Professional Documents
Culture Documents
Obrada Materijala 2
Uploaded by
Stefan BandukaCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Obrada Materijala 2
Uploaded by
Stefan BandukaCopyright:
Available Formats
OBRADA MATERIJALA II
2 . 4 . 18 .
zanimanje 010104 - strojarski tehniar
I. dio
dipl. ing. strojarstva Ivo Slade
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 2
1.0 UVOD
Ova skripta je namjenjena uenicima I. tehnike kole TESLA u Zagrebu smjer
strojarski tehniar, za lake praenje predmeta Obrada materijala 2. Raena je u
dva dijela, po jedan za svako polugodite.
Obrada materijala 2 se nastavlja na predmet Obrad materijala 1. Skripta
obuhvaa strojnu obradu odvajanjem estica, toplinsku obradu, zatitu povrine
metala, odravanje strojeva te postizanje kvalitete.
Sadraj skripte je u cijelosti prilagoen okvirnom nastavnom planu i programu
predmeta Obrada materijala za 2. razred strojarskih tehnikih kola.
Kako su nastavni sadraji dosta loeni, gradivo je podijeljeno u tematske
cijeline koje su pak podijeljene u manje podcjeline. Na kraju svake cjeline nalaze se
pitanja i zadaci za provjeru usvojenosti sadraja.
Pri izradi ove skripte koristio sam se uglavnom mojim pripremama za
predavanja i materijalima pogotovo slikama, koje sam naao na internetu. Kako
slika govori tisuu rijei tako sam nastojao skriptu to vie oslikati fotografijama i
ilustracijama. Skripta nije komercijalnog karaktera, niti je zamjena za bilo koji
udbenik, ve je pomo mojim uenicima u savladavanju gradiva.
Zahvaljujem se svima koji su korisnim savjetima pomogli da se ova skripta
izradi. Takoer u biti zahvalan i na budui dobronamjernim prijedlozima i savjetima
kako poboljati i osuvremeniti skriptu.
Slade Ivo
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 3
SADRAJ
1. Uvod ........................................................................................................... 2
2. Sadraj ....................................................................................................... 3
3. Strojne obrade odvajanjem materijala ....................................................... 5
3.1 Obrada odvajanjem estica na alatnim strojevima s definiranom geometrijom alata
3.1.1 Tokarenje ............................................................................................... 7
3.1.2 Povrinska hrapavost ............................................................................. 9
3.1.3 Tokarski no .......................................................................................... 11
3.1.4 Parametri obrade tokarenjem ........................................................... ......... 13
3.1.5 Strugotina ............................................................................................. 14
3.1.6 Tokarilice ............................................................................................. 15
3.1.7 Pitanja 1 ............................................................................................... 18
3.1.8 Glodanje .............................................................................................. 19
3.1.9 Glodalo ................................................................................................ 22
3.1.10 Kutovi alata .......................................................................................... 24
3.1.11 Sile pri glodanju .................................................................................... 25
3.1.12 Reimi rada .......................................................................................... 26
3.1.13 Glodalice .............................................................................................. 27
3.1.14 Pitanja 2 ............................................................................................... 29
3.1.15 Buenje ................................................................................................ 30
3.1.16 Zabuivanje .......................................................................................... 30
3.1.17 Proirivanje rupe ................................................................................... 30
3.1.18 Uputanje ............................................................................................. 31
3.1.19 Razvrtanje ............................................................................................ 32
3.1.20 Urezivanje navoja ................................................................................. 33
3.1.21 Builice ................................................................................................ 35
3.1.22 Paramatri buenja ................................................................................. 38
3.1.23 Pitanja 3 ............................................................................................... 39
3.1.24 Blanjanje ............................................................................................... 40
3.1.25 Noevi za blanjanje ................................................................................ 40
3.1.26 Blanjallice .............................................................................................. 42
3.1.27 Dubilice ................................................................................................ 45
3.1.28 Provlaenje ............................................................................................ 45
3.1.29 Alati za provlaenje ................................................................................ 45
3.1.30 Provlailice ............................................................................................ 46
3.1.31 Pitanja 4 ................................................................................................ 47
3.2 Obrada odvajanjem estica na alatnim strojevima bez definirane geometrije alata
