You might also like
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Calificacion de SoldadoresDocument55 pagesCalificacion de SoldadoresAndrés CalvoNo ratings yet
- Soldadura MAG de chapas de acero al carbono. FMEC0210From EverandSoldadura MAG de chapas de acero al carbono. FMEC0210No ratings yet
- Conexiones SoldadasDocument19 pagesConexiones SoldadasjuniorNo ratings yet
- QW 400Document16 pagesQW 400vivianychNo ratings yet
- Normas ANSI/AWS D1.1 para calificación de soldaduraDocument49 pagesNormas ANSI/AWS D1.1 para calificación de soldaduraJorge Luis CdnNo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- Norma ASME SoldaduraDocument275 pagesNorma ASME SoldaduraWilliam F. León97% (30)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Rating: 5 out of 5 stars5/5 (1)
- Asme Ix-Calificacion de Soldadura y Sold AdoresDocument276 pagesAsme Ix-Calificacion de Soldadura y Sold AdoresLeo Bonilla100% (1)
- Perforación de pozos petroleros en tierraFrom EverandPerforación de pozos petroleros en tierraRating: 3.5 out of 5 stars3.5/5 (3)
- ASME IX Calificacion de Soldadura y Soldadores ESDocument275 pagesASME IX Calificacion de Soldadura y Soldadores ESjulioware67% (3)
- WPS: Procedimientos de soldaduraDocument11 pagesWPS: Procedimientos de soldaduraJonathan Alexander De LargeNo ratings yet
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- ConceptosDocument14 pagesConceptosweldingalvaroNo ratings yet
- ARTICULOIDocument17 pagesARTICULOInicolasvitandtNo ratings yet
- Calificacion de SoldadoresDocument28 pagesCalificacion de SoldadoresDanny Astete Menes100% (1)
- API 577 Welding ProcessesDocument22 pagesAPI 577 Welding ProcessesrodolfoNo ratings yet
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109From EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109No ratings yet
- Inelectra Inedom PDFDocument22 pagesInelectra Inedom PDFmtbecerrapNo ratings yet
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocument4 pagesCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliNo ratings yet
- Prontuario de metales: Tablas para la industria metalúrgicaFrom EverandProntuario de metales: Tablas para la industria metalúrgicaRating: 1 out of 5 stars1/5 (1)
- Soldadura Norma AsmeDocument3 pagesSoldadura Norma AsmeMarco RiveraNo ratings yet
- ASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraDocument5 pagesASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraFranklin JprstNo ratings yet
- Interpretación de planos en la fabricación de tuberías. FMEC0108From EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Rating: 1 out of 5 stars1/5 (1)
- Requisitos generales de soldadura QW y posiciones de pruebaDocument275 pagesRequisitos generales de soldadura QW y posiciones de pruebaReivaj Gonzalez0% (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Calificacion en Soldadura Codigo Asme Seccion IxDocument6 pagesCalificacion en Soldadura Codigo Asme Seccion IxJefferson TorresNo ratings yet
- Informe N - 07 WPSDocument9 pagesInforme N - 07 WPSJose Antonio Gomez MedinaNo ratings yet
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208From EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Rating: 4 out of 5 stars4/5 (1)
- Soldadura Procesos WPS PQRDocument3 pagesSoldadura Procesos WPS PQRALEXANDRA GARCIA CAICEDO100% (3)
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónFrom EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónRating: 4 out of 5 stars4/5 (1)
- Presentación 01Document6 pagesPresentación 01Axel Navarro AlbinesNo ratings yet
- Asme Ix PDFDocument36 pagesAsme Ix PDFAnonymous Bdt0OGh100% (3)
- Conformado y curvado en la fabricación de tuberías. FMEC0108From EverandConformado y curvado en la fabricación de tuberías. FMEC0108No ratings yet
- Evaluacion SoldadorDocument50 pagesEvaluacion SoldadorRodrigo R. Madrid60% (5)
- Diseño de sistemas termofluidos: Una visión integradoraFrom EverandDiseño de sistemas termofluidos: Una visión integradoraNo ratings yet
- Cualificación de procesos de soldeo, soldadores y operadoresDocument40 pagesCualificación de procesos de soldeo, soldadores y operadoresLeti Peña RivasNo ratings yet
- Código para Soldadura Estructural - Acero: Una Norma Nacional AmericanaDocument42 pagesCódigo para Soldadura Estructural - Acero: Una Norma Nacional AmericanaJavier GuardaminoNo ratings yet
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Mantenimiento vehículos PRLDocument4 pagesMantenimiento vehículos PRLJorge Catalan CatalanNo ratings yet
- Armónicas en Sistemas Eléctricos IndustrialesFrom EverandArmónicas en Sistemas Eléctricos IndustrialesRating: 4.5 out of 5 stars4.5/5 (12)
- Horario DecimoDocument2 pagesHorario DecimoGeovanny MarceloNo ratings yet
- Maquinarias y equipos para la industria de alimentosFrom EverandMaquinarias y equipos para la industria de alimentosNo ratings yet
- Perez Jhonnatan - Anteproyecto CompletoDocument23 pagesPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloNo ratings yet
- Análisis y diseño de circuitos eléctricos: Teoría y prácticaFrom EverandAnálisis y diseño de circuitos eléctricos: Teoría y prácticaNo ratings yet
- Perez Jhonnatan - Anteproyecto CompletoDocument23 pagesPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloNo ratings yet
- Ensayos No Destrucivos en La SoldaduraDocument13 pagesEnsayos No Destrucivos en La Soldadurageologia1000No ratings yet
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaFrom EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaRating: 5 out of 5 stars5/5 (1)
- Rutas de La Región Sierra GeografíaDocument8 pagesRutas de La Región Sierra GeografíaGeovanny MarceloNo ratings yet
- Proyectos de instalaciones eléctrica de baja tensiónFrom EverandProyectos de instalaciones eléctrica de baja tensiónRating: 5 out of 5 stars5/5 (1)
- Análisis de armaduras planas mediante el método de elementos finitosDocument11 pagesAnálisis de armaduras planas mediante el método de elementos finitosGeovanny MarceloNo ratings yet
- Curriculum Ing. Geovanny DaquilemaDocument4 pagesCurriculum Ing. Geovanny DaquilemaGeovanny MarceloNo ratings yet
- EconDocument3 pagesEconDaniel JaramilloNo ratings yet
- Informe de Cumplimiento Refinería Del PacíficoDocument11 pagesInforme de Cumplimiento Refinería Del PacíficoGeovanny MarceloNo ratings yet
- Campeonato Ingeniero Automotriz FormatoDocument6 pagesCampeonato Ingeniero Automotriz FormatoGeovanny MarceloNo ratings yet
- Equivalencias Normas Europeas y AsmeDocument142 pagesEquivalencias Normas Europeas y AsmeJavith DeJesús Pertuz Ricardo80% (5)
- Oficio 47 Campeonato ING AUTOMOTRIZDocument1 pageOficio 47 Campeonato ING AUTOMOTRIZGeovanny MarceloNo ratings yet
- TRIGONOMETRÍADocument1 pageTRIGONOMETRÍAGeovanny MarceloNo ratings yet
- Carta PDocument36 pagesCarta PGeovanny MarceloNo ratings yet
- Barras Brava AutomotrizDocument1 pageBarras Brava AutomotrizGeovanny MarceloNo ratings yet
- EspochDocument2 pagesEspochGeovanny MarceloNo ratings yet
- Imprimir Prueba FinalDocument2 pagesImprimir Prueba FinalGeovanny MarceloNo ratings yet
- Reglamento Habilidades SolidworksDocument3 pagesReglamento Habilidades SolidworksGeovanny MarceloNo ratings yet
- Anexo CDocument2 pagesAnexo CGeovanny MarceloNo ratings yet
- Cualificacion de SoldaduraDocument20 pagesCualificacion de SoldaduraGeovanny MarceloNo ratings yet
- Campeonato Ingeniero Automotriz FormatoDocument6 pagesCampeonato Ingeniero Automotriz FormatoGeovanny MarceloNo ratings yet
- Anexo ADocument1 pageAnexo AGeovanny MarceloNo ratings yet
- Anexo ADocument1 pageAnexo AGeovanny MarceloNo ratings yet
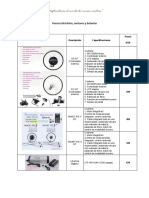
- Precios Bicicletas, Motores y BateriasDocument2 pagesPrecios Bicicletas, Motores y BateriasGeovanny MarceloNo ratings yet
- Anexo ADocument1 pageAnexo AGeovanny MarceloNo ratings yet
- Parcial de CalidadDocument7 pagesParcial de CalidadGeovanny MarceloNo ratings yet
- Sensores, Actuadores, Clasificación de Motores y ControladoresDocument4 pagesSensores, Actuadores, Clasificación de Motores y ControladoresGeovanny MarceloNo ratings yet
- Adulto MayorDocument2 pagesAdulto MayorGeovanny MarceloNo ratings yet
- Cat.002 Catalogo Corpsac - Aceros EspecialesDocument79 pagesCat.002 Catalogo Corpsac - Aceros EspecialesyosselinNo ratings yet
- Alambrismo antiguo como arte pioneroDocument12 pagesAlambrismo antiguo como arte pioneroKatit MarañonNo ratings yet
- Dokumen - Tips - Fundentes para Soldadura OxiacetilenicaDocument7 pagesDokumen - Tips - Fundentes para Soldadura OxiacetilenicaMichaelNo ratings yet
- Final MansillaDocument24 pagesFinal MansillaLuis Antonio TineoNo ratings yet
- DetalleApoyoFijoEstructuralDocument1 pageDetalleApoyoFijoEstructuralMarco GuimarayNo ratings yet
- BHP - Pavon Con Aceite QuemadoDocument1 pageBHP - Pavon Con Aceite QuemadojjestradNo ratings yet
- Perov Skit ADocument2 pagesPerov Skit AAlfonso Rdz100% (1)
- Tarea 4 - Grupo - 71Document10 pagesTarea 4 - Grupo - 71BRYAN ARTURO PACHECO CAMPONo ratings yet
- Análisis y Lijado de Probeta de Acero 1045Document18 pagesAnálisis y Lijado de Probeta de Acero 1045Ordnael Aral ZeábNo ratings yet
- Guia de OxidosDocument3 pagesGuia de OxidosZaira Yaritza Rico MoralesNo ratings yet
- Ingenieria de MaterialesDocument3 pagesIngenieria de MaterialesMariafernanda Villalobos NapánNo ratings yet
- Especificación Del WPSDocument4 pagesEspecificación Del WPSJuan ChapacaNo ratings yet
- Clase 23. RevenidoDocument13 pagesClase 23. RevenidobaparedesrNo ratings yet
- Laminas Usadas en HojalateriaDocument4 pagesLaminas Usadas en HojalateriaAngie Ocaña0% (1)
- Fisico-Quimica Del Proceso de ClinkerizacionDocument93 pagesFisico-Quimica Del Proceso de Clinkerizacionjean carlos PachecoNo ratings yet
- Solucion - Steiner MCH 508Document3 pagesSolucion - Steiner MCH 508Ricardo Flores MartinezNo ratings yet
- ExtralumDocument20 pagesExtralumLuisDaniel MontesNo ratings yet
- Guia 1 de GHC de 3° AñoDocument2 pagesGuia 1 de GHC de 3° AñoMiguelNo ratings yet
- Laboratorio de Mecánica de Materiales Actividad #3 Ensayo Estático de Tensión 1Document11 pagesLaboratorio de Mecánica de Materiales Actividad #3 Ensayo Estático de Tensión 1StratowarionNo ratings yet
- Porcelanas DENTALESDocument64 pagesPorcelanas DENTALESGiovanna SaracinoNo ratings yet
- Bandeja PortacableDocument47 pagesBandeja PortacableFernando Rodríguez100% (1)
- Tratamiento TérmicoDocument16 pagesTratamiento TérmicoJose Alejandro Orellana SolisNo ratings yet
- ASIGNACION 3 MATERIALES 2 1.2 FinalDocument10 pagesASIGNACION 3 MATERIALES 2 1.2 FinalFábian PeñaNo ratings yet
- Nomenclatura Inorganica 3Document109 pagesNomenclatura Inorganica 3Noah SkNo ratings yet
- Metalurgia Unidad 3 AcerosDocument19 pagesMetalurgia Unidad 3 AcerosAzul HernándezNo ratings yet
- Recurso MineralDocument6 pagesRecurso MineralClauZavalaNo ratings yet
- Metales de Alta y Baja ResistenciaDocument8 pagesMetales de Alta y Baja Resistenciamarco antonio raya rosalesNo ratings yet
- Arango-Mejia Et Al. - 2017 - MONZOGRANITO DE RIONEGRO Cordillera Oriental - Macizo de Santander. Departamentos de Santander-Norte de SantDocument130 pagesArango-Mejia Et Al. - 2017 - MONZOGRANITO DE RIONEGRO Cordillera Oriental - Macizo de Santander. Departamentos de Santander-Norte de SantAstrid SiachoqueNo ratings yet
- AnhidritaDocument5 pagesAnhidritaBryan AnmoNo ratings yet
- Grupo 14 de La Tabla PeriódicaDocument3 pagesGrupo 14 de La Tabla PeriódicaDaniel Rodriguez MuñozNo ratings yet