Professional Documents
Culture Documents
Analisis Causa Raiz
Uploaded by
juanqui20Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Analisis Causa Raiz
Uploaded by
juanqui20Copyright:
Available Formats
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.
com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
1
Nov. 2009
(*) Ing. Mecnico de la Pontificia Universidad Catlica del Per. Director General y Consultor Senior del Instituto de Ingeniera Aplicada-IDIA.
Especializado en TQM (Total Quality Management) en Japn, Productividad y Competitividad en Italia, Francia y Espaa por la OIT, Gestin
ambiental rentable en Alemania, Produccin ms Limpia en Colombia y Conservacin de la Energa en Japn. Asesor, consultor y capacitador
de empresas lderes, para la implementacin y aplicacin de sistemas de gestin (ISO 9001:2000, ISO 14001, OHSAS 18001) y de
estrategias clase mundial, tales como Lean Manufacturing, TPM (Mantenimiento Productivo Total), 5S, SMED, Kaizen, Just In Time, RCM,
Six Sigma, ACR. Auditor Lder ISO 9001:2000 IRAM-IQM. Ms de 20 aos de experiencia en la Industria. Ha sido Jefe de Mantenimiento y
coordinador de mejora continua y de TPM en alicorp S.A.A. y Sub-Gerente de Mantenimiento y Proyectos en PRODAC S.A. empresa del
grupo Belga BEKAERT lder mundial en la fabricacin de alambres y derivados. Es uno de los primeros impulsadores de la filosofa Lean en
el Per. Docente de la PUCP en el curso de Gestin del Mantenimiento y Seguridad del Programa de especializacin en Produccin y
Operaciones.
Ha colaborado como capacitador/consultor de empresas lderes, entre las cules se encuentran: alicorp S.A.A., Minera Yanacocha S.R.L.,
Cementos Lima .S.A., Gloria S.A., Kimberly Clark Per y Ecuador, PLUSPETROL, Kraft Foods Per S.A., Ecopetrol de Colombia, Monmeros
de Colombia, PetroEcuador, Minera Barrick S.A., ABB S.A, Minera Poderosa, PROTISA, ENERSUR S.A. (Tractebel), Suez Energy Per S.A.,,
EGASA, Luz del Sur S.A. Southern Per CC, Doe Run Per S.R.L., Good Year S.A., C.H. San Gabn, Faber Castell S.A, ElectroPer,
Cogorno S.A. Boyles Bros Diamantina, PerBar, Filtros Lys S.A., Cogorno S.A., Vencedor S.A., IEQSA, Firth Industries Per.
.
No es necesario decir que las
organizaciones no aprenden de
los problemas, si las personas no
los analizan y los discuten. Sin
embargo, esto contina siendo
solamente un pensamiento
importante. El potencial del
aprendizaje disponible no se
obtiene a menos que el problema
(o fallas: un tipo de problema) o
prdida se analice y se discuta
profundamente.
El asunto es que muchas veces
en las organizaciones estamos
tan inmersos en reaccionar a
los problemas que se presentan
en el da a da, que el llevar a
cabo una actividad tan proactiva
como el analizar problemas, o
fallas en particular, no es vista
como algo que aporte o agregue
valor al negocio, ni mucho menos
como algo estratgico y parte de
una filosofa de mantenimiento (si
hablamos de fallas). Y ni que
decir de establecer un sistema de
gestin de fallas.
La habilidad para resolver
problemas no es un talento innato
que poseen slo unas pocas
personas especiales. Ms bien,
es el resultado acumulativo de
actos individuales que se van
moldeando y mejorando a travs
de la experiencia y estudio
repetido
Sin embargo, si queremos
adoptar acciones conducentes a
reducir los costos del ciclo de
vida til del proceso o de los
activos, mejorar la seguridad y la
confiabilidad del negocio,
debemos aplicar una
metodologa disciplinada que
permita identificar las causas-
races y un plan Kaizen para
eliminarlas o controlarlas.
Aqu queremos mostrar una
metodologa integrada basada en
el modelo de anlisis procedente
del campo de la calidad, conocido
como QC-Story (Historia de
Calidad o Ruta de la Calidad).
Este modelo estructurado bajo el
ciclo de DEMING, PDCA (Plan-
Do-Check-Act), es muy familiar
dentro de las empresas
industriales debido al empleo de
las reconocidas siete
herramientas bsicas: diagrama
de Pareto, diagrama de Causa y
Efecto, histogramas, estratifi-
cacin de informacin, hojas de
chequeo o verificacin, diagrama
de dispersin y grficos de control
y tambin por las 7N QC Tools
(Diagrama de rbol, de relaciones,
de afinidades, de flechas,
Siguiendo la Ruta de l a calidad:
Metodologa integral para el anlisis
causa-raz de problemas y de fallas
(RCFA - Root Cause Fail ure Analysi s)
Ing. Francis Paredes Rodrguez
(*)
Lean Management
TQM
Manteni miento/Operaciones
Gesti n Ambiental
Gesti n de Seg. y Salud
Gesti n Energt ica
Gesti n Humana
C Cu ur rs so o- -T Ta al l l l e er r d de e A AC CR R
P Pe et t r ro oE Ec cu ua ad do or r
Curso-Taller de ACR
CEACA-Venezuel a
C Cu ur rs so o- -T Ta al l l l e er r d de e A AC CR R
C Ce en nt t r r a al l T T m mi i c ca a C Ch hi i l l c ca a- -S Su ue ez z E En ne er r g gy y
Curso-Taller de
Manteni miento Autnomo
PLUSPETROL-Pisco
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
2
Nov. 2009
diagrama matricial, matriz de
anlisis de datos, PDPC)
Las causas de los problemas se
investigan desde el punto de
vista de los hechos, y se
analizan con precisin la
relacin entre la causa y el
efecto.