3.2.1 Strojno bruenje ............................................................................................ 49
3.2.2 Plono bruenje ...................................................................................... 49
3.2.3 Kruno bruenje ...................................................................................... 50
3.2.4 Vanjsko bruenje ...................................................................................... 50
3.2.5 Unutarnje bruenje ...................................................................................... 50
3.2.6 Kruna bruenja ekscentrinih obradaka .................................................... 51
3.2.7 Profilno bruenje ...................................................................................... 52
3.2.8 Izrada brusnih ploa ...................................................................................... 53
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 4
4. Ostali postupci
4.1 Poliranje .............................................................................................. ........... 54
4.2 Lepanje .............................................................................................. ........... 57
4.3 Honanje .............................................................................................. ........... 59
4.4 Superfini ............................................................................................ ........... 63
4.5 Pitanja 5 ................................................................................................... 65
5. Nekonvencionalni postupci obrade
5.1 Elektroerozijska obrada materijala ............................................................. 67
5.1.1 Elektroerozija uranjanjem iga .................................................................. 68
5.1.2 Elektroerozija glodanje elektrodom ......................................................... 69
5.1.3 Elektroerozija icom ............................................................................... 70
5.2 Elektrokemijska obrada ............................................................................ 71
5.3 Obrada vodenim mlazom .......................................................................... 73
5.4 Obrada ultrazvukom .................................................................................. 77
5.5 Obrada laserom ....................................................................................... 79
5.6 Pitanja 6 ................................................................................................... 84
II dio
6. Obrada postizanjem strukture
6.1 Osnove toplinske obrade metala
6.2 Postupci toplinske obrade metala
6.2.1 Kaljenje
6.2.2 arenje
6.2.3 Poputanje
6.2.4 Poboljavanje
6.2.5 Cementiranje
6.3 Oprema za toplinsku obradu
6.3.1 Pei
7. Zatita povrine
7.1 Korozija
7.2 Zatitne prevlake
7.2.1 Galvanizacija
7.2.2 Metalizacije
7.3 Bojanje
8. Kvaliteta
9. Odravanje strojeva i opreme
9.1 Pregled organizacije
9.2 Odravanje alata i strojeva
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 5
Tokarenje
Glodanje
Blanjanje
Buenje
3. Strojne obrade odvajanjem materijala
Ljudska potreba i izazov je da se napravi neto novo,
bolje, ljepe, vre, vee, bre, ekonominije, ... Pri tome
stalno treba mijenjati postojee ili stvarati nove proizvode.
Razne inovacije stvaraju nove proizvode, poboljavaju
stare, ali bilo da se radi o potpuno novom proizvodu ili se
izrauje stari, dobro uhodani proizvod, materijali od kojih se
oni sastoje stalno se moraju obraivati.
Obrada materijala je promjena oblika, dimenzija ili
svojstava materijala radi daljnje upotrebe. Moe se podijeliti
na:
- runu i
- strojnu obradu.
Strojna obrada se obavlja na alatnom stroju sa unaprijed
odreenim alatima, kako bi se u to kraem vremenu dobio
proizvod zadovoljavajue kvalitete. Alatni strojevi su strojevi
na kojima ovjek u proizvodnom procesu upravlja alatom.
Osnovni zadatak alatnih strojeva je: zamjena ljudskog rada
uz poveanje tonosti, produktivnosti, ekonominosti, ...
Postupci strojne obrade odvajanjem estica mogu se
podijeliti na nekoliko naina, a svaki od njih u nekoliko
skupina.
Prikazana je podjela prema obliku otrice noa:
1 - Postupci obrade definiranom geometrijom alata
- Tokarenje
- Glodanje
- Blanjanje / dubljenje
- Buenje
- Provlaenje
- Piljenje
- Ozubljivanje
2 - Obrada bez definirane otrice alata
- Bruenje
3 - Obrada slobodnom otricom
- Poliranje
- Honanje
- Lepanje
- Superfini
Honanje
4 - Obrada bez otrice
- Elektroerozija
- Ultrazvuna obrada
- Obrada plazmom
- Rezanje vodenim mlazom
- Obrada laserom
Lepanje
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 6
Provlaenje
Alat u obliku klina
Obrada elektroerozijom
Elektrokemijska obrada
3.1 Obrada odvajanjem estica na alatnim strojevima s
definiranom geometrijom alata
Obrada odvajanjem estica je postupak promjene oblika
sirovca, gdje dolazi do smanjenja volumena obratka zbog
djelovanja reznog sredstva alata.
Osnovni oblik reznog alata je klin. Njegova zadaa je
razdvajanje materijala i odvajanje estica materijala.
Prednosti obrade odvajanjem estica su:
omoguuje postizavanje tonosti i preciznosti (uske
tolerancije) te dobre kvalitete obraene povrine, esto bez
potrebe za naknadnim zavrnim obradama,
najbolji, pa i esto jedini nain da se oblikuju otri rubovi,
ravne povrine, te unutarnji i vanjski profili,
moe se primjeniti pri obradi gotovo svih materijala,
jedini nain preoblikovanja toplinski obraenih i krtih
materijala,
mogue je obraivati i kompliciranu geometriju,
mogue su obrade u irokom rasponu dimenzija (od
makropoizvoda poput turbina i zrakoplova do
mikroproizvoda,
pri odvajanju malo se mijenja struktura materijala obratka
(samo tanki sloj),
pogodna je za automatizaciju,
ekonominost i produktivnost (jeftinija i bra) kod
maloserijske i pojedinane proizvodnje.
