You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Introduction To Interferometric Optical TestingDocument109 pagesIntroduction To Interferometric Optical Testingbitconcepts9781No ratings yet
- Introduction To Interferometric Optical TestingDocument109 pagesIntroduction To Interferometric Optical Testingbitconcepts9781No ratings yet
- Rotating Shaft Whirling of ShaftDocument8 pagesRotating Shaft Whirling of ShaftGinu Thomas100% (1)
- Nuclear Radioactivity WorksheetDocument3 pagesNuclear Radioactivity Worksheet14569874No ratings yet
- Construction Companies in IndiaDocument11 pagesConstruction Companies in Indiashobhit.goel33% (3)
- Ricoh 2090Document832 pagesRicoh 2090cosmin176100% (1)
- Grouting in Rock TunnellingDocument161 pagesGrouting in Rock TunnellingOanaNo ratings yet
- Nasa HDBK 7005Document249 pagesNasa HDBK 7005karlsweitzerNo ratings yet
- Seal Design GuideDocument119 pagesSeal Design GuideaytepeNo ratings yet
- Pointing and Tracking ErrorsDocument9 pagesPointing and Tracking Errorsbitconcepts9781No ratings yet
- Arl Bearing AnalysisDocument54 pagesArl Bearing Analysisbitconcepts9781No ratings yet
- Cabinet Cooling and VentilationDocument6 pagesCabinet Cooling and Ventilationbitconcepts9781No ratings yet
- Polarization of Light ExplainedDocument28 pagesPolarization of Light ExplainedPavithra SridharNo ratings yet
- Fan Engineering Handbook - NMB TechnologiesDocument23 pagesFan Engineering Handbook - NMB Technologiesbitconcepts9781No ratings yet
- Chemical Agent Resistant Coating (CARC) : MilsprayDocument6 pagesChemical Agent Resistant Coating (CARC) : Milspraybitconcepts9781No ratings yet
- Cabinet Cooling and VentilationDocument6 pagesCabinet Cooling and Ventilationbitconcepts9781No ratings yet
- Chemical Agent Resistant Coating (CARC) : MilsprayDocument6 pagesChemical Agent Resistant Coating (CARC) : Milspraybitconcepts9781No ratings yet
- Process Mil. Spec. Thickness Comments Chrome Qqc-320BDocument3 pagesProcess Mil. Spec. Thickness Comments Chrome Qqc-320Bmahaprabhu78No ratings yet
- Introduction To Fiber OpticsDocument24 pagesIntroduction To Fiber OpticskuldeepluvaniNo ratings yet
- Optical Fiber Loss and AttenuationDocument17 pagesOptical Fiber Loss and Attenuationbitconcepts9781No ratings yet
- Tipos de Espacios en MatemáticasDocument34 pagesTipos de Espacios en MatemáticasInst Robert Díaz RiemannNo ratings yet
- 1 - An Approach To Quantum MechanicsDocument10 pages1 - An Approach To Quantum Mechanicsbitconcepts9781No ratings yet
- Optical Ring Resonators For BiochemicalDocument7 pagesOptical Ring Resonators For Biochemicalbitconcepts9781No ratings yet
- 791S20L04.ballistic Entry PDFDocument49 pages791S20L04.ballistic Entry PDFbitconcepts9781No ratings yet
- 791S20L03.rocket Perf PDFDocument56 pages791S20L03.rocket Perf PDFbitconcepts9781No ratings yet
- CALIPSO Lidar Description and Performance Assessment: OlumeDocument15 pagesCALIPSO Lidar Description and Performance Assessment: Olumebitconcepts9781No ratings yet
- Mechanical ThrombectomyThrombolysis - Endovascular TodayDocument7 pagesMechanical ThrombectomyThrombolysis - Endovascular Todaybitconcepts9781No ratings yet
- Dirac's Bra and Ket Notation ExplainedDocument15 pagesDirac's Bra and Ket Notation ExplainedluizmiraNo ratings yet
- 791S20L06 Aerodynamics PDFDocument30 pages791S20L06 Aerodynamics PDFbitconcepts9781No ratings yet
- 791S20L10 Reliability PDFDocument47 pages791S20L10 Reliability PDFbitconcepts9781No ratings yet
- 791S20L04.ballistic Entry PDFDocument49 pages791S20L04.ballistic Entry PDFbitconcepts9781No ratings yet
- 791S20L06 Aerodynamics PDFDocument30 pages791S20L06 Aerodynamics PDFbitconcepts9781No ratings yet
