You might also like
- Cement KilnDocument2 pagesCement Kilnamir100% (2)
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhNo ratings yet
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- Impact of calcium sulfates on cement properties and concrete workabilityDocument10 pagesImpact of calcium sulfates on cement properties and concrete workabilitycemsavantNo ratings yet
- Snowman FormationDocument1 pageSnowman FormationKEERTHI INDUSTRIES100% (1)
- CM 2 Filling DegreeDocument9 pagesCM 2 Filling DegreeElwathig BakhietNo ratings yet
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- V2 Materials Technology 2Document526 pagesV2 Materials Technology 2Liya Nur SholihahNo ratings yet
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- Mod 6Document49 pagesMod 6mkpq100% (1)
- Clinker CoolersDocument12 pagesClinker CoolersAkhilesh Pratap SinghNo ratings yet
- Control Cooler Exit Temperature and IKN Grate RestrictionDocument33 pagesControl Cooler Exit Temperature and IKN Grate Restrictionसागर फुकटNo ratings yet
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyDocument5 pagesUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditNo ratings yet
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- Effect of Clinker Composition On GrindingDocument5 pagesEffect of Clinker Composition On GrindingAlbar Budiman100% (1)
- Performing A Cement Plant Operations AuditDocument6 pagesPerforming A Cement Plant Operations AuditJa Phe TiNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDocument16 pagesTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- 3500TPD Cement Plant Heat BalanceDocument2 pages3500TPD Cement Plant Heat BalanceIrshad HussainNo ratings yet
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiNo ratings yet
- Chemical AnalysisDocument8 pagesChemical Analysisصفاء رجبNo ratings yet
- Advancement in Refractories used for Cement Rotary kiln(CRKDocument75 pagesAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDocument8 pagesQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanNo ratings yet
- Impact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?Document11 pagesImpact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?awadallaNo ratings yet
- Boulder Formation in Cement Silos by Chettinad Cement CoDocument11 pagesBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNo ratings yet
- Rueddenklau Snowman PreventionDocument102 pagesRueddenklau Snowman PreventionIonela Dorobantu100% (2)
- SOx Emmissions Absortion FLSDocument14 pagesSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- Transcript: Download Granulometry of ClinkerDocument4 pagesTranscript: Download Granulometry of ClinkerfaheemqcNo ratings yet
- Kiln Plant Optimization TechniquesDocument10 pagesKiln Plant Optimization TechniquesPaulo VidasNo ratings yet
- Red RiverDocument16 pagesRed RiverNael100% (1)
- Kiln System Operations - by Gerald L Young and F. M.millerDocument44 pagesKiln System Operations - by Gerald L Young and F. M.millersadatjafari100% (2)
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDocument26 pagesClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNo ratings yet
- Ultra tech Cement Tadipatri Plant OverviewDocument18 pagesUltra tech Cement Tadipatri Plant OverviewAshutosh SinghNo ratings yet
- Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDocument85 pagesCirculation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsBetonÇimento100% (3)
- Short Note of Cement ChemistryDocument14 pagesShort Note of Cement Chemistrynk_kanchkar80% (5)
- Cement grinding and production overviewDocument9 pagesCement grinding and production overviewMob Morphling KurustienNo ratings yet
- Grinding Media ConsumptionDocument9 pagesGrinding Media ConsumptionMuhammadNo ratings yet
- Clinker Formation ConceptsDocument28 pagesClinker Formation ConceptspashaNo ratings yet
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Quality Aspects of Cement Milling: Bob M QuillanDocument18 pagesQuality Aspects of Cement Milling: Bob M QuillanSamehibrahem100% (1)
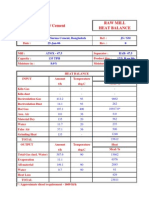
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Clinker FactorDocument4 pagesClinker FactorElwathig Bakhiet100% (1)
- 4 Cement TechnologyDocument43 pages4 Cement TechnologySomu AdityaNo ratings yet
- Pre-Homogenization Factor PDFDocument6 pagesPre-Homogenization Factor PDFAfqan B-v0% (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseFrom EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseRating: 4.5 out of 5 stars4.5/5 (12)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- CeramicsDocument31 pagesCeramicsMuhammad FakhruddinNo ratings yet
- Cement and Lime, GypsumDocument10 pagesCement and Lime, GypsumAliceNo ratings yet
- Cement and LimeDocument127 pagesCement and LimeEhab Anwer HassanNo ratings yet
- Manualul Pentru Incalzire Danfoss - Chapter2Document20 pagesManualul Pentru Incalzire Danfoss - Chapter2valicanNo ratings yet
- Cement manufacturing emissions guidelinesDocument4 pagesCement manufacturing emissions guidelinesSambhu YadavNo ratings yet
- Ijfeat: Application of Electrostatic Precipitator in Cement PlantDocument7 pagesIjfeat: Application of Electrostatic Precipitator in Cement PlantElwathig BakhietNo ratings yet
- 04 - Process Functions RevABDocument34 pages04 - Process Functions RevABAhmed MahmoudNo ratings yet
- Pneumatic Actuators: For Power, Motion and ControlDocument162 pagesPneumatic Actuators: For Power, Motion and ControlS.Dharanipathy100% (5)
- HB Eng PDocument277 pagesHB Eng PAhmed MahmoudNo ratings yet
- Orifice Flow CalculationDocument41 pagesOrifice Flow Calculationkumarram7650% (2)
- Rotating Equipment MeasurementDocument15 pagesRotating Equipment MeasurementAndinata SitepuNo ratings yet
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiNo ratings yet
- White Paper On Increasing Co-Processing in Indian Cement PlantsDocument22 pagesWhite Paper On Increasing Co-Processing in Indian Cement PlantsAhmed MahmoudNo ratings yet
- Applying Open Gear LubricantsDocument6 pagesApplying Open Gear LubricantsAhmed MahmoudNo ratings yet
- Failure Modes and Effects Analysis for 5 Ton Acco Wright HoistDocument44 pagesFailure Modes and Effects Analysis for 5 Ton Acco Wright HoistAhmed MahmoudNo ratings yet
- Best Practice 10.lubricant Selection For GearsDocument5 pagesBest Practice 10.lubricant Selection For GearsAhmed MahmoudNo ratings yet
- 4713004Document11 pages4713004Ahmed MahmoudNo ratings yet
- Fan Source BookDocument92 pagesFan Source Bookapi-3808778100% (10)
- Shaft Alignment ProcedureDocument64 pagesShaft Alignment ProcedureParas Thakur100% (1)
- Romanian Power Grid Substation Refitting StrategyDocument16 pagesRomanian Power Grid Substation Refitting StrategyParmeshwar MbNo ratings yet
- 1990 2004.yamaha - Yfm350x.warrior - Factory.service - ManualDocument3 pages1990 2004.yamaha - Yfm350x.warrior - Factory.service - ManualBobbi Jo Bach-Oachs50% (2)
- MESL - Differential Equation 2Document9 pagesMESL - Differential Equation 2Mark-Lorie Duculan NonesNo ratings yet
- Emergency Braking SystemDocument4 pagesEmergency Braking Systemieee4mybusinessonlyNo ratings yet
- What Is Transmission Channel ?Document12 pagesWhat Is Transmission Channel ?tusharNo ratings yet
- P&ID Check ListDocument2 pagesP&ID Check ListHadi ShahsavanNo ratings yet
- Transmission Line Surveyors Face Challenges in Projecting Data onto MapsDocument3 pagesTransmission Line Surveyors Face Challenges in Projecting Data onto MapsTATAVARTHYCH HANUMANRAONo ratings yet
- 7216Document8 pages7216siicmorelosNo ratings yet
- Technical Data Demag Hoist Units Volume 2: Double-Rail Crab EZDH 600 - EZDH 1000 Double-Rail Crab EZLDH 600 - EZLDH 2000Document88 pagesTechnical Data Demag Hoist Units Volume 2: Double-Rail Crab EZDH 600 - EZDH 1000 Double-Rail Crab EZLDH 600 - EZLDH 2000mohammad khoraminiaNo ratings yet
- ULSADO-JSA-Demolation Existing Concrete FoundationDocument2 pagesULSADO-JSA-Demolation Existing Concrete FoundationKelvin Tan75% (4)
- Price ListDocument2 pagesPrice ListCHeng SOngco TAlosigNo ratings yet
- DV2P Prog ManualDocument75 pagesDV2P Prog ManualDavis Arturo Pinto PérezNo ratings yet
- Basic Electronics PowerpointDocument16 pagesBasic Electronics PowerpointEarle Sean MendozaNo ratings yet
- QSEE6800+H Signal Monitor Video and Thumbnail Streamer: Installation and Operation ManualDocument86 pagesQSEE6800+H Signal Monitor Video and Thumbnail Streamer: Installation and Operation ManualTechne PhobosNo ratings yet
- Louie Langas Resume 2019Document1 pageLouie Langas Resume 2019Louie LangasNo ratings yet
- Hotpoint Service Manual Fridge FreezerDocument36 pagesHotpoint Service Manual Fridge FreezerMANUEL RODRIGUEZ HERRERA100% (1)
- Fluid Mechanics Subjective QuestionsDocument3 pagesFluid Mechanics Subjective QuestionsCrewdex ProNo ratings yet
- Domino A Series Classic Spares CatalogueDocument137 pagesDomino A Series Classic Spares CatalogueKoos Roets100% (2)
- Local buckling classificationDocument10 pagesLocal buckling classificationHaya BakerNo ratings yet
- An Introduction To Orgone Matrix Material (Jon Logan)Document42 pagesAn Introduction To Orgone Matrix Material (Jon Logan)Jose CiprianiNo ratings yet
- Instruction Manual Manuel D'Instruction Manual de InstruccionesDocument136 pagesInstruction Manual Manuel D'Instruction Manual de InstruccionesPrabish KumarNo ratings yet
- BCN 3224 - Exam 3 ReviewDocument34 pagesBCN 3224 - Exam 3 Reviewmgwin17No ratings yet
- Basic Metatrader 5 GuideDocument22 pagesBasic Metatrader 5 GuideDavid Al100% (1)
- GRI - GM22 SpecificationDocument30 pagesGRI - GM22 SpecificationГригорий ЛевашовNo ratings yet
- WRCLA Designers HandbookDocument11 pagesWRCLA Designers HandbookHoang NguyenNo ratings yet
- Underfloor Wheelset Lathe: Operating / Maintenance ManualDocument84 pagesUnderfloor Wheelset Lathe: Operating / Maintenance ManualMinh Canh100% (1)
- Turbo Machines and Propulsion Exam Questions on Pumps, Turbines, Pipe FlowDocument3 pagesTurbo Machines and Propulsion Exam Questions on Pumps, Turbines, Pipe FlowAdams100% (1)
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- John Deere 9650 Sts Parts CatalogDocument20 pagesJohn Deere 9650 Sts Parts CatalogDennis100% (56)
- AWS CWI For NSRP at NSRP PDFDocument7 pagesAWS CWI For NSRP at NSRP PDFTuấn PhạmNo ratings yet