Nedostaci obrade odvajanjem estica su:
stvara odvojene estice,
za izradu jednog elementa obratka (tolerirani provrti,
utori,..) potrebno je vie obadnih postupaka i vie
raznovrsnih alatnih strojeva,
neki dijelovi zahtijevaju primjenu CNC strojeva i
komplicirano programiranje,
alatni strojevi i potreba za rukovanjem alatima i obratcima
zahtijevaju velik prostor,
na mikroklimu jako utjeu obradni procesi (toplina, buka,
rashladne tekuine, ulja, ...),
visoki udio pomonih i pripremno-zavrnih vremena
(vrijeme zahvata alata i obratka je esto manje od 2 %
ukupnog vremena protoka pozicije).
Definirana geometrija alata je obrada noevima kod kojih se
kutevo obrade i namjetanja alata mogu mjeriti i mijenjati.
To su obrade: tokarskim noevima, noeve za blanjanje ili
dubljenje, glodlima, svrdlima, razvrtalima, uputalima,
iglama ili motkama za provlaenje, pilama,...
Definirane povrine tokarskog noa
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 7
Ultrazvuna obrada
Definirana geometrija tokarskog
noa
Popreno (plansko ili eono)
tokarenje
Popreno tokarenje izrada utora
ili odrezivanje
3.1.1 Tokarenje
Tokarenje je postupak obrade
skidanjem estice kojim se
proizvode obratci rotacijskih
povrina (valjkasti proizvodi).
Izvodi se na alatnim strojevima,
tokarilicama. Obradak obavlja glavno gibanje, dok alat
obavlja posmino, pripremno i dostavna gibanja.
Tokarenje se moe podijeliti na vie naina:
1. Prema obliku tokarene povrine:
- okruglo (uzduno, aksilalno) - posmino gibanje je u
smjeru osi rotacije
- plansko ili popreno - posmino gibanje je okomito na
smjer osi rotacije
- konusno - posmino gibanje je pod nekim kutom u
odnosu na os rotacije
- prifilno koriste se profilni noevi i pposmino gibanje
je pod nekim kutom na os rotacije.
Kod profilnog tokarenja pravac ulaza noe moe varirati od
paralelnog sa osi rotacije do okomitog na os rotacije ali se
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 8
Profilno tokarenje
Kopirno tokarenje
Neokruglo tokarenje
Istovremeno vanjsko i unutarne
tokarenje
Idealno ravna povrina
tijekom obrade ne mijenja
- kopirno - posmino gibanje je u obliku krivulje u odnosu
na os rotacije. No putuje po krivulji koju definira ticalo
kopirnog ureaja putujui po abloni (modelu)
- tokarenje navoja - posmino gibanje je u smjeru osi
rotacije i definirano je korakom navoja
- neokruglo - posmino i dostavno gibanje su u
meusobnoj ovisnosti o glavnom gibanju
2. Prema poloaju tokarene povrine:
- vanjsko tokarenje
- unutarnje tokarenje
3. Prema kinematici gibanja noa:
- uzduna tokarenja (aksijalna)
- poprena tokarenja (radijalna)
- istovremeno uzduna i poprena tokarenja (konusi,
krivulje)
3. Prema kvaliteti obraene povrine:
- grubo tokarenje
- polugrubo tokarenje (zavrno, isto)
- fino tokarenje
Tokarenjem se postiu obrade u kvaliteti N4 do N12.
N1 do N12 su razredi hrapavosti.
Povrine
nakon obrade
skidanjem
estica, ma
kako ona bila
fina i
precizna,
nisu idealno glatke. Mikroskopski gledano one su hrapave i
pune neravnina raznih oblika, veliina i smjerova.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 9
Realno stanje povrine
Presjek povrine na kojoj se mjeri
hrapavost
Referentne duljine mjerenja
Povrina bakrene ipke 10x
uveana
Stanje povrine kod poveanja
52x
3.1.2 Povrinska hrapavost
Povrinska hrapavost su mikrogeometrijske nepravilnosti
na povrini nekog obratka. One su standardizirane. Oblik
neravnina se mjeri na nekom presjeku obratka. Promatra se
samo odreeni dio koji je definiran referentnom duinom
mjerenja l.
Linija m
predstavlja
srednju crtu
profila tako da
zbroj kvadrata
udaljenosti svih
toaka od
srednje crte m bude minimalan.
Prosjeno
odstupanje profila
R
a
je aritmetika
udaljenost profila
od srednje linije m.
