You might also like
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Steel Catenary Risers InstallationDocument30 pagesSteel Catenary Risers InstallationseantbtNo ratings yet
- Sciencedirect: Jean Chung, Régis Wallerand, Morgane Hélias-BraultDocument13 pagesSciencedirect: Jean Chung, Régis Wallerand, Morgane Hélias-BraultAdilhakimin AnwarNo ratings yet
- Deepwater Riser InstallationDocument9 pagesDeepwater Riser InstallationekhwanhakimNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Piping Inspection ProcedureDocument9 pagesPiping Inspection ProcedureImam Buchairi100% (2)
- Python For Financial Analysis Ebook 2021Document82 pagesPython For Financial Analysis Ebook 2021Tee Shi Feng100% (1)
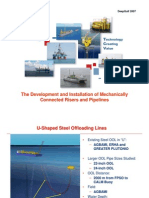
- Mechanically Connected Risers and Pipelines for Deepwater ProjectsDocument20 pagesMechanically Connected Risers and Pipelines for Deepwater ProjectsalbertofgvNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Difference Between WPS and PQR - Difference BetweenDocument3 pagesDifference Between WPS and PQR - Difference BetweenLorenzoNo ratings yet
- Flowlines and Well Gas Lift LinesDocument4 pagesFlowlines and Well Gas Lift LinesDaniel Dambo100% (1)
- Presentacion de Zap LokDocument38 pagesPresentacion de Zap Lokcreyesdear3978No ratings yet
- Use Underwater Dry WeldingDocument19 pagesUse Underwater Dry Weldingvendry mofuNo ratings yet
- CRA Material PDFDocument114 pagesCRA Material PDFsenthil_kr100% (3)
- DSS Welding Best Practices PDFDocument4 pagesDSS Welding Best Practices PDFpkn_pnt9950No ratings yet
- ISOtankDocument21 pagesISOtankFernando Pereira Jr100% (1)
- 9 EÈ Ú ºÃ ÄÑ Ï°×ÊÁÏDocument80 pages9 EÈ Ú ºÃ ÄÑ Ï°×ÊÁÏnabil160874100% (2)
- SHELL - Provision of FPSO Integrity and Specialized Pipeline Inspection and Maintenance Services On Bonga - 20221002Document4 pagesSHELL - Provision of FPSO Integrity and Specialized Pipeline Inspection and Maintenance Services On Bonga - 20221002Wale OyeludeNo ratings yet
- Underwater Welding Seminar ReportDocument22 pagesUnderwater Welding Seminar ReportHare Govind MahatoNo ratings yet
- Procedure for Phased Array and TOFD Ultrasonic Examination of Butt WeldsDocument40 pagesProcedure for Phased Array and TOFD Ultrasonic Examination of Butt Weldsrupam100% (6)
- Api 510Document24 pagesApi 510maani7zeroNo ratings yet
- Excel 4.0 Macro Functions Reference PDFDocument653 pagesExcel 4.0 Macro Functions Reference PDFSatyendra SinghNo ratings yet
- BP West Nile DeltaDocument2 pagesBP West Nile DeltaMohamed Farag MostafaNo ratings yet
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Assessment of Flaws in Pipe Girth WeldsDocument17 pagesAssessment of Flaws in Pipe Girth Weldssherviny100% (1)
- Existing Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3Document8 pagesExisting Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3MitchellgranyNo ratings yet
- Underwater WeldingDocument4 pagesUnderwater WeldingdhmbasNo ratings yet
- Sulphuric Acid Plant Criteria for Reliable ConstructionDocument24 pagesSulphuric Acid Plant Criteria for Reliable ConstructionYalamati SatyanarayanaNo ratings yet
- Kamran AlasgarovDocument60 pagesKamran Alasgarovissam issamNo ratings yet
- Top Tensioned RiserDocument1 pageTop Tensioned RiserShen YenNo ratings yet
- CMT Revolutionizes Pipeline WeldingDocument3 pagesCMT Revolutionizes Pipeline Weldingargentino_ar01No ratings yet
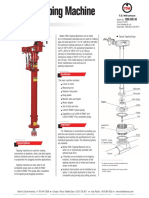
- 760C Tapping MachineDocument6 pages760C Tapping MachineTunjung Wicaksana RanukusumaNo ratings yet
- Advances in Steel Catenary Riser DesignDocument5 pagesAdvances in Steel Catenary Riser Designdfal13No ratings yet
- 2020 - Interactive Ecommerce-1 PDFDocument53 pages2020 - Interactive Ecommerce-1 PDFTee Shi FengNo ratings yet
- Strain Concentration at Girth WeldsDocument205 pagesStrain Concentration at Girth WeldsingrclNo ratings yet
- Otc19676 SurfDocument0 pagesOtc19676 SurfAnonymous OFP2ygPIdNo ratings yet
- Neptune - NEPSYS Underwater Repair - Information Feb 2011Document33 pagesNeptune - NEPSYS Underwater Repair - Information Feb 2011Antoni Muhammad100% (1)
- Visual Inspection of Large Electric GeneratorsDocument28 pagesVisual Inspection of Large Electric Generatorsemailsepamku gorgomNo ratings yet
- Weld Defect Wall ChartDocument6 pagesWeld Defect Wall ChartMuhammad Attaulla KhanNo ratings yet
- Hazop Surface Gas and Mud Handling Systems During Drilling OperationsDocument14 pagesHazop Surface Gas and Mud Handling Systems During Drilling OperationsTee Shi FengNo ratings yet
- Inspection Test Record jacket pre-loadoutDocument1 pageInspection Test Record jacket pre-loadoutMomo ItachiNo ratings yet
- BAM Clough Woodside LNG JettyDocument2 pagesBAM Clough Woodside LNG JettyjomafebaNo ratings yet
- OMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersDocument5 pagesOMAE2012-8: Fatigue Life Analysis For A Steel Catenary Riser in Ultra-Deep WatersdmlsfmmNo ratings yet
- 16 0 en Wet Welding ExplainedDocument4 pages16 0 en Wet Welding ExplainedcuxuanchieuNo ratings yet
- Underwater welding dangers and hyperbaric welding guideDocument10 pagesUnderwater welding dangers and hyperbaric welding guideVitorHugoNo ratings yet
- Msds NitrogenDocument10 pagesMsds NitrogenNga JengjeheNo ratings yet
- 110919clough PresentationDocument52 pages110919clough PresentationPachern YangyuenNo ratings yet
- IMCA-Event-2018-09-27 - Presentation 7 - Understanding Your Limits (Subsea7) PDFDocument21 pagesIMCA-Event-2018-09-27 - Presentation 7 - Understanding Your Limits (Subsea7) PDFsatrio aryoNo ratings yet
- Difference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyDocument18 pagesDifference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyRahul DubeyNo ratings yet
- 9607 BRO 0008 03 Flexible Riser Brochure SCREENDocument4 pages9607 BRO 0008 03 Flexible Riser Brochure SCREENsiswoutNo ratings yet
- Meelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Document31 pagesMeelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Jim GrayNo ratings yet
- ASME SEC. IX WPS & PQR Check ListDocument2 pagesASME SEC. IX WPS & PQR Check Listsajeed76740No ratings yet
- Hydrogen CrackingDocument4 pagesHydrogen CrackingChetanPatilNo ratings yet
- PPL Su 1050 O.1Document56 pagesPPL Su 1050 O.1olalekanNo ratings yet
- Flexible Pipe July 2015 WebDocument12 pagesFlexible Pipe July 2015 WebravikrsNo ratings yet
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- FPSO ReportDocument16 pagesFPSO ReportLe Anh DangNo ratings yet
- Fatigue Performance of Sour Deepwater Riser WeldsDocument21 pagesFatigue Performance of Sour Deepwater Riser WeldsshervinyNo ratings yet
- REE Panning Ipelines: R P DNV-RP-F105Document39 pagesREE Panning Ipelines: R P DNV-RP-F105Paula CamargosNo ratings yet
- China Floating Roof TanksDocument4 pagesChina Floating Roof TanksjavadNo ratings yet
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Offshore Rope TestingDocument4 pagesOffshore Rope TestingYulkyung SungNo ratings yet
- Pipeline integrity program assessmentDocument51 pagesPipeline integrity program assessmentCris Gaucho100% (1)
- SS-COAT 909 Silver Zinc Coat Aerosol BulkDocument3 pagesSS-COAT 909 Silver Zinc Coat Aerosol BulkhaharameshNo ratings yet
- CPDocument55 pagesCParianaseri100% (2)
- Underwater Welding EssayDocument11 pagesUnderwater Welding Essayapi-248835946No ratings yet
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Rig Design Project ReportDocument12 pagesRig Design Project ReportEva BatrisyaNo ratings yet
- Power of The Ocean 2 With AfL EnglishDocument33 pagesPower of The Ocean 2 With AfL EnglishTee Shi FengNo ratings yet
- What Are Comorbidities-And How Do They Affect COVID-19Document1 pageWhat Are Comorbidities-And How Do They Affect COVID-19Tee Shi FengNo ratings yet
- 7 Leading Machine Learning Use CasesDocument11 pages7 Leading Machine Learning Use CasesUGNo ratings yet
- Overview of Today's Class: 15.010: Economic Analysis For Business DecisionsDocument9 pagesOverview of Today's Class: 15.010: Economic Analysis For Business DecisionsHein Thu AungNo ratings yet
- Japan Vacations Adventures by DisneyDocument23 pagesJapan Vacations Adventures by DisneyTee Shi FengNo ratings yet
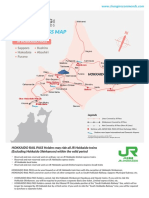
- HokkaidocontentmapDocument1 pageHokkaidocontentmapTee Shi FengNo ratings yet
- 01 The Web Developer Bootcamp PDFDocument9 pages01 The Web Developer Bootcamp PDFEnrique Mejia FlorezNo ratings yet
- Main Riser Pull-In Winch: Refernce For CalculationsDocument1 pageMain Riser Pull-In Winch: Refernce For CalculationsTee Shi FengNo ratings yet
- DPS O&m Manual 100576Document42 pagesDPS O&m Manual 100576Tee Shi FengNo ratings yet
- DIN 55474 Calculation Moisture Protection ElectronicsDocument3 pagesDIN 55474 Calculation Moisture Protection ElectronicsTee Shi FengNo ratings yet
- Elegance-Ducted-19 11 19Document2 pagesElegance-Ducted-19 11 19Tee Shi FengNo ratings yet
- L3 Steering Gear PDFDocument4 pagesL3 Steering Gear PDFTee Shi FengNo ratings yet
- Mcgregor Steering GearDocument2 pagesMcgregor Steering GearTee Shi FengNo ratings yet
- Surge Motion of Mini TLP in Random Seas - Comparison Between Experiment and TheoryDocument8 pagesSurge Motion of Mini TLP in Random Seas - Comparison Between Experiment and TheoryTee Shi FengNo ratings yet
- Steering and Stabilisation Brochure PDFDocument24 pagesSteering and Stabilisation Brochure PDFhihihiNo ratings yet
- Bop Mux Control System - OeaneeringDocument9 pagesBop Mux Control System - OeaneeringTee Shi FengNo ratings yet
- True vs. Apparent PowerDocument9 pagesTrue vs. Apparent PowerAnonymous 9feJpOwNo ratings yet
- Time-Domain Coupled Analysis of Deepwater TLP, and Verification Against Model TestsDocument8 pagesTime-Domain Coupled Analysis of Deepwater TLP, and Verification Against Model TestsTee Shi FengNo ratings yet
- Prediction of TLP Responses Model Tests Vs AnalysisDocument16 pagesPrediction of TLP Responses Model Tests Vs AnalysisTee Shi FengNo ratings yet
- Use of The Dual-Activity Drillship As A Field Development ToolDocument15 pagesUse of The Dual-Activity Drillship As A Field Development ToolTee Shi FengNo ratings yet
- TLP Hull - Tendon - Riser Coupled Dynamic Analysis in Deepwater PDFDocument7 pagesTLP Hull - Tendon - Riser Coupled Dynamic Analysis in Deepwater PDFZylyn KuaNo ratings yet
- TLP Global Motion Performance Analysis ProceduresDocument8 pagesTLP Global Motion Performance Analysis ProceduresTee Shi FengNo ratings yet
- TLP Rigid Riser Case StudyDocument6 pagesTLP Rigid Riser Case StudyTee Shi FengNo ratings yet
- Integrated Global Performance Analysis of Matterhorn SeaStar TLPDocument11 pagesIntegrated Global Performance Analysis of Matterhorn SeaStar TLPTee Shi FengNo ratings yet
- Impact of Coupled Analysis On Global Performance of Deep Water Tlp'sDocument14 pagesImpact of Coupled Analysis On Global Performance of Deep Water Tlp'sTee Shi FengNo ratings yet
- NG22 282 CST PSL 100011 - Revc0Document9 pagesNG22 282 CST PSL 100011 - Revc0Theophilus OrupaboNo ratings yet
- Electro Fusion Welding ProcedureDocument6 pagesElectro Fusion Welding ProcedureAlok GiriNo ratings yet
- Curiculum Vitae DandiDocument1 pageCuriculum Vitae DandiBayu JatmikoNo ratings yet
- BBA Cert Proofex OGP ORG OFB Sep 2015Document9 pagesBBA Cert Proofex OGP ORG OFB Sep 2015fandy sipataNo ratings yet
- KNOC - Surface Pre and Painting ProcedureDocument32 pagesKNOC - Surface Pre and Painting Procedureminhhieu.qc100% (1)
- Updated Up To ACS 38 Dtd. 14.01.2020Document368 pagesUpdated Up To ACS 38 Dtd. 14.01.2020Hermann LoweNo ratings yet
- Metals Industry Journals&MagazinesDocument9 pagesMetals Industry Journals&MagazinesSarav AnanNo ratings yet
- Din 1.4003Document2 pagesDin 1.4003Dhaniel100% (1)
- Is.814.2004 16Document1 pageIs.814.2004 16Anonymous vwbLPTpjNo ratings yet
- 199 Imi EkoguardDocument2 pages199 Imi EkoguardEngr KamalNo ratings yet
- Design of Welds JointsDocument46 pagesDesign of Welds JointsSreejith S NairNo ratings yet
- TGN-D-04 Distortion Control in ShipbuildingDocument9 pagesTGN-D-04 Distortion Control in ShipbuildingKomkamol ChongbunwatanaNo ratings yet
- Automelt S33Document2 pagesAutomelt S33gopuvinu4uNo ratings yet
- IIT GUWAHATI Lec1Document25 pagesIIT GUWAHATI Lec1DCNo ratings yet
- Jindal PantherDocument11 pagesJindal PantherkaushiknashitNo ratings yet
- Interview Type Question Manufacturing PDFDocument4 pagesInterview Type Question Manufacturing PDFSourav KayalNo ratings yet
- PARS DIGITIG PSQ 400 AC DC2e67806dDocument2 pagesPARS DIGITIG PSQ 400 AC DC2e67806dhamy86No ratings yet
- Catálogo Rexnord IngenieríaDocument152 pagesCatálogo Rexnord IngenieríaCésar VásquezNo ratings yet
- Imo PSPCDocument14 pagesImo PSPCFrancis VicencioNo ratings yet
- How To Weld 316 Stainless SteelDocument3 pagesHow To Weld 316 Stainless Steel10161016No ratings yet
- A Study On Rotary Friction Welding of Titanium AllDocument10 pagesA Study On Rotary Friction Welding of Titanium AllmadhukarNo ratings yet