Las fallas o defectos en los
equipos o sistemas productivos
aparecen de dos modos: como
prdidas crnicas o, espordicas.
Esta metodologa es potente para
la reduccin drstica de las
prdidas crnicas, especialmente
cuando estas son altas. Sin
embargo, es frecuente encontrar
que estos buenos resultados se
deben a la eliminacin de las
prdidas espordicas, prdidas
que no son habituales pero que
pueden tener un alto impacto en
un cierto tiempo, mantenindose
sin resolver las prdidas crnicas.
(H.Alvrez)
Con las metodologas de calidad
es posible lograr una disminucin
de hasta un 90% de las prdidas
crnicas; sin embargo, cuando se
pretende reducir el diez por ciento
restante, es necesario recurrir a
las tcnicas especializadas de
mantenimiento, como el anlisis
P-M (que abordaremos en un
artculo posterior) o el anlisis
Why-Why nacidos en el entorno
TPM.
La metodologa de los 7 pasos o
la Ruta de la Calidad (QC Story),
tiene las siguientes etapas:
El paso 1 es obvio si estamos
ante una falla o avera especfica
o un evento relevante que se ha
presentado y que queremos
analizar inmediatamente. Sino,
debemos seleccionar de un
conjunto de posibilidades, un tema
especfico aplicando algunas
herramientas bsicas (Pareto,
Matriz de decisiones, etc.)
En la fig. 8, se muestran los pasos
indicados, las acciones ms
importantes y las herramientas
ms empleadas en cada paso.
Nos centraremos en esta
oportunidad en el anlisis de las
causas (Paso 4) y veremos como
se pueden integrar diversas
herramientas que nos pueden
ayudar a encontrar las causas-
races de las prdidas, problemas
o fallas en particular en esta etapa
de la metodologa.
Existen muchas herramientas
para esta etapa, algunas slo
aplicables al anlisis de fallas y
otras para problemas en general:
diagrama causa-efecto, diagrama
de rbol (empleado de diferentes
maneras), diagrama de relaciones,
anlisis de barreras, anlisis de
cambio, 5 Porqus, FTA (Failure
Tree Analysis). Veremos a
continuacin algunas de ellas:
Diagrama causaefecto o
diagrama de Ishikawa .
Podemos determinar la estructura
o relacin mltiple de causa-
efecto observndola sistema-
ticamente. Es difcil solucionar
problemas complicados sin tener
en cuenta esta estructura.
El diagrama causa-efecto es un
vehculo para ordenar, de forma
muy concentrada, todas las
causas que supuestamente
pueden contribuir a un
determinado efecto. Nos permite,
por tanto, lograr un conocimiento
comn de un problema complejo,
sin ser nunca sustitutivo de los
datos. Este diagrama fue
desarrollado en 1943 por el Prof.
Kaoru Ishikawa en Tokio.
Accin contra el
Fenmeno
Accin contra el
Fenmeno
Problema
Resuelto
Problema
Resuelto
Abordaje convencional Abordaje convencional
de los problemas de los problemas
S S ntoma ntoma
desaparece desaparece
Pensamos que el Pensamos que el
problema ha sido problema ha sido
resuelto !! resuelto !!
Problema Problema
Accin contra
las causas
Accin contra
las causas
Problema
Resuelto
Problema
Resuelto
Abordaje sist Abordaje sist mico de mico de
los problemas los problemas
S S ntoma ntoma
desaparece desaparece
Problema Problema
real mente ha sido real mente ha si do
resuelto !! resuelt o !!
Problema Problema
Identi ficar Identi fi car
sus causas sus causas
Accin contra
las causas
Accin contra
las causas
Problema
Resuelto
Problema
Resuelto
Abordaje sist Abordaje sist mico de mico de
los problemas los problemas
S S ntoma ntoma
desaparece desaparece
Problema Problema
real mente ha sido real mente ha si do
resuelto !! resuelt o !!
Problema Problema
Identi ficar Identi fi car
sus causas sus causas
Fig. 1. Abordaje de los Problemas
1.Selecci onar el
Tema
2.Entender la
situacin actual y
pl antear objeti vos
3.Planificar
activi dades
4.Anali zar las
Causas
5.Establecer
contramedidas
6.Veri ficar
resultados
7.Estandarizar y
establ ecer control
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
3
Nov. 2009
En la fig. 3 se puede visualizar un
Diagrama Causa-efecto en el que
las causas demarcadas con el
valo son las causas ms
probables (hiptesis), que luego
de validadas segn la informacin
obtenida en la etapa 2:
comprensin de la situacin actual,
se convierten en causas-
races.
Una pequea desventaja de
esta herramienta es que no nos
muestra claramente la
estructura o relacin entre las
diferentes causas.
Una variante del diagrama causa-
efecto, es el CEDAC (Cause
Effect Diagram with Addition of
Cards - Diagrama de Causa
Efecto con Adicin de Cartas),
desarrollado por Ruiji Fukuda de
la empresa Sumitomo, a quien el
comit del premio Deming le
otorg el premio Nikkei por el
desarrollo de este procedimiento.