Prosjena visina
neravnina R
z
je
prosjek od pet
uzastopnih mjerenja
izmau maksimalne i
minimalne vrijednosti
neravnina na
referentnoj duini.
Najvea visina neravnina R
max
je udaljenost izmeu najvie
i najnie toke profila na referentnoj duini
Stanje povrine prije bruenja
i nakon bruenja
Mjerenje neravnina obavlja
se mjeraima koji mogu biti
runi ili stacionarni.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 10
Vidljiva hrapavost povrine kod
poveanja 150x
Hrapavost kod 560x poveanja
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 11
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 12
Set tokarskih noeva
Grubi vanjski desni tokarski no
Fini vanjski desni tokarski no
Fini vanjski neutralni tokarski no
Lijevi i desni tokarski no za
vanjsko tokarenje izraeni od vrlo
tvrdog elika
3.1.3 Tokarski no
Prema postupcima tokarenja potrebno je koristiti
adekvatne tokarske noeve. Tokarski no se razvijao
tijekom dugog razdoblja i stano se usavrava. Danas se za
izradu tokarskog noe koriste brzorezni elik, tvrdi metal,
cermet, keramika, CBN, dijamant
Tokarske noeve je mogue podijeliti na nekoliko naina:
1. Noevi prema vrsti obrade
- Noevi za grubu obradu
- Noevi za polugrubu (istu) obradu
- Noevi za finu obradu
2. Noevi prema poloaju tokarenja
- Noevi za vanjsko tokarenje
- Noevi za unutarnje tokarenje
Grubu unutarnji desni tokarski no Fini unutarnji desni tokarski no
3. Noevi prema orjentaciji vrha alata
- Lijevi tokarski no
- Neutralni tokarski no
- Desni tokarski no
Na gornju povrinu noa se poloi dlan ruke. Kad se pravac
vrha noe i palca ruke poklope odreen je smjer
orjentacija noa.
Fini vanjski desni tokarski no
Fini vanjski lijevi tokarski no
I. tehnika kola TESLA Ivo Slade
Tokarski no za odrezivanje
Tokarski no za eono dubljenje
Tokarski no za narezivanje
navoja
Ravni profilni tokarski no
Okrugli profilni tokarski no
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade
Tokarski no za narezivanje
4. Noevi za utore i odrezivanje
- Noevi za odrezivanje
- Noevi za vanjsko dubljenje
- Noevi za unutarnje dubljenje
- No za eono dubljenje
- Noevi za unutarnje i vanjsko podrezivanje
- Noevi za unutarnje i vanjsko profiliranje,.....
Tokarski no za vanjsko dubljenje Tokarski no za unutarnje dubljenje
5. Noevi za navoje
- Noevi za vanjske navoje
- Noevi za unutarnje navoje
Tokarski no za urezivanje navoja
6. Profilni noevi
Profilni noevi kod tokarenja imaju samo jedno gibanje
radijalno ili aksijalno do odreene dubine te povratno
Mogu biti ravni ili okrugli profilni noevi.
Ravni profilni noevi
Tokarenje
profilnim
noem
I. tehnika kola TESLA Ivo Slade 13
Noevi za unutarnje i vanjsko podrezivanje
Noevi za unutarnje i vanjsko profiliranje,.....
Tokarski no za vanjsko dubljenje Tokarski no za unutarnje dubljenje
Tokarski no za urezivanje navoja
Profilni noevi kod tokarenja imaju samo jedno gibanje
ene dubine te povratno
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 14
G glavna brzina rezanja
P posmak
D dostavno gibanje
f - posmak (mm/o)
b irina obraene estice
strugotine (mm)
h debljna obraene estice
strugotine (mm)
ap dubina rezanja - obrade (mm)
Oblilci strugotine ovise o
parametrima obrade
3.1.4 Parametri obrade tokarenjem
Kod tokarenja potrebno je definirati :
- vrstu obrade
- dubinu rezanja
- glavnu brzinu tokarenja (broj okretaja)
- posmak
Brzina rezanja v
c
je brzina kojom se alat giba kroz neki
materijal. Ona je specifina za odreeni materijal i za
odreeni no ovisi o materijalu alata, dubini rezanja a
p
,
snazi alatnog stroja, stanju obraene povrine hrapavosti,
...
Kod tokarenja glavnu brzinu rezanja ima obradak.
Mjeri se u mm/min, odnosno kod tokarenja se preraunava
u n broj okretaja u minuti
n=
Posmak f je relativno gibanje alata prema obratku. Okomit
je na glavnu brzinu rezanja v
c
. Ovisi o vrsti materijala
obratka, dubini rezanja, stanju povrine hrapavosti,
suhom ili hlaenom tokarenju, alatu,....
Kod tokarenja posmak obavlja alat. Mjeri se u mm/o
(milimetrima po okretaju glavnog radnog vretena odnosno
obratka).
