You might also like
- Fluid Mechanics With Engineering ApplicationsDocument621 pagesFluid Mechanics With Engineering Applicationscivengbridge6475% (8)
- Condenser BasicsDocument4 pagesCondenser Basicsjimbzthegr8100% (2)
- Heller System PPT 3 Cooling SystemsDocument34 pagesHeller System PPT 3 Cooling SystemsShrey DattaNo ratings yet
- Condenser CondenserDocument36 pagesCondenser Condenserobisonandlaw100% (1)
- CondenserDocument4 pagesCondensermaneeshjha9368100% (1)
- Condenser TechnologyDocument282 pagesCondenser TechnologyLeonardo Diaz67% (3)
- CondenserDocument72 pagesCondensersprotkar100% (5)
- NPTI, 3rd Year, 03915303712: Shivam TiwariDocument6 pagesNPTI, 3rd Year, 03915303712: Shivam TiwariMantuomNo ratings yet
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocument21 pagesProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperNo ratings yet
- Air Cooled CondenserDocument7 pagesAir Cooled Condensermoreds1983No ratings yet
- WH Vacuum in Steam TurbineDocument2 pagesWH Vacuum in Steam Turbinemiths_0087No ratings yet
- 15182B Steam Condensate PipingDocument8 pages15182B Steam Condensate PipingAltaf ur RehmanNo ratings yet
- Steam CondenserDocument20 pagesSteam CondensernitinNo ratings yet
- CondensersDocument35 pagesCondensersbibobib100% (1)
- Key Condenser Failure MechanismDocument8 pagesKey Condenser Failure MechanismdirgoramboNo ratings yet
- Extraction Steam System Design DescriptionDocument14 pagesExtraction Steam System Design DescriptionKarthik Rampa100% (1)
- CondenserDocument42 pagesCondenserpavan1211No ratings yet
- Basic Desuperheater Types PDFDocument17 pagesBasic Desuperheater Types PDFLiège CostaNo ratings yet
- Condenser DesignDocument12 pagesCondenser Designbirendrajee100% (1)
- Disertation On Fmea Boiler Tube Failure AnalisisDocument65 pagesDisertation On Fmea Boiler Tube Failure AnalisisJose Gustavo Hernandez ReyesNo ratings yet
- Condenser Tube Fouling and FailureDocument27 pagesCondenser Tube Fouling and FailureAnu ShanthanNo ratings yet
- Boiler Feed ManualDocument30 pagesBoiler Feed Manualingrbarros100% (1)
- Dry Cooling TowerDocument40 pagesDry Cooling TowerAnil PalamwarNo ratings yet
- Evaluating Deaerator Operation for Energy SavingsDocument5 pagesEvaluating Deaerator Operation for Energy SavingsYanuar KrisnahadiNo ratings yet
- Difference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTDocument16 pagesDifference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTRaju MaityNo ratings yet
- Innovation For Boiler TubeDocument2 pagesInnovation For Boiler TubemasgrahaNo ratings yet
- Boiler Drum LevelcontrolDocument26 pagesBoiler Drum LevelcontrolSachin PatelNo ratings yet
- Chapter - 1 Condenser PerformanceDocument17 pagesChapter - 1 Condenser PerformanceAhmed HelmyNo ratings yet
- Vacuum SystemDocument49 pagesVacuum Systemssmith2007100% (3)
- H&I. Condenser Performance MonitoringDocument43 pagesH&I. Condenser Performance MonitoringRajendran SrnNo ratings yet
- Extraction Condensing Steam Turbine PDFDocument2 pagesExtraction Condensing Steam Turbine PDFAaronNo ratings yet
- SEA WATER COOLING TOWER OPERATIONDocument32 pagesSEA WATER COOLING TOWER OPERATIONnivasssvNo ratings yet
- AVoiding Water Hammer in Steam Systems PDFDocument12 pagesAVoiding Water Hammer in Steam Systems PDFBrightwaterprocessNo ratings yet
- Condenser Air In-Leakage PDFDocument282 pagesCondenser Air In-Leakage PDFMario Flores100% (1)
- TechSheet109 - Corrosion in DeaeratorsDocument1 pageTechSheet109 - Corrosion in DeaeratorsrinthusNo ratings yet
- Single and Multistage Steam Jet Ejectors: TorinoDocument12 pagesSingle and Multistage Steam Jet Ejectors: TorinoSuman SenapatiNo ratings yet