El CEDAC es un verdadero
instrumento de gestin de
conocimiento a travs de la
experimentacin. Permite la
formulacin de hiptesis sobre
factores que generan el problema
y posteriormente, durante el
trabajo diario, se verifica si la
causa que se ha seleccionado
contribuye o no al problema, o sea,
se prueba la hiptesis. Esta forma
de trabajo experimental contribuye
a la acumulacin de conocimiento
ya que el trabajador puede
evaluar directamente en la planta
si sus creencias o si sus puntos
de vista son vlidos.
Esta tcnica complementada con
los instrumentos estudiados en
este artculo, pueden brindarle
muy buenos resultados, tanto en
la mejora del conocimiento, como
de en el incremento de la
confiabilidad y disponibilidad de
los sistemas productivos.
Diagrama de rbol .
Es una representacin grfica que
muestra el desglose progresivo de
los factores, elementos o medios
que pueden contribuir a un efecto
u objetivo determinado,
mostrndolo de forma ordenada,
clara, precisa y de un solo golpe
de vista.
Por sus caractersticas
principales, la construccin de un
Diagrama de rbol es muy til
cuando:
- Se requiere desglosar a distintos
niveles de integracin un efecto
u objetivo.
- Es necesaria una planificacin
estructurada.
- Se busca una gua en el anlisis
o estudio de alternativas de
actuacin.
R Re es si i s st t e en nc ci i a a
m ma al l o og gr r a ad da a
M Ma al l a a t t r r a an ns sf f e er r e en nc ci i a a d de e
c ca al l o or r e en n e el l
i i n nt t e er r c ca am mb bi i a ad do or r d de e
p pl l a ac ca as s
T T d de e a ag gu ua a
b ba aj j a a
V V l l v vu ul l a as s
e es st t r r a an ng gu ul l a ad da as s
T T d de e
a at t o om mi i z za ac ci i n n
i i n na ad de ec cu ua ad da a
E Ex xc ce es si i v va as s
e em mi i s si i o on ne es s d de e g ga as se es s
d de e e es sc ca ap pe e e en n l l a a
c ca al l d de er r a a
M Me ez zc cl l a a
a ai i r r e e- -c co om mb bu us st t i i b bl l e e
i i n na ad de ec cu ua ad da a
A An na al l i i z za ad do or r d de e g ga as se es s s si i n n
m ma an nt t e en ni i m mi i e en nt t o o / / d de es sc ca al l i i b br r a ad do o
M MA AQ QU UI IN NA A
E En ns su uc ci i a ar rm mi i e en nt to o
d de e l l a a c co op pa a
r r o ot t a at t i i v va a
F Fi i l l t tr r o os s d de e
p pe et t r r l l e eo o
s su uc ci i o os s
M ME ET TO OD DO O
P Pr r o op po or r c ci i n n a ai i r r e e- -c co om mb bu us st t i i b bl l e e
i i n na ad de ec cu ua ad da a
E Es sc ca as sa a
t t u ur rb bu ul l e en nc ci i a a
F Fa al l t t a a d de e l l i i m mp pi i e ez za a
d de e c co op pa a r r o ot t a at t i i v va a
A At t o om mi i z za ac ci i n n d de el l
c co om mb bu us st ti i b bl l e e
i i n na ad de ec cu ua ad da a
T Te em mp pe er r a at tu ur r a a
i i n na ad de ec cu ua ad da a
N No o h ha ay y u un n b bu ue en n e en nc ce en nd di i d do o i i n ni i c ci i a al l
y y s so os st t e en ni i d do o d de e l l a a m me ez zc cl l a a
E Ex xc ce es so o d de e a ai i r r e e
i i n na ad de ec cu ua ad do o
B Ba aj j a a p pr r e es si i n n d de e g ga as s
T Te em mp pe er r a at tu ur r a a d de e
a at t o om mi i z za ac ci i n n i i n na ad de ec cu ua ad da a
N No o s se e e em mp pl l e ea a
a ad di i t ti i v vo o p pa ar r a a
p pe et t r r l l e eo o
T T d de e c ch hi im me en ne ea a
a al lt ta a
T Tu ub bo os s d de el l
l la ad do o d de e f fu ue eg go o
s su uc ci io o
F Fa al lt ta a d de e
l li im mp pi ie ez za a d de e
t tu ub bo os s
T Tu ub bo os s d de e l la ad do o d de el l
a ag gu ua a c co on n
i in nc cr ru us st ta ac ci i n n
M Ma al la a
t tr ra an ns sf fe er re en nc ci ia a d de e
c ca al lo or r a al l a ag gu ua a
M Ma al l
a ab bl l a an nd da am mi i e en nt to o
d de e a ag gu ua a
F Fa al l l l a a e en n e el l
P PL LC C
T Te em mp pe er ra at tu ur ra a d de e
s sa al la a d de e c ca al ld de er ro os s
a al lt ta a
M Ma an nt te en ni im mi ie en nt to o
i in na ad de ec cu ua ad do o d de e
e eq qu ui ip po o d de e a ai ir re e
a ac co on nd di ic ci io on na ad do o
C CO OM MB BU US ST TI IO ON N
Fig. 2: Diagrama Causa-Efecto
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
4
Nov. 2009
Utilizacin en las fases de
solucin de problemas
Durante un proceso de solucin
de problemas, hay varios puntos
en los que la construccin de un
Diagrama de rbol es til:
a) Como gua para identificar las
acciones de mejora que
deben ser emprendidas en
base a un despliegue de
objetivos.
b) En la fase de diagnstico para
la formulacin de teoras
sobre las causas de un
problema y en la fase de
correccin para considerar
soluciones alternativas.