Dostavno gibanje je gibanje alata u materijal i ono daje
dubinu rezanja a
p
. Ovisi o vrsti obrade, alatu, hlaenju,
snazi stroja,...
Kod tokarenja dostavno gibanje obavlja alat. Definira se
dubinom reza a
p
(mm), a brzina odgovara brzini posmaka.
Prazni hod, povratno gibanje, mrtvi hod to su nazivi gibanja
pri povratku noa u ponovno pozicioniranje za novi rez.
Vrsta obrade se definira prema hrapavosti povrine i kod
tokarenje se najee koriste termini grubo tokarenje, isto
ili polugrubo tokarenje i fino tokarenje.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 15
Izvedba sa ubruenom
stepenicom
Izvedba sa ubruenim lijebom
Izvedba s negativnim bonim
kutom
Mehaniko lomilo strugotine
3.1.5 Srugotina
Strugotina je odsjeeni dio materijala koji moe prema
strukturi imati tri oblika:
- lomljena (mrviasta) strugotina
- nasjeena (rezana) strugotina
- tekua (trakasta) strugotina
Neki oblici strugorine su povoljni u proizvodnji dok drugi
oteavaju rad te ih je dobo tijekom obrade usitnjavat - lomiti
Dodavanje lomila strugotine na no je jo jedan nain
produljenja trajanja noa (osim optimalnih kutova noeva,
kutova postavljanja noeva, zaobljenja vrha noa i
ubruivanja faze noa).
etiri osnovna oblika lomila strugotine:
1 - Izvedba sa ubruenom stepenicom
Najee upotrebljavani oblik lomila srtugotine (Slika Ovaj
oblik prisiljava strugotinu da se savija na stranu i time
ostavlja slobodnu otricu noa. Ovisno o kutu, radijusu,
dubini i irini stepenice odreuju se parametri tokerenja
2 - Izvedba sa ubruenim lijebom
Plitki lijeb ( dubina 0,12 0,25 mm, irina 1,6 3,2 mm )
se ubrusi paralelno sa otricom noa i zavrava ispred vrha
noa
3 - Izvedba sa negativnim bonim kutom
Negativnom bonim kutom od 3
o
do 5
o
mogue je dobro
kontrolirati odvoenje strugotine
4 - Mehaniko lomilo strugotine
Koristi se kod velikih alata
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 16
3.1.6 Tokarilice
Alatni strojevi za obradu odvajanjem estice pomou kojih se rezanjem obrauju i izrauju
dijelovi rotacionog oblika.
Tokarilice se dijela:
- Jednostavne tokarilice
Suport slui samo kao dra alata i
nije predvien posmak (samo
runi). Broj okretanja glavnog
vretena odreuje se remenskim
prijenosom - prebacivanjem
remena.
- Univerzalne tokarilice
Imaju elaktromotorni pogon (trofazni asinkroni kavezni elektromotor). Glavni prigon je spojen
na glavno radno vreteno na kojem se nalazi centrirajua stezna glava (amerikaner). Iz dva
posmina prigona izlaze navojno vreteno za tokarenje navoja i posmino (glatko) vreteno.
Oba prolaze kroz suport. Navojno vreteno se spaja preko dvodjelne (rasklopne) matice i
osigurava posmak suporta koji odgovara koraku tokarenog navoje. Posmino vreteno se u
suportu spaja preko padnog pua mehanizma koji omoguava uzduni i/ili popreni
posmak kod tokarenja. Na suportu se nalazi dra noa u koji se upinju tokarski noevi.
Suport klizi po vodilicama koje se nalaze na krevetu tokarilice. Na vodilice se moe montirati
i lineta kojom se centriraju dua i tanja vratila kao bi se izbjegao mogui progib i velike
vibracije tijekom tokarenja. Konji na kraju tokarilice slui za centriranje duljih predmeta zbog
to tonije obrade
Na njima se osim operacija tokarenja (unutarnjeg i vanjskog obodnog tokarenja, konusnog
tokarenja,
planskog
tokarenaj,
urezivanja i
odrezivanja,
profilnog i
kruvuljnog
tokarenja) mogu
se izvoditi
operacije
buenja,
uputanja,
razvrtanja,
rezanja
unutranjih i
vanjskih navoja,
ljutenja,
vrtloenja,
iztokarivanja,.....
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 17
- Kopirne tokarilice
Kopirne tokarilice obrauju samo pomou kopirnog ureaja.
Na tokarilici se nalazi model ablona po kojoj klizi ticalo. Ticalo je povezano s alatom koji
kopira poloaj ticala. Alat je
jednostavni tokarski no
masivnih dimenzija. Nalazi
se u drau alata koji je na
suportu. Suport je
smjeten pod kutom u
odnosu na os rotacije,
kako bi se mogli kopirati i
stepenasti oblici.