- Chapter - 1 Condenser PerformanceDocument21 pagesChapter - 1 Condenser PerformanceAhmed HelmyNo ratings yet
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDocument97 pagesReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- Lecture 10 - Steam Condensers - Direct TypeDocument4 pagesLecture 10 - Steam Condensers - Direct TypeHussain AbbasNo ratings yet
- 114c ProposalDocument174 pages114c ProposalDimension LessNo ratings yet
- 02 - Condensers & Cooling Towers PDFDocument61 pages02 - Condensers & Cooling Towers PDFVimleshKumarSharmaNo ratings yet
- Cooling Tower SpecificationDocument14 pagesCooling Tower SpecificationAmzad DPNo ratings yet
- CondenserDocument37 pagesCondenserGaurav SrivastavaNo ratings yet
- Boiler (Steam Generation) KSDocument25 pagesBoiler (Steam Generation) KSBangun WijayantoNo ratings yet
- Chapter 1 BoilerDocument293 pagesChapter 1 BoilerTifanny FlorentinaNo ratings yet
- Steam Surface CondensersDocument15 pagesSteam Surface CondensersUmangtarangNo ratings yet
- Steam Gland SealingDocument118 pagesSteam Gland SealingRyan Wong100% (1)
- Condenser 69-83Document15 pagesCondenser 69-83DIPAK VINAYAK SHIRBHATENo ratings yet
- Soot Blowers Keep The Heat Transfer Surfaces in A Boiler CleanDocument50 pagesSoot Blowers Keep The Heat Transfer Surfaces in A Boiler Cleanajanthalakshmi100% (1)
- Feed Water HeaterDocument56 pagesFeed Water HeaterTarunNo ratings yet
- 2 Telemetry TurbineDocument12 pages2 Telemetry TurbineSamNo ratings yet
- Surface Condenser Eng2Document5 pagesSurface Condenser Eng2MuhammadFikriNo ratings yet
- Instruction Manual Vacuum CondenserDocument12 pagesInstruction Manual Vacuum CondenserGarry BernzNo ratings yet
- Reservoir Design Solutions for Mobile EquipmentDocument7 pagesReservoir Design Solutions for Mobile EquipmentSympatyagaNo ratings yet
- Pressure Vessels (Att. VIII)Document42 pagesPressure Vessels (Att. VIII)Syed M. Imran Ali100% (1)
- 5 - Condensor, GSC and Ejector in Thermal Power PlantDocument36 pages5 - Condensor, GSC and Ejector in Thermal Power PlantEshwar Pawar100% (1)
- Equipment and PipingDocument49 pagesEquipment and Pipingnuruddin2409No ratings yet
- Acson Mini Chiller Application Manual 2.0Document128 pagesAcson Mini Chiller Application Manual 2.0Dota NgNo ratings yet
- Customer: Hubei Dengfeng Heat Exchanger Co.,LtdDocument53 pagesCustomer: Hubei Dengfeng Heat Exchanger Co.,LtdtienNo ratings yet
- Design Buckstay in Steam BoilersDocument9 pagesDesign Buckstay in Steam BoilerszaidinNo ratings yet
- Chapter One: CondenserDocument10 pagesChapter One: Condenserشاكر العاقل100% (1)
- Simple Buildup FactorDocument6 pagesSimple Buildup FactorAshraf ZoubiNo ratings yet
- Ashraf Ali Alfandi's Nuclear Engineering Career ProfileDocument5 pagesAshraf Ali Alfandi's Nuclear Engineering Career ProfileAshraf ZoubiNo ratings yet
- HomeworkDocument11 pagesHomeworkAshraf ZoubiNo ratings yet
- Neutron Detection Efficiency Using Polyethylene ModerationDocument7 pagesNeutron Detection Efficiency Using Polyethylene ModerationAshraf ZoubiNo ratings yet
- Steam TablesDocument20 pagesSteam Tablesajitsamal456No ratings yet
- Tutorial SCO2 WilkesDocument99 pagesTutorial SCO2 WilkesAshraf Zoubi100% (1)
- Neutron Detection Efficiency Using Polyethylene ModerationDocument7 pagesNeutron Detection Efficiency Using Polyethylene ModerationAshraf ZoubiNo ratings yet
- Measuring Uranium Mass Using 3He Neutron DetectorsDocument11 pagesMeasuring Uranium Mass Using 3He Neutron DetectorsAshraf ZoubiNo ratings yet