En ambos casos se utiliza de
forma similar al Diagrama Causa-
Efecto.
En este punto debemos
mencionar que, por ejm. La
metodologa PROACT para el
anlisis de fallas, emplea el
diagrama de rbol lgico de forma
vertical y, de forma similar que la
metodologa DNV en el anlisis de
Prdidas, agrupa las causas en
causas inmediatas (causas
fsicas), causas bsicas (races
humanas) y falta de control (races
latentes). Todo lo anterior basado
en la teora del Domino (Fig. 3).
Diagrama de Relaciones .
El Diagrama de relaciones puede
ser empleado para buscar las
causas de un defecto, de una falla,
para clarificar la estructura de un
problema, o para desplegar los
medios para lograr un objetivo por
medio de la investigacin de las
relaciones entre causa y resultado,
u objetivo y medios, en un
problema complejo.
Cuando un equipo de trabajo se
encuentra ante un problema
complejo, en los que no es fcil
contar con datos cuantitativos y se
requiere probar el grado de
contribucin de las causas a un
problema, es necesario emplear
esta tcnica ya que permite
observar las relaciones entre
causas en un mapa completo.
Tambin este diagrama puede
servirnos para identificar las
causas-races de 2 o ms
problemas que se hayan
presentado a la vez (fig. 6 b)
En este diagrama (ver fig. 6), y en
el de rbol, es recomendable
emplear tarjetas o post-its para
construir los diagramas.
Para el caso del diagrama de
relaciones, cada miembro del
equipo de trabajo, debe pensar y
escribir cinco causas que
consideren son las que ocasionan
el problema (o falla) en tarjetas
separadas. Las causas deben ser
expresadas en oraciones breves.
Al igual que en todas las
herramientas empleadas en esta
etapa del anlisis, el prximo paso,
el ms crtico, es la verificacin de
las hiptesis. Para que la lgica
deductiva contine, se debe
verificar cada hiptesis para ver
cules son verdaderas y cules no
lo son (puede haber pasado o no).
Aqu es necesario hacer notar que
es tan importante probar que algo
no es verdad como que s lo es.
La verificacin de cada hiptesis
da la confianza necesaria de que
cuando se llega a las causas
races, estas son las correctas.
Por ello si el paso 2 de la
metodologa, se ha realizado
correctamente, el anlisis de la
data permitir verificar sin
mayores problemas las hiptesis.
Anlisis de rbol de fallas
(Failure Tree Analysis FTA) )
El anlisis del rbol de fallas
surgi como una herramienta
Proactiva, para determinar las
causas de eventos no deseados.
Posteriormente, se propuso
tambin para realizar ACR de
eventos (relevantes). Sin embargo,
el marco conceptual de esta
ltima aplicacin reactiva, no se
encuentra totalmente formalizada.
Por lo tanto, aqu se propone
complementar el uso del FTA con
otras herramientas para
efectivamente llegar a determinar
causas races.
Dentro del ACR los rboles de
fallas se pueden emplear de
diferentes formas para obtener las
causas (latentes): postulando el
evento relevante como evento
tope o bien, apoyando el uso de
otras tcnicas.
En su aplicacin al ACR, los
rboles de fallas pueden
responder a las preguntas qu
ocurri? y cmo ocurri?, sin
embargo, la respuesta a la
pregunta por qu ocurri?
requiere de un
cuestionamiento de mayor
profundidad, para lo cual la
estructura del rbol por si
slo no es necesariamente
la mejor opcin.
El FTA proporciona una
representacin simblica
de fcil uso de la
estructura lgica y las
Fig. 3: La Teora del Domino
causa raz
causas humanas
(desalineamiento)
Causas fsicas
(falla por fatiga)
(Insuficiente tiempo para alinear apropiadamente)
Causas latentes
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
5
Nov. 2009
relaciones que existen entre los
eventos potenciales indeseados
bsicos y que pueden ocurrir de
manera conjunta causando que el
evento cumbre ocurra. El principal
objetivo del FTA es determinar la
probabilidad de que el evento
cumbre (top event) ocurra.
Se analiza cada evento al hacer la
pregunta, Cmo es posible que
esto suceda?. Al contestar esta
pregunta, se identifican las causas
principales y como se interactan
para producir un evento no
deseado. Este proceso de lgica
sigue hasta identificar todas las
causas posibles.
A lo largo de este proceso, se usa
un diagrama de rbol para grabar
los eventos identificados. Las
ramas del rbol terminan cuando
estn completos todos los eventos
que resultan en el evento negativo.
El FTA consta de los pasos
siguientes:
1. Definir el evento superior.
2. Conocer el sistema.
3. Construir el rbol.
4. Validar el rbol.
5. Evaluar el rbol.
6. Considerar cambios
constructivos.
7. Considerar alternativas y
recomendar medidas.
En la Fig. 7 se muestra un
ejemplo de un FTA para una
vlvula de agua.
El rbol tiene que construirse al
usando los smbolos de eventos
mostrados en la Fig. 7. Debe ser
sencillo dentro de un formato
lgico, uniforme y consistente de
nivel a nivel. Se deben emplear
ttulos claros y precisos al escribir
dentro de los smbolos de eventos.