- Thermodynamic & Chemical Equil PDFDocument710 pagesThermodynamic & Chemical Equil PDFbitconcepts9781No ratings yet
- A Finite Element Method Used For Contact Analysis of Rolling BearingsDocument13 pagesA Finite Element Method Used For Contact Analysis of Rolling Bearingsbitconcepts9781No ratings yet
- Ieee 1346-1998Document45 pagesIeee 1346-1998pepitorodirguez100% (1)
- Multi-disciplinary profile of IS/IT outsourcing researchDocument47 pagesMulti-disciplinary profile of IS/IT outsourcing researchIsabel MirandaNo ratings yet
- Sennheiser MD 441Document2 pagesSennheiser MD 441ndujaNo ratings yet
- Study of Buffer Overflows and Keyloggers in The Linux Operating SystemDocument8 pagesStudy of Buffer Overflows and Keyloggers in The Linux Operating Systemrobyrulz100% (1)
- Flyer M 10id 12 ENDocument2 pagesFlyer M 10id 12 ENTrevor SalazarNo ratings yet
- Ejercicios Propuestos Temas Hasta Primer PrevioDocument2 pagesEjercicios Propuestos Temas Hasta Primer PrevioJuan De DiosNo ratings yet
- Wrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaDocument5 pagesWrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaEdison EspinalNo ratings yet
- Appendix B - Design Examples: B.1 Multi-Span Precast Concrete Girder Made Continuous With Composite DeckDocument35 pagesAppendix B - Design Examples: B.1 Multi-Span Precast Concrete Girder Made Continuous With Composite DeckMICHAEL TADESSENo ratings yet
- You Yangs RP Visitor GuideDocument2 pagesYou Yangs RP Visitor GuideSomaNo ratings yet
- Dokumen - Tips Carte Ford C Max 2007Document278 pagesDokumen - Tips Carte Ford C Max 2007Rostás MiklósNo ratings yet
- Manual Huawei Hg655bDocument36 pagesManual Huawei Hg655bAnonymous nJm0Ff8z0sNo ratings yet
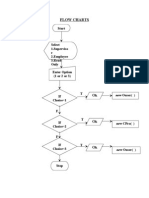
- Flow Charts Option: StartDocument13 pagesFlow Charts Option: StartbalabooksNo ratings yet
- Premium Swab Rigs Since 1925Document8 pagesPremium Swab Rigs Since 1925fabricio3fabricio-1No ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument12 pagesFM Global Property Loss Prevention Data Sheets: List of Figuresdaniela hritucNo ratings yet
- Ee09 704 - Electrical Machine Design Model QPDocument2 pagesEe09 704 - Electrical Machine Design Model QPGīřïşh McNo ratings yet
- Fall Protection Marking GuidelinesDocument2 pagesFall Protection Marking GuidelinescuervohijoguachoNo ratings yet
- Formulation - Beton - Dreux - Gorisse Good - Fr.enDocument9 pagesFormulation - Beton - Dreux - Gorisse Good - Fr.enRabnawaz ImamNo ratings yet
- Trigonox101 PdsDocument3 pagesTrigonox101 PdsPaula RiveraNo ratings yet
- List of Diagnostic Trouble Code (DTC)Document5 pagesList of Diagnostic Trouble Code (DTC)Dev Vrat BohraNo ratings yet
- DESIGN II - ChemTran General Reference GuideDocument332 pagesDESIGN II - ChemTran General Reference GuideDebabrata MitraNo ratings yet
- Vismat Material V-Ray For SketchupDocument19 pagesVismat Material V-Ray For SketchupAmer GonzalesNo ratings yet
- Cryx Necro Energy NecrotiteDocument2 pagesCryx Necro Energy NecrotitecameronhyndmanNo ratings yet
- Reliance Jio Industry AnalysisDocument45 pagesReliance Jio Industry AnalysisBhavya BhartiNo ratings yet
- A JIT Lot Splitting Model For Supply Chain Management Enhancing Buyer Supplier Linkage 2003 International Journal of Production EconomicsDocument10 pagesA JIT Lot Splitting Model For Supply Chain Management Enhancing Buyer Supplier Linkage 2003 International Journal of Production EconomicsDaniel Renaldo SimanjuntakNo ratings yet
- PARTSDocument10 pagesPARTSTestrooteNo ratings yet
- Fisher Poistioner CatalogueDocument12 pagesFisher Poistioner CatalogueUsama IqbalNo ratings yet