- Alfandi CVDocument2 pagesAlfandi CVAshraf ZoubiNo ratings yet
- Conference Program PanarabeDocument8 pagesConference Program PanarabeAshraf ZoubiNo ratings yet
- A Simple Heat Transfer CorrelationDocument8 pagesA Simple Heat Transfer CorrelationAshraf ZoubiNo ratings yet
- Climate Variability in JordanDocument21 pagesClimate Variability in JordanMohammed Bate'eNo ratings yet
- FwsassistDocument1 pageFwsassistAshraf ZoubiNo ratings yet
- Pressure Relief Valves HenryDocument7 pagesPressure Relief Valves HenryOSCAR ASIAINNo ratings yet
- H Series Millivolt Owners ManualDocument52 pagesH Series Millivolt Owners ManualAlvaro GutierrezNo ratings yet
- Nitrogen Production and Properties GuideDocument26 pagesNitrogen Production and Properties GuideMuhammad AfnanNo ratings yet
- Modelling of Linebreak in High-Pressure Gas Pipes. Kimambo.Document323 pagesModelling of Linebreak in High-Pressure Gas Pipes. Kimambo.Angel HaroNo ratings yet
- Genie Scc755psDocument2 pagesGenie Scc755psWellington Xavier Pazmiño RodríguezNo ratings yet
- Short Course 5 - NPSH & Nss Made SimpleDocument46 pagesShort Course 5 - NPSH & Nss Made SimpleadelmoNo ratings yet
- VaporpressureDocument14 pagesVaporpressureShaira TanNo ratings yet
- Vertical Turbine Pumps Engineering Data: Effective April 1, 2003Document11 pagesVertical Turbine Pumps Engineering Data: Effective April 1, 2003Israel CastilloNo ratings yet
- International Standard for Welding & Cutting GasesDocument4 pagesInternational Standard for Welding & Cutting GasesZoran DanilovNo ratings yet
- Company Profile Pt. Bangun Barat IntinusaDocument24 pagesCompany Profile Pt. Bangun Barat IntinusaLeider ParhusipNo ratings yet
- ScrubberDocument3 pagesScrubberriz2010No ratings yet
- Actuation Sizing ChartDocument12 pagesActuation Sizing ChartBùi Cảnh TrungNo ratings yet
- Change of State of Gases ExperimentDocument6 pagesChange of State of Gases ExperimentRetriana Maharani Retri100% (1)
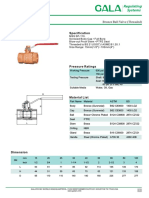
- 1gala - 1251 - Bronze Ball ValveDocument1 page1gala - 1251 - Bronze Ball ValveAbadimetal UtamaNo ratings yet
- Construction Details DeaeratorDocument3 pagesConstruction Details DeaeratorpawangwlNo ratings yet
- GH2 Projects IndiaDocument3 pagesGH2 Projects IndiaParas SachanNo ratings yet
- Pages From API - STD - 5211Document1 pagePages From API - STD - 5211Hafiz AkhtarNo ratings yet
- Design of 500 MW Coal Fired Steam Power Plant 1 1Document31 pagesDesign of 500 MW Coal Fired Steam Power Plant 1 1botch belmiNo ratings yet
- TC Fls Sihi Lem Lel 91 To 161 THR enDocument13 pagesTC Fls Sihi Lem Lel 91 To 161 THR enIamandii RoxanaNo ratings yet
- Pumps: Bauzon, Gianpaolo B. Cabangal, DustinmarielDocument47 pagesPumps: Bauzon, Gianpaolo B. Cabangal, DustinmarielJohn Carl GuanlaoNo ratings yet
- Gas WeldingDocument23 pagesGas WeldingAman BaviskarNo ratings yet
- Boiler Log DailyDocument2 pagesBoiler Log Dailymohamed abd el attyNo ratings yet
- M12 PDFDocument22 pagesM12 PDFAdrian GuzmanNo ratings yet
- Al Delma PPT Oil &gas Day 4Document75 pagesAl Delma PPT Oil &gas Day 4Rasha AlzubaidiNo ratings yet
- Pump Catalogue1Document16 pagesPump Catalogue1tr_chNo ratings yet
- YORK General Piping RecommendationsDocument8 pagesYORK General Piping RecommendationsJuan Carlos Franco OrtegaNo ratings yet
- Rho v2Document1 pageRho v2Myung Ho SynNo ratings yet
- CAGI ElectHB ch7Document259 pagesCAGI ElectHB ch7Alejandro GilNo ratings yet
- Axial Piston Pumps For Open Circuits in Mobile, Industrial and Marine ApplicationsDocument36 pagesAxial Piston Pumps For Open Circuits in Mobile, Industrial and Marine ApplicationsKamal Solanki100% (1)