Las puertas de lgica deben
limitarse en lo posible a la puerta
y y la puerta o y se debe usar
smbolos de restriccin solamente
cuando sea necesario.
El Proceso de los 7 pasos
desarrollado aqu, dijimos, que en
general es aplicable a la
resolucin de Problemas y la
seleccin de un problema a
analizar es tratada en el paso 1.
Pero podemos considerar que en
el caso de una avera/falla, la
decisin de analizarla o no puede
seguir el esquema de la fig.
siguiente:
Conclusiones:
Cualquiera de las metodologas a
emplear en el proceso de anlisis
causa-raz, debe seguir el ciclo
PDCA. Pero estas no sern
efectivas, sino consideramos la
importancia de la participacin e
involucramiento del personal
relacionado en el problema o
falla/avera. Por ello, es
conveniente considerar el emplear
mtodos visuales tanto para el
anlisis de las causas como para
el seguimiento de las acciones
correctivas o de mejora
plasmadas en los planes Kaizen.
Al final es recomendable resumir
todo el Anlisis en un documento
denominado por Toyota:
Reporte A3.
Referencias:
Curso de Anlisis Causa-Raz,
Francis Paredes- 2008
Solucin de Problemas, Katsuya
Hosotani
Fault Tree Analysis, Norma
IEC 1025
Root Cause Failure Analysis, R.
Keith Mobley
Equi po
Crtico?
Equi po
Crti co?
Anlisi s de
Fal la/Avera vs.
Cri ticidad de Equipo
Anl isis de
Fall a/Avera vs.
Criti cidad de Equi po
Afecta la
Seguridad,
Calidad o
Ambiente?
Afecta la
Seguridad,
Calidad o
Ambiente?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Registrar
Regi strar
Anlisis Causa-Raz
de Fal la/Avera
An An lisis Causa lisis Causa- -Ra Ra z z
de Falla/Aver de Falla/Aver a a
SI
SI
SI
NO
NO
NO
Equi po
Crtico?
Equi po
Crti co?
Anlisi s de
Fal la/Avera vs.
Cri ticidad de Equipo
Anl isis de
Fall a/Avera vs.
Criti cidad de Equi po
Afecta la
Seguridad,
Calidad o
Ambiente?
Afecta la
Seguridad,
Calidad o
Ambiente?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Registrar
Regi strar
Anlisis Causa-Raz
de Fal la/Avera
An An lisis Causa lisis Causa- -Ra Ra z z
de Falla/Aver de Falla/Aver a a
SI
SI
SI
Equi po
Crtico?
Equi po
Crti co?
Anlisi s de
Fal la/Avera vs.
Cri ticidad de Equipo
Anl isis de
Fall a/Avera vs.
Criti cidad de Equi po
Afecta la
Seguridad,
Calidad o
Ambiente?
Afecta la
Seguridad,
Calidad o
Ambiente?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Avera/Falla
Repetitiva o
reparacin es
mayor a MTTR
(meta)?
Registrar
Regi strar
Anlisis Causa-Raz
de Fal la/Avera
An An lisis Causa lisis Causa- -Ra Ra z z
de Falla/Aver de Falla/Aver a a
SI
SI
SI
NO
NO
NO
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
6
Nov. 2009
Fig. 3: Ejm. de DIAGRAMA DE ARBOL de Porqus : Problema de agripamiento en Pendulares de Molino de Carbn
Probl ema:
Pendulares
gripados
Probl ema:
Pendulares
gripados
0a:
Rodamiento daado
0a:
Rodamiento daado
1:
Retenes yaro
desgastados
1:
Retenes yaro
desgastados
12121:
Fugas anormalmente
importantes
12121:
Fugas anormalmente
importantes
12131:
Holgura rosca
12131:
Holgura rosca
12123:
Por diseo
(concepto)
12123:
Por diseo
(concepto)
13:
Desgaste normal del
aro
13:
Desgaste normal del
aro
11:
Fallo rodamiento
11:
Fallo rodamiento
12:
Desgaste acelerado
por la presencia del
contaminante
12:
Desgaste acelerado
por la presencia del
contaminante
1212:
Sellado malo
1212:
Sellado malo
1213:
Entrada por tapnde
toma de aceite
1213:
Entrada por tapnde
toma de aceite
1211:
Aire de sellado
contaminado
1211:
Aire de sellado
contaminado
111:
Fallo por mal
montaje
111:
Fallo por mal
montaje
112:
Fallo tcnico
112:
Fallo tcnico
121:
Sellado no impide la
entrada de los
contaminantes
121:
Sellado no impide la
entrada de los
contaminantes
1111:
Procedimiento
inadecuado
1111:
Procedimiento
inadecuado
1121:
Rodamientos de
mala calidad
1121:
Rodamientos de
mala calidad
1122:
Rodamientos mal
dimensionados
1122:
Rodamientos mal
dimensionados
0b:
Aceite contaminado
por entrada de
partculas
0b:
Aceite contaminado
por entrada de
partculas
113:
Reutilizacin de
rodamientos usados
113:
Reutilizacin de
rodamientos usados
121111:
No esta previsto para
filtrar partculas tan
pequeas
121111:
No esta previsto para
filtrar partculas tan
pequeas
12111:
Dinavane no filtra la
ceniza
12111:
Dinavane no filtra la
ceniza
121112:
Filtro averiado
121112:
Filtro averiado
121113:
Demasiado caudal
de aire enlaberinto
121113:
Demasiado caudal