Sistemi za kopiranje su:
- mehaniki
- elektrini
- hidrauliki
- kombinirani (npr
elektrohidrauliki)
- Planska tokarilica
Planska tokarilica slui za izradu
obradaka velikih dimenzija.
Izradak se upinje u plansku plou. Moe
se poduprijeti konjiem.
Planske tokarilice imaju dimenzije planske
ploe od 1000 - 4000 mm
- Karusel tokarilica
Karusel tokarilica ima horizontalno
poloenu steznu plou za prihvat izratka.
Postoje karusel tokarilice sa jednim ili dva
vertikalna stupa za okomito pomicanje
grede. Po horizontalnoj gredi se kreu
jedan (kod jednostupne) ili dva suporta
(kod dvostupne).
Promjeri tokarenja kod jednostupnih su od
630 do 1500 mm, dok su kod dvostupnih
od 1500 do 25 000 mm
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 18
- Revolverska tokarilica
Revolverske tokarilice slue
u serijskoj proizvodnji za
kompletnu obradu izratka u
jednom zahvatu. Naziv su
dobile po karakteristinom
nosau alata - revolverskoj
glavi. Revolverska glava
moe prihvatiti vei broja
alata, koji u jednom zahvatu
izvre sve potrebne operacije
obrade. Pri tome se pojedini
rezni alati ili slogovi alata
ukljuuju jedan za drugim u
obradu.
Danas se sve vie
zamjenjuju CNC tokarilicama
- CNC tokarilice
CNC (Computer Numerical Control) brojano upravljani alatni strojevi danas su sve vie u
upotrebi. Strojevi imaju jednu ili dvije stezne glave (amerikanera), jedan ili dva suporta sa
revolverskom glavom . Alati mogu biti bez ili s pogonom te se tokarilice pretvaraju u obradne
centre. Jednostavnim programiranjem mogue je proizvoditi komplicirane predmete. Takoer
je mogue CAD-CAM tehnologijom programskie naredbe iz 3D crtea.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 19
Pitanja 1
1. to je obrada materijala i kao se dijeli ?
2. to su alatni strojevi ?
3. Kako se dijele postupci strojne obrade ?
4. to znai definirana geometrija alata ?
5. to su alati sa slobodnom otricom ?
6. Koji je osnovni oblik reznog alata ?
7. Koje su prednosti obrade odvajanjem estice ?
8. Koji su nedostaci obrade odvajanjem estice ?
9. to je tokarenje ?
10. Koja se osnovna gibanja alata i obratka pojavljuju kod tokarenja ?
11. Kako se moe tokarenje podijeliti (sistematizirati) ?
12. to je kvaliteta obrade ?
13. to je povrinska hrapavost ?
14. to je l kod mjerenja hrapavosti ?
15. to je m kod mjerenja hrapavosti ?
16. to je R
a
kod mjerenja hrapavosti ?
17. to je R
z
kod mjerenja hrapavosti ?
18. to je R
max
kod mjerenja hrapavosti ?
19. emu slui tokarski no ?
20. Kako se dijele tokarski noevi ?
21. to su parametri obrade kod tokarenja ?
22. O emu ovise parametri obrade
23. to je glavna brzina rezanja ?
24. to je posmak ?
25. to je dostavno gibanje ?
26. to je strugotina ?
27. Kakvi su oblici strugotine ?
28. O emu ovise oblici strugotine ?
29. to je lomilo strugotine i kako se dijele ?
30. to su tokarilice ?
31. Kakvih tokarilica ima ?
32. to se sve moe obraivati na univerzalnoj tokarilici ?
33. Kako radi kopirna tokarilica ?
34. Po emu se karusel tokarilica razlikuje od ostalih tokarilica ?
35. to je CNC tokarilica ?
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 20
Glodanje
Obodno glodanje protusmjerno i
istosmjernoi
Izgled strugotine kod
protusmjernog glodanja
Izgled strugotine kod
protusmjernog glodanja
3.1.8 Glodanje
Glodanje je nakon tokarenja najvaniji postupak obrade
materijala skidanjem estice. Tim postupkom moemo
obraditi ravne plohe, prizmatine ljebove i utore,
zupanike, navoje te uzduno i prostorno profilirane
povrine.
Glodanje je postupak obrade skidanjem estice kod kojeg
alat obavlja glavno gibanje. Posmino gibanje je uvijek pod
nekim kutom u odnosu na os rotacije alata i obavlja ga ili
obradak ili alat.
Obavlja se alatima sa vie jednakih otrica ili sa
sastavljenim alatima. Sve otrice toga alata nisu istodobno
u zahvatu. Zato je glodanje sloenija operacija od tokarenja
ili buenja zbog veeg broja otrica alata i zbog
promjenjivog presjeka strugotine koju skida pojedini zub za
vrijeme obrade. Zubi glodala dolaze jedan za drugim u
zahvat sa materijalom i za vrijeme zahvata jako se mijenja
optereenje zuba.
