pagesThe Sulzer Oil-Free Labyrinth Piston CompressorAlex Kulik100% (1)
- Compressor Valve Reference DataDocument3 pagesCompressor Valve Reference DataHusnu KusumaNo ratings yet
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocument18 pagesEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuressanjeevvangeNo ratings yet
- 03 Product OverviewDocument44 pages03 Product OverviewMamdouh ElhanafyNo ratings yet
- Mhi Integrally Geared CompressorsDocument6 pagesMhi Integrally Geared CompressorscandhareNo ratings yet
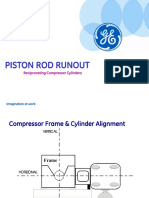
- 09-Compressor Piston Rod Runout-1Document38 pages09-Compressor Piston Rod Runout-1Muhammad Asad100% (2)
- Ariel J. Lubrication System-03 04 04Document43 pagesAriel J. Lubrication System-03 04 04Manuel LiñeiroNo ratings yet
- Reciprocating Compressor DiagnosticsDocument4 pagesReciprocating Compressor DiagnosticsChandra ShekarNo ratings yet
- Is Rod Drop Measurement Right For My CompressorDocument4 pagesIs Rod Drop Measurement Right For My CompressorMadhana GopalNo ratings yet
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocument22 pagesReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (3)
- Elliott CompressorsDocument7 pagesElliott CompressorsQuarkantNo ratings yet
- Best Maintenance Practices - Centrifugal & Reciprocating CompressorsDocument6 pagesBest Maintenance Practices - Centrifugal & Reciprocating Compressorsmsaadi717No ratings yet
- Check Valves Brochure AmericasDocument6 pagesCheck Valves Brochure AmericasJanaina AssunçãoNo ratings yet
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniNo ratings yet
- Improve force feed lubrication upgradesDocument8 pagesImprove force feed lubrication upgradesdiego yecid millan mendozaNo ratings yet
- Hydrocom: High Energy Savings and Excellent ControllabilityDocument8 pagesHydrocom: High Energy Savings and Excellent Controllabilityrahilshah100No ratings yet
- Sundyne Pump Iso13709 API617 OH6 LMV 313 Maintenance Manual SpanishDocument82 pagesSundyne Pump Iso13709 API617 OH6 LMV 313 Maintenance Manual SpanishGanesh UpadhyayaNo ratings yet
- KT Components E 01Document8 pagesKT Components E 01Mvk RajuNo ratings yet
- Turbomachinery Centrifugal Compressors: Class 13Document70 pagesTurbomachinery Centrifugal Compressors: Class 13Manoj BaishyaNo ratings yet
- Difference Between API 611 and API 612 - Mechanical Engineering SiteDocument8 pagesDifference Between API 611 and API 612 - Mechanical Engineering SiteAlfredo VelasquezNo ratings yet
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaNo ratings yet
- 04 SRL MaintenanceDocument94 pages04 SRL Maintenancerana usman100% (1)
- Compressor piston rings and rider rings guideDocument22 pagesCompressor piston rings and rider rings guidemauricioNo ratings yet
- VOITH Vorecon Variable Speed Panetary GearDocument8 pagesVOITH Vorecon Variable Speed Panetary GearFrank PuchiNo ratings yet
- Compact Equalizing Tilting Pad Thrust Bearings-CE ...Document14 pagesCompact Equalizing Tilting Pad Thrust Bearings-CE ...Sirish Shrestha100% (1)
- Reciprocating Compressor Seals Partner Savings From LEP UpgradesDocument20 pagesReciprocating Compressor Seals Partner Savings From LEP UpgradesVIJAYIOCL100% (2)
- 1 - Cylinder RingsDocument36 pages1 - Cylinder RingsVIJAYIOCL100% (1)
- Intro To Centrifugal Compressor ComponentsDocument7 pagesIntro To Centrifugal Compressor ComponentsMuhammad Ridhwan100% (2)
- Training - Flowserve Apm Pump CW Pump Part3Document4 pagesTraining - Flowserve Apm Pump CW Pump Part3hasan099No ratings yet
- BCL506Document1 pageBCL506hakimsalimiNo ratings yet
- MKT.503 - Elliott Turbomachinery For Refineries PDFDocument8 pagesMKT.503 - Elliott Turbomachinery For Refineries PDFMilan TrengovskiNo ratings yet
- Reciprocating Compressors GuideDocument21 pagesReciprocating Compressors GuideSaeed AhmedNo ratings yet
- JGR JGJ enDocument137 pagesJGR JGJ enKarlosant MJ100% (1)
- NUOVO PIGNONE Compressor Spares (2010-37)Document4 pagesNUOVO PIGNONE Compressor Spares (2010-37)sianas1706No ratings yet
- Screw CompDocument6 pagesScrew ComplaxminarayanNo ratings yet
- Samson PRV Mounting and Operating InstructionDocument20 pagesSamson PRV Mounting and Operating InstructionRick CalaguiNo ratings yet
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqNo ratings yet
- Datum Compressor Cut PDFDocument1 pageDatum Compressor Cut PDFJ.SIVIRANo ratings yet
- Type 28 Gas Seals System Presentation PDFDocument108 pagesType 28 Gas Seals System Presentation PDFlogicloverNo ratings yet
- Diaphragm Pump Seminar ReportDocument58 pagesDiaphragm Pump Seminar ReportMahaManthraNo ratings yet
- Unit 8 Reciprocatng Compressors: StructureDocument26 pagesUnit 8 Reciprocatng Compressors: StructureRakeshKrNo ratings yet
