You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Filipino FamilyDocument11 pagesThe Filipino FamilyTiger Knee97% (37)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ScreenwritingDocument432 pagesScreenwritingkunalt09100% (4)
- Cult of KUDocument31 pagesCult of KUEli GiudiceNo ratings yet
- Mafia Bride by CD Reiss (Reiss, CD)Document200 pagesMafia Bride by CD Reiss (Reiss, CD)Aurniaa InaraaNo ratings yet
- Design of Helical Antennas For 433 MHZ Radio Telemetry Ground Station and Uav (Unmanned Aerial Vehicle)Document7 pagesDesign of Helical Antennas For 433 MHZ Radio Telemetry Ground Station and Uav (Unmanned Aerial Vehicle)Tiara Nira SariNo ratings yet
- Automorphic Representations and L-Functions For The General Linear Group - Volume 2cDocument210 pagesAutomorphic Representations and L-Functions For The General Linear Group - Volume 2cluisufspaiandreNo ratings yet
- Typical Outloading SystemDocument1 pageTypical Outloading Systemcumpio425428No ratings yet
- Storm Surge Typhoon RubyDocument5 pagesStorm Surge Typhoon Rubycumpio425428No ratings yet
- 30,000 DWT Dolomite Outloading FacilityDocument2 pages30,000 DWT Dolomite Outloading Facilitycumpio425428No ratings yet
- Barchart SteleronDocument4 pagesBarchart Steleroncumpio425428No ratings yet
- PPA Panganiban PortDocument1 pagePPA Panganiban Portcumpio425428No ratings yet
- Abcumpio MJV DP BillingDocument1 pageAbcumpio MJV DP Billingcumpio425428No ratings yet
- Telequip Inc. bid proposal review September 2015Document1 pageTelequip Inc. bid proposal review September 2015cumpio425428No ratings yet
- Auxin Price Itugon (Sangilo) Rev. 3Document3 pagesAuxin Price Itugon (Sangilo) Rev. 3cumpio425428No ratings yet
- Letter Cash Advances of MonsantoDocument2 pagesLetter Cash Advances of Monsantocumpio425428No ratings yet
- Jetty Draft SurveyDocument1 pageJetty Draft Surveycumpio425428No ratings yet
- Auxin Price MargaritaDocument2 pagesAuxin Price Margaritacumpio425428No ratings yet
- Outloading SystemDocument1 pageOutloading Systemcumpio425428No ratings yet
- Rice Mill Final Set-up2-ModelDocument1 pageRice Mill Final Set-up2-Modelcumpio425428No ratings yet
- Proposed Outloading Facilities of OreDocument1 pageProposed Outloading Facilities of Orecumpio425428No ratings yet
- Weight of Steel PlateDocument1 pageWeight of Steel Platecumpio425428No ratings yet
- Fire Protection Labor Cost Final (Riofil Ref)Document2 pagesFire Protection Labor Cost Final (Riofil Ref)cumpio425428No ratings yet
- Adsorption Tank DesignDocument4 pagesAdsorption Tank Designcumpio425428No ratings yet
- Weight Per Course Tank ADocument1 pageWeight Per Course Tank Acumpio425428No ratings yet
- Price Proposal For Pulp SamplerDocument2 pagesPrice Proposal For Pulp Samplercumpio425428No ratings yet
- You Created This PDF From An Application That Is Not Licensed To Print To Novapdf PrinterDocument7 pagesYou Created This PDF From An Application That Is Not Licensed To Print To Novapdf Printercumpio425428No ratings yet
- 12.5 Ton Per Hour Sugar RefineryDocument1 page12.5 Ton Per Hour Sugar Refinerycumpio425428No ratings yet
- A.B. Cumpio Engineering Services: Agro Power PhilippinesDocument3 pagesA.B. Cumpio Engineering Services: Agro Power Philippinescumpio425428No ratings yet
- SDP of Dump PitDocument1 pageSDP of Dump Pitcumpio425428No ratings yet
- CCF02212015 0001Document1 pageCCF02212015 0001cumpio425428No ratings yet
- CC F 02262015Document1 pageCC F 02262015cumpio425428No ratings yet