de aire enlaberinto
12112:
Entrada de aire al
lado de la carga de
ceniza
12112:
Entrada de aire al
lado de la carga de
ceniza
121121:
Lugar de carga no
estanco
121121:
Lugar de carga no
estanco
121222:
Obstruccin
Dinavane
121222:
Obstruccin
Dinavane
1212211:
Presencia ceniza
1212211:
Presencia ceniza
121221:
Obstruccintuberas
121221:
Obstruccintuberas
12122:
Caudal/presinde
aire insuficiente
12122:
Caudal/presinde
aire insuficiente
1212111:
Roce aire y
partculas
1212111:
Roce aire y
partculas
1212112:
Daado durante
problemas de
rodamiento
1212112:
Daado durante
problemas de
rodamiento
121211:
Desgaste faldn
121211:
Desgaste faldn
121212:
Mal ajuste holgura
sellado
121212:
Mal ajuste holgura
sellado
1212121:
Variabilidad axial de
posicin del
eje+muela
1212121:
Variabilidad axial de
posicin del
eje+muela
1212122:
Ajuste cnico no
tolerante a
variabilidad axial
1212122:
Ajuste cnico no
tolerante a
variabilidad axial
14:
Desgaste normal del
retn
14:
Desgaste normal del
retn
Contaminante
=
ceniza
Contaminante
=
ceniza
Contaminante
=
carbn
Contaminante
=
carbn
121223:
Ventiladores
averiados
121223:
Ventiladores
averiados
C C
D D
E E
F F
A A
B B
G G
H H
I I
J J
K K
L L
M M
N N
P P
O O
Q Q
R R
S S
131:
Material blando
(recarga)
131:
Material blando
(recarga)
Causa investigada
y bajo control
Causa investigada
y bajo control
Investigacin necesaria Investigacin necesaria
Problema identificado
Causa raz
Problema identificado
Causa raz
G (121111): Filtro Dinavaneno puede filtrar cenizas
Filtro Dinavanecompuesto de aletas metlicas separadas por mas de 3 mm
filtracin cenizas improbable mismo con la orientacin en laberinto.
Averiguar las especificaciones tcnicas
G (121111): Filtro Dinavaneno puede filtrar cenizas
Filtro Dinavanecompuesto de aletas metlicas separadas por mas de 3 mm
filtracin cenizas improbable mismo con la orientacin en laberinto.
Averiguar las especificaciones tcnicas
H (121112): Filtro Dinavanedaado (fsicamente)
Revisado durante la parada. Estaba sucio pero no daado. OK
H (121112): Filtro Dinavanedaado (fsicamente)
Revisado durante la parada. Estaba sucio pero no daado. OK
I (121113): Demasiado caudal de aire en Dinavane
Averiguar en funcin de G y de las fugas reales de sellado
I (121113): Demasiado caudal de aire en Dinavane
Averiguar en funcin de G y de las fugas reales de sellado
J (121121): Dispersin de ceniza en al aire durante su carga en camin
Posibilidad de limitar el efecto a utilizar correctamente las puertas del recinto de carga
(informar a los camioneros)
PERO palanca no accionable 100%
Investigar sistema de filtracin si el Dinavane no es suficiente (ver G)
K (1212111): Desgaste del faldn por roce permanente de polvo de carbn
Desgaste existente pero mucho menos rpido que la frecuencia de cambio de la muela
criterio a averiguar durante los cambios de muela, y remplazar segn necesidad
K (1212111): Desgaste del faldn por roce permanente de polvo de carbn
Desgaste existente pero mucho menos rpido que la frecuencia de cambio de la muela
criterio a averiguar durante los cambios de muela, y remplazar segn necesidad
L (1212112): Faldn desgastado por roce del eje a tener problema de rodamientos
Algunos faldones tienen la marca del eje
Sustituirlos
L (1212112): Faldn desgastado por roce del eje a tener problema de rodamientos
Algunos faldones tienen la marca del eje
Sustituirlos
Identificacin de causas:
Fi g. 4:
Diagrama de rbol horizontal
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
7
Nov. 2009
PROBLEMA
A
Causa
primaria
Causa
primaria
Causa
primaria
Causa
primaria
Causa
primaria
Causa
secundaria
Causa
secundaria
Causa
secundaria
Causa
secundaria
Causa
terciaria
Causa
terciaria
Causa
secundaria
Causa
secundaria
Causa
secundaria
Causa
terciaria
Causa
cuarto nivel
Causa
cuarto nivel
Causa
quinto nivel
Causa
terciaria
Causa
quinto nivel
Causa
terciaria
Causa
terciaria
Causa
quinto ni vel
Causa
quinto nivel
Causa
terciaria
Causa
secundaria
Causa
terciaria
Causa
cuarto nivel
Causa
sexto ni vel
Fig. 6 (a): Diagrama de Relaciones para analizar 1 problema
Paradas continuas de
la lnea 9A
Falla de la
cadena 3
Se apaga
motor de
mando
Desgaste de
engranes
Desgaste de rotor
descarga
Paradas continuas de
la lnea 9A
Falla de la
cadena 3
Se apaga
motor de
mando
Desgaste de
engranes
Desgaste de rotor
descarga
Cmo
paso?
Cadena
suelta
Cadena
rota
Cadena
suelta
Cadena
rota
20%
80%
Hpotesis
Valida
20%
80%
Hpotesis
Valida
Cmo
paso? Raz
Fsica
=
Raz
Fsica
=
Diseo
original
inadecuado
Cadena mal
instalada
Reemplazo
por cadena de
otro material
Mala
operacin -
sobrecarga
Diseo
original
inadecuado
Cadena mal
instalada
Reemplazo
por cadena de
otro material
Mala
operacin -
sobrecarga
Por
qu?
Falta de un procedimiento
de revisin durante el
proceso de compra
Falta de un procedimiento
de revisin durante el
proceso de compra
Raz
Humana
Raz
Humana
Raz
Latente
Fig. 5 : Diagrama de Arbol Lgico de eventos (Diagrama Vertical)
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
8
Nov. 2009
PROBLEMA
C
Causa
primaria
Causa
primaria
Causa
primaria
Causa
primaria
Causa
primaria
Causa
Raz 4
Causa
secundaria
Causa
secundaria
Causa
secundaria
Causa
Raz 6
Causa
secundaria
Causa
secundaria
Causa
cuarto nivel
Causa
Raz 1
Causa
quinto nivel
Causa
terciaria
Causa quinto
nivel
Causa
terciaria
Causa quinto
nivel
Causa
Raz 2
Causa
terciaria
Causa
cuarto nivel
Causa
Raz 5
Causa
Raz 3
PROBLEMA
B
PROBLEMA
A
Fig. 6 (b): Diagrama de relaciones para analizar las causas-raz de ms de 1 problema
C.H. San Gabn
Evento Tope
Evento Base
Puerta O
Puerta O-Exclusiva
Puerta Y
Evento Terminal sin desarrollar
Fig.7: Diagrama de rbol de Fallas (FTA)
SIMBOLOGA :
IDIA - formacin@idia.org.pe, fparedes@lean-vision.com www.idia.org.pe / www.lean-vision.com
3366850 (anx. 107)/ 996330510 (RPM #531179) /415*7567-Lima-Per
Tecnologa, Investigacin, Capacitacin y Consultora para la mejora continua de los Procesos
9
Nov. 2009
Fig. 8 : QC Story 7 Pasos para la solucin de Problemas
Tormenta de ideas
Diagrama de Pareto
b. Determinar los problemas Tcnica de grupo Nominal
c. Discutir sobre la importancia relativa de varios
problemas Matriz de Decisiones
d. Mostrar que el problema seleccionado es el ms
importante
Diagramas de flujo
e. Enunciar el problema en trminos medibles (no
UMIS)
Entrevistas, investigaciones
f. Fije una meta intermedia y una fecha para lograr esta
mejora
Hoja de registro
a. Recopilar informacin, estudiar registros Diagrama de Pareto
b. Investigar y entender el problema desde cinco puntos
de vista:
Hojas de registro
- Sntoma (defectos, modos de fallas, costo, etc.) Diagrama de flujo
- Tiempo (turno, da, semana) Entrevistas, investigaciones
- Posicin, Lugar (zona donde se producen los
defectos o fallas)
Histogramas
- Tipo (artculo, mquina, equipo) Grfica de Control
- Paradigmas Diagrama dispersin
c. Establecer el objetivo de la mejora Estratificacin
a. Decidir sobre las actividades a realizar Tormenta de ideas
b. Disear un plan de actividades que abarque todo el
ciclo PDCA
Diagrama de afinidades
c. Definir fechas y responsables para cada actividad Diagrama de Gantt
a. Determinar los factores involucrados, seleccin de los Diagrama de causa-efecto
los factores ms importantes Diagrama de rbol
b. Buscar la relacin entre factores, verificarla Diagrama de Relaciones
c. Realizar un diagrama de causa-efecto o similar Why-Why Analysis
d. Identificar las causas-races del problema Diagrama de Pareto
e. Verificar y Validar cada causa raz contra el paso 2 Tormenta de ideas
f. Identificar las causas-races que tengan la mayor
incidencia sobre el problema
a. Generar ideas para reducir o eliminar las causas-
races
Tormenta de ideas
b. Determinar acciones para llevar a cabo las
propuestas de solucin
Diagrama de Afinidades
5 Ws - 2 Hs
c. Evaluar la propuesta de mejora: Preparar un plan
operativo
d. Ejecutar el plan de accin Diagrama de rbol
e. Considerar los elementos ms importantes presentes
en el proceso: Mano de obra, Materiales, Mtodos y
Mquinas /equipos (4Ms)
Diagrama de Gantt
a. Comparar los datos obtenidos, antes y despus de
realizadas las acciones
Diagrama de Pareto
b. Convertir los resultados de las acciones a trminos Hoja de verificacin
monetarios Histogramas
c. Evaluaar la efectividad de la mejora, usando datos en
serie
Grficas (lineales, pie, barras)
d. Si la mejora no es evidente, regresar al paso N 2
a. Identificar claramente: quin, cundo, dnde,
qu, Tormenta de ideas
por qu, cmo, y usarse como un estndar Diagrama de Pareto
b. Disear un sistema de responsabilidad para Procedimientos, instrucciones
verificar si los estndares se estn cumpliendo Diagrama de flujos
c. Preparar y comunicar los estndares a todo el Histograma
personal involucrado (programa de educacin y 5 Ws, 2 Hs
entrenamiento) Grfico de Control
a. Hacer una lista de los problemas que permanecen Tormenta de ideas
b. Planear que hacer para solucionar esos problemas Diagrama de Pareto
(defina responsabilidades) Tcnica del grupo nominal
Grfico de lnes
Histograma
a. Analizar la situacin actual, identifique algo que
necesite mejorarse. Analizar datos pasados: defectos,
fallas, tendencias, etc.