- Elliott Single Stage CompressorsDocument8 pagesElliott Single Stage CompressorsEdson França RodriguesNo ratings yet
- Estudos de Casos - Revamps & Upgrades HOERBIGERDocument11 pagesEstudos de Casos - Revamps & Upgrades HOERBIGERJoseNo ratings yet
- Centrifugal CompressorsDocument27 pagesCentrifugal CompressorsMike Mukesh100% (1)
- Reciprocating Compressor Theory PDFDocument33 pagesReciprocating Compressor Theory PDFyeshig200083% (6)
- Compressor Training ModuleDocument29 pagesCompressor Training ModuleHyundianto AgNo ratings yet
- Pnumatic Load Lifter ProjectDocument24 pagesPnumatic Load Lifter ProjectNitin Sakpal100% (1)
- Ring and Packing enDocument24 pagesRing and Packing enGeorge DomNo ratings yet
- Compressor FoundationsDocument11 pagesCompressor FoundationsararratiNo ratings yet
- Capacity Control of Reciprocating Compressors Used in RefrigeratiDocument9 pagesCapacity Control of Reciprocating Compressors Used in RefrigeratiGeorge DomNo ratings yet
- Polymer ScienceDocument255 pagesPolymer ScienceGeorge Dom100% (1)
- Sunon DC Brushless Fan & Blower - (190-E)Document88 pagesSunon DC Brushless Fan & Blower - (190-E)1cisco1No ratings yet
- Classification of The MeansDocument5 pagesClassification of The Meanserichamilt0n100% (2)
- Movement of The EarthDocument21 pagesMovement of The EarthAqilah Taufik100% (1)
- Assignment - 3 (17MAT41)Document2 pagesAssignment - 3 (17MAT41)Mayank Saini0% (1)
- Hydraulic Power Unit Cum Control Panel: Sheet No. 1 of 1Document1 pageHydraulic Power Unit Cum Control Panel: Sheet No. 1 of 1rakeshsundaramurthyNo ratings yet
- Lap Reoprt 1Document9 pagesLap Reoprt 1api-350815927No ratings yet
- Committed To Quality Assurance And Certified In Accordance With DIN EN ISO 9001 08.94Document8 pagesCommitted To Quality Assurance And Certified In Accordance With DIN EN ISO 9001 08.94อุดมเดช ปานเงินNo ratings yet
- Secondary or Machining ProcessDocument49 pagesSecondary or Machining ProcessHar QuinNo ratings yet
- Lm331 AppnoteDocument8 pagesLm331 AppnoteEward KenNo ratings yet
- LYSAGHT Klip Lok Optima Sep 2010Document12 pagesLYSAGHT Klip Lok Optima Sep 2010Ramius HamdaniNo ratings yet
- Introduction To Chemical CleaningDocument28 pagesIntroduction To Chemical Cleaningmordidomi0% (1)
- Duhem The Aim and Structure of Physical Theory Part II CH 6 PDFDocument24 pagesDuhem The Aim and Structure of Physical Theory Part II CH 6 PDFxompistasNo ratings yet
- 20220606-03 Bombilla de Referencia - Prueba #1 - Después Del ADocument11 pages20220606-03 Bombilla de Referencia - Prueba #1 - Después Del Ajesus sanchezNo ratings yet
- Simple Lifting Machines MyDocument14 pagesSimple Lifting Machines MyAkash SinghNo ratings yet
- Analysis of Benzoic Acid Kinetics Using Temperature vs Time GraphsDocument3 pagesAnalysis of Benzoic Acid Kinetics Using Temperature vs Time GraphssnowinceptionNo ratings yet
- Multi-Traffic Scene Perception Based On Supervised LearningDocument10 pagesMulti-Traffic Scene Perception Based On Supervised LearningChandhu DasariNo ratings yet
- PV LimitDocument9 pagesPV Limitadam100% (1)
- Micro Diaphragm Gas Sampling Pumps: Operating and Installation InstructionsDocument12 pagesMicro Diaphragm Gas Sampling Pumps: Operating and Installation Instructionssunilsheelavant100% (1)
- Toxic Gas DetectorDocument6 pagesToxic Gas DetectorKvakumarv Vallatharasu100% (1)
- Orientation of Students to Science TopicsDocument115 pagesOrientation of Students to Science TopicsShaynie Mhe Amar AntonioNo ratings yet
- Ee 303 Pti Version 34 Power Flow Project Fall 2018Document2 pagesEe 303 Pti Version 34 Power Flow Project Fall 2018api-458050099No ratings yet
- White-IntroductionToAtomicSpectra Text PDFDocument472 pagesWhite-IntroductionToAtomicSpectra Text PDFShital SahareNo ratings yet
- PHY 102 Quantum Physics Wave Functions and the Schrodinger EquationDocument24 pagesPHY 102 Quantum Physics Wave Functions and the Schrodinger EquationSuhardi EffendyNo ratings yet
- William Tell LiteracyDocument29 pagesWilliam Tell LiteracyAndrés Romero SeguraNo ratings yet
- Surveying Lecture 1Document39 pagesSurveying Lecture 1Ruel Torres50% (4)
- GE6251 Basic Civil and Mechanical Engineering Regulation 2013 Lecture NotesDocument112 pagesGE6251 Basic Civil and Mechanical Engineering Regulation 2013 Lecture NotesSasi Dharan100% (1)
- ME304 HOMEWORK 3Document3 pagesME304 HOMEWORK 3Steve KrodaNo ratings yet
- Determine COP of a Heat Pump/Refrigeration MachineDocument2 pagesDetermine COP of a Heat Pump/Refrigeration MachineJeremy Tay0% (2)
- 2.PV Semisolid Fda PDFDocument37 pages2.PV Semisolid Fda PDFYuli SukmawatiNo ratings yet
- CBSE Class 9 Work and Energy PDFDocument5 pagesCBSE Class 9 Work and Energy PDFRitesh PandeyNo ratings yet