Prema kombinaciji glavnog i posminog gibanja glodanje
se dijeli na:
a) OBODNO GLODANJE koje moe biti:
1. plono (pravocrtno)
Kod obodnog plonog glodanja skidanje estica obavlja se
obodom glodala koje izvodi glavno gibanje, dok je posmak
pravocrtan. Plono glodanje se dijeli na:
protusmjerno istosmjerno
Protusmjerno glodanje (konvencionalno glodanje)
Rotacija alata (glavno gibanje) je u obrnutom smjeru od
smjera posmaka. Strugotina se stvara od malog prema
veem presjeku.Sile koje nastaju prilikom glodanja su
prema gore i ele izbiti obradak iz kripca.
Istosmjerno glodanje
Rotacija alata (glavno gibanje) je u istom smjeru kao smjer
posmaka. Strugotina se stvara od veeg prema najmanjem
presjeku.Sile koje nastaju prilikom glodanja su prema dole i
ele zabiti obradak u kripac.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 21
Kruno glodanje
Vanjsko kruno glodanje
Vanjsko planetarno glodanje
navoja
Glodanje zupanika segmentnim
zubima glodala
Glodanje zupanika
2. Kruno
Kod obodnog krunog glodanja skidanje estica obavlja se
obodom glodala koje izvodi glavno gibanje, dok je posmak
kruni. Ovisno o izgledu alata i smjetaju obratka kruno
glodanje moe biti vanjsko, unutarnje ili obilazno.
vanjsko, unutarnje, obilazno
Meu kruna glodanja spadaju odvalna glodanja navoja,
Vanjsko kruno Unutarnje kruno
glodanje navoja glodanje navoja
glodanja zupanika
Glodanje zupanika
odvalnim glodalom
Glodanje punog kola
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 22
eono glodalo (glava za glodanje)
Prstasto glodalo za eona
glodanja
Glodanje utora
Glodanje zareza pod kutom
Glodanje u nagibnom kripcu
b) EONO GLODANJE
eono glodanje skida estice materijala zubima
koji su smjeteni na elu glodala ili glave alata i moe
biti
Simetrino Nesimetrino
Kod simetrinog glodanja alat obrauje cijelom irinom
prolaz alata jednak je promjeru alata. Nesimetrino
glodanje ima trag alata manji od promjera glodala.
Prstasta glodala osim za eono poravnavanje slue za
obradu rubova, utora, depova, profila, ...
eono poravnavanje
eono glodanje spiralnog profila
Tragovi glodanja razliitim glodalima
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 23
Glodalo s glodanim
zubima
Glodalo s umetnutim zubima od
tvrdog metala
Glodalo s ravnim zubima
Glodalo s krinim zubima
Valjkasto glodalo za navoje
3.1.9 Glodalo
Glodalo slui za raznoliku upotrebu obrade materijala
odvajanjem estica, npr. za poravnavanje, izradu
prizmatinih rubova, izradu epva, depova, izrezivanje,
urezivanje, prerezivanje, izradu razliitih utora na
osovinama, izradu zubaca zupanika, za rezanje navoja
itd... Zbog toga je i oblik glodala raznolik. U osnovi se dijele
na vie naina:
1. Prema nainu izrade dijele se na:
- glodala s glodanim zubima
- glodala s natrano tokarenim i bruenim zubima
- glodala ili glave s umetnutim zubima
2. Prema obliku zubi se dijele na:
- glodala sa ravnim zubima
- glodala sa spiralnim zubima
- glodala sa krinim zubima
Glodalo s spiralnim zubima
3. Prema obliku tijela dijele se na:
- valjkasta glodala
- valjkasta eona glodala
- valjkasto glodalo za ozubljenje
- valjkasto glodalo za navoje
- ploasta (plosnata) glodala
- ploasto glodalo s umetnutim
zupcima
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 24
Profilna glodala
Vretenasto
(prstasto, utorno)
glodalo
Vretenasto glodalo s ploicama od
tvrdog metala
- pilasta glodala
- profilna glodala
- modulna glodala
- glave za glodanje
- vretenasta glodala
- konusna glodala
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 25
Specijalno glodalo
Oblik strugotine kod
protusmjernog glodanja
Oblik strugotine kod istosmjernog
glodanja
slobodni (leni) kut
kut otrenja (klina)
prednji (grudni) kut
- specijalna glodala
Sve vrste glodala se izrauju za rezanje u lijevom ili
desnom smjeru okretanja.
3.1.10 Kutovi alata
Pri pojedinim nainima glodanja razliit je i oblik dobivene
povrine. Kako bi se odredio oblik strugotine potrebno je
prouiti putanju jednog zuba glodala.
Strugotina ima oblik savinutog klina ija se debljina
mijenja od nule do maksimuma kod protusmjernog
glodanja, odnosno od maksimuma do nule kod
istosmjernog glodanja. Na taj nain se mijenja i sila koja
djeluje na alat. Nejednoliko optereenje loe utjee na alat i
stroj. Da bi se taj loi utjecaj izbjeglo kod ravnih zubi
poveava se broj zubaca u zahvatu. to je vei broj zubaca
na glodalu i to je vea dubina glodanja vie e zubaca biti
u zahvatu i biti e mirniji rad, jednolinije optereenje alata i
stroja, manje vibracije, bolja kvaliteta obraene povrine.
Drugi nain postizanja jednolinijeg optereenja je
upotreba spiralnih zuba. Veliki utjecaj na jednolikost
optereenja ima kut spirale odnosno nagib zavojnice zuba,
irina obraivane povrine, dubina glodanja. to je vei
nagib zavojnice i to je vea irina obraivane povrine biti
e i vei broj zubaca u zahvatu. Time dobivamo jednolinije
optereenje, bolju obradu.
Kod glodala sa ravnim zubima kutovi rezanja se ne
razlikuju od kutova koje imamo kod tokarskog noa.
Kod alata sa spiralnim zubima posebno se oznaavju
kutovi u normalnom i eonom presjeku.
U normalnom presjeku (presjeku okomitom na otricu zuba)
su:
normalni slobodni (leni) kut
normalni kut otrenja (klina)
normalni prednji (grudni) kut
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 26
Smjer spirala kod desnovojnog i
lijevovojnog glodala
Razliiti nagibi spiralnih utora kod
glodala
Sile koje se javljaju na zubu
glodala kod protusmjernog
glodanja
Sile koje se javljaju na zubu
glodala kod istosmjernog glodanja
U eonom presjeku (presjeku okomitom na os glodala) su:
eono slobodni (leni) kut
eoni kut otrenja (klina)
eoni prednji (grudni) kut
3.1.11 Sile pri glodanju
Kod glodanja svaki zub u pojedinom trenutku skida
strugotinu druge debljine pa se tako mijenjaju i sile koje
djeluju na zub. Zbog toga se pojavljuje neravnomjernost
rada koja je posljedica promjena pojedinih faza kod
odvajanja strugotine, ali je i posljedica periodikih ulazaka i
izlazaka zuba u i iz materijala.
Kod protusmjernog glodanja pojavljuje se sila F na
zubu blodala koja se moe rastaviti u:
F
a
natranu silu u smjeru osi glodala
F
h
glavnu silu rezanja u smjeru brzine rezanja
Taj zub djeluje i na obradak silom F koja je iste veliine
kao i sila F ali je suprotnog smjera.
Sila F se rastavlja u dvije komponente jednu u smjeru
suprotnom brzine posmaka F
s
i jednu okomito na obradak
F
v
. Sila F
s
se suprotstavlja posmaku i optereuje
posmini prigon, dok sila F
v
mijenja svoj poloaj zavisno
od poloaja zuba, promjera glodala i dubine glodanja. Ako
obradak nije dobro privren za radni stol sila F
v
e
obradak podii sa stola.
Kod istosmjernog glodanja pojavljuje se sila F na zubu
glodala koja se moe rastaviti u:
F
a
natranu silu u smjeru osi glodala
F
h
glavnu silu rezanja u smjeru brzine rezanja (suprotnog
smjera nego kod protusmjernog glodanja)
Sila F i komponente F
s
i F
v
pojavljuju se na obratku.
Sila F
s
podvlai posmini prigon i moe dovesti do loma
glodala.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 27
Koraci kod odabira alata i reima
rada iz kataloga alata
1 Odabir naina glodanja:
- eono glodanje
- obodno glodanje
- glodanje ruba
- profilno glodanje
- utorno glodanje
2 Odabir materijala obratka
- elik
- nehrajui elik
- lijevano eljezo
- aluminij
- toplinski otporne i titan legure
- tvrdi metali
3 Odabir glodala:
- eono glodanje
- obodno glodanje
- profilno
Ako je alat predvien za ploice
od tvrdog metala treba odrediti
koje e se koristiti prema
potrebnoj geometriji ploice
Odabrani alat i ploica imaju
preporuenu maksimalnu brzinu
rezanja i dubinu reza te debljinu
srugotine koju mogu pri tome
skidati. Iz tih ppodataka rauna se
brzina posmaka.
3.1.12 Reimi rada
Koji alat koristiti, kojom brzinom se alat okree, koja je
dubina rezanja, kojim posmakom, s hlaenjem ili bez