c. Pensar sobre lo que ha funcionado bien y lo que no ha
dado resultado en las actividades de mejoramiento
7, ESTANDARIZAR Y
ESTABLECER
CONTROL
2. COMPRENDER LA
SITUACIN ACTUAL Y
ESTABLECER
OBJETIVOS
3. PLANIFICAR LAS
ACTIVIDADES
5. CONSIDERAR E
IMPLEMENTAR
CONTRAMEDIDAS
6. VERIFICAR
RESULTADOS
A
C
T
U
A
R
ALGUNAS HERRAMIENTAS UTILES
PASOS
PDCA
V
E
R
I
F
I
C
A
R
ACCIONES PASO
P
L
A
N
I
F
I
C
A
R
H
A
C
E
R
4. ANALIZAR LAS
CAUSAS
1. SELECCIONAR EL
TEMA
You might also like
- Crónica de Hernan CortésDocument3 pagesCrónica de Hernan CortésPaula de Lima67% (12)
- Clases Sociales en BoliviaDocument3 pagesClases Sociales en BoliviaRemy Julio Escalante Gallardo73% (11)
- Reglas de La Sana CriticaDocument11 pagesReglas de La Sana CriticaEl ClasicoNo ratings yet
- Proyecto ContabilidadgerencialDocument32 pagesProyecto ContabilidadgerencialWendy MtzNo ratings yet
- Gui - A Gobiernos Radicales 1916-1930 (2023)Document6 pagesGui - A Gobiernos Radicales 1916-1930 (2023)Oriana Nadín PobleteNo ratings yet
- La Cultura SicanDocument2 pagesLa Cultura SicanAlvaroFraGamonalMirandaNo ratings yet
- Musica PrecolombinaDocument5 pagesMusica PrecolombinaAnonymous LbXaayNo ratings yet
- Cuestionario Resolucion ConflictosDocument3 pagesCuestionario Resolucion ConflictosCarlos Adrian VillagranNo ratings yet
- Modulo de Competencias de La Lengua Castellana 3 SemDocument71 pagesModulo de Competencias de La Lengua Castellana 3 SemROBERTNo ratings yet
- TocDocument4 pagesToceduardoNo ratings yet
- Ley y Reglamento SSTDocument12 pagesLey y Reglamento SSTSaily Contreras RománNo ratings yet
- Oración Enseñanza Básica y Media Del 28 Al31 de MarzoDocument13 pagesOración Enseñanza Básica y Media Del 28 Al31 de MarzoCristhian Ignacio Peñailillo CastilloNo ratings yet
- Espiroquetas y Otros Microorganismo EspiralesDocument16 pagesEspiroquetas y Otros Microorganismo EspiralesAlex Manzher50% (2)
- Apendice B Ecuacion de La Rectaenero2017 PDFDocument4 pagesApendice B Ecuacion de La Rectaenero2017 PDFeriksanabriaNo ratings yet
- El ClasicismoDocument19 pagesEl ClasicismoMario MontenegroNo ratings yet
- Enfermedad ChagasDocument13 pagesEnfermedad ChagasJosé Manuel Torres AvendañoNo ratings yet
- Prohomunim Vol2 Ext 1 2020 Art9Document9 pagesProhomunim Vol2 Ext 1 2020 Art9Fiorela TripodiNo ratings yet
- Pecado AngelicoDocument8 pagesPecado Angelicolys rodriguezNo ratings yet
- El Caso Carlos PublicacionDocument21 pagesEl Caso Carlos PublicacionSusana Beatriz GarecaNo ratings yet
- Silabo Desarrollo Personal IDocument10 pagesSilabo Desarrollo Personal Iflavio sayre kenteNo ratings yet
- Cancer Proyecto Marco TeoricoDocument66 pagesCancer Proyecto Marco TeoricoJose Cueva Arevalo50% (4)
- Tarea 8-Derecho Administrativo y Sus ProcedimientosDocument7 pagesTarea 8-Derecho Administrativo y Sus Procedimientoskaren ceballosNo ratings yet
- Fisiología Cardiaca 2018Document23 pagesFisiología Cardiaca 2018Guillermo PinedaNo ratings yet
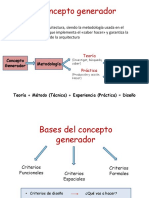
- Concepto GeneradorDocument7 pagesConcepto GeneradorPaola Yépez100% (1)
- Sintesis Documental #15Document1 pageSintesis Documental #15Johan RiveraNo ratings yet
- Definición de Artículo de DivulgaciónDocument2 pagesDefinición de Artículo de DivulgaciónGraciela LopNo ratings yet
- Aplicaciones Físicas Que Encontramos en El ConvertidorDocument12 pagesAplicaciones Físicas Que Encontramos en El ConvertidorLuis Elmer Martinez MarquezNo ratings yet
- Evaluación Recuperación Final Filosofía Décimo 3pDocument3 pagesEvaluación Recuperación Final Filosofía Décimo 3pDANA VALENTINA OCHOA HERRERANo ratings yet
- Resumen de Historia Del Derechohistoria Del Common LawDocument255 pagesResumen de Historia Del Derechohistoria Del Common LawFrascaroli JavierNo ratings yet
- Niif TDocument17 pagesNiif TDiana VerásteguiNo ratings yet