- Ore Asia Thickener QuoteDocument2 pagesOre Asia Thickener Quotecumpio425428No ratings yet
- TVI Venture Nickel Outloading Facilities-ModelDocument1 pageTVI Venture Nickel Outloading Facilities-Modelcumpio425428No ratings yet
- CC F 02112015Document1 pageCC F 02112015cumpio425428No ratings yet
- Affidavit of LossDocument1 pageAffidavit of LossNowhere Man100% (1)
- Bangladesh Turbo GeneratorDocument1 pageBangladesh Turbo Generatorcumpio425428No ratings yet
- 4439 Chap01Document28 pages4439 Chap01bouthaina otNo ratings yet
- School readiness assessmentDocument10 pagesSchool readiness assessmentJave Gene De AquinoNo ratings yet
- School newspaper report teaches Present PerfectDocument2 pagesSchool newspaper report teaches Present PerfectMiro MiroNo ratings yet
- Srimanta Shankardev: Early LifeDocument3 pagesSrimanta Shankardev: Early LifeAnusuya BaruahNo ratings yet
- Polifur 1K Synthetic Top Coat MSDS Rev 2 ENDocument14 pagesPolifur 1K Synthetic Top Coat MSDS Rev 2 ENvictorzy06No ratings yet
- System Bus in Computer Architecture: Goran Wnis Hama AliDocument34 pagesSystem Bus in Computer Architecture: Goran Wnis Hama AliGoran WnisNo ratings yet
- Camp ApplianceDocument1 pageCamp ApplianceflyzalNo ratings yet
- Chair Locker Provides Storage and Space SavingsDocument32 pagesChair Locker Provides Storage and Space SavingsElza S. GapuzNo ratings yet
- CVR College of Engineering: UGC Autonomous InstitutionDocument2 pagesCVR College of Engineering: UGC Autonomous Institutionshankar1577No ratings yet
- IELTS Writing Task 2/ IELTS EssayDocument2 pagesIELTS Writing Task 2/ IELTS EssayOlya HerasiyNo ratings yet
- Feyzin Oil Refinery DisasterDocument8 pagesFeyzin Oil Refinery DisasterDavid Alonso Cedano EchevarriaNo ratings yet
- Captive Screws - Cap Head: Hex. SocketDocument5 pagesCaptive Screws - Cap Head: Hex. SocketvikeshmNo ratings yet
- Gender and Other Cross Cutting Issues Mental HealthDocument6 pagesGender and Other Cross Cutting Issues Mental HealthJamira Inoc SoboNo ratings yet
- Unit 5 Vocabulary Basic 1 Match 1-10 With A-J To Make Innovations and InventionsDocument6 pagesUnit 5 Vocabulary Basic 1 Match 1-10 With A-J To Make Innovations and InventionsCristina Garcia50% (2)
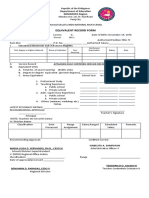
- Equivalent Record Form: Department of Education MIMAROPA RegionDocument1 pageEquivalent Record Form: Department of Education MIMAROPA RegionEnerita AllegoNo ratings yet
- Course Introduction: Collection and Presentation of Data The Frequency Distribution Graphical Presentation of DataDocument61 pagesCourse Introduction: Collection and Presentation of Data The Frequency Distribution Graphical Presentation of DataShekinah Vingno LingcongNo ratings yet
- Starting an NGO - A Guide to the Key StepsDocument22 pagesStarting an NGO - A Guide to the Key StepsBadam SinduriNo ratings yet
- Ezequiel Reyes CV EngDocument1 pageEzequiel Reyes CV Engezequiel.rdNo ratings yet
- Theories of Translation12345Document22 pagesTheories of Translation12345Ishrat FatimaNo ratings yet
- UNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Document6 pagesUNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Bergonsolutions AingelNo ratings yet
- Range of Muscle Work.Document54 pagesRange of Muscle Work.Salman KhanNo ratings yet
- Plano Electrico 785CDocument2 pagesPlano Electrico 785CLuis MartínezNo ratings yet
- Hci01 HumanComputerInteraction OverviewDocument140 pagesHci01 HumanComputerInteraction OverviewAlexSpiridonNo ratings yet
- 1st ClassDocument18 pages1st Classchitl.23bi14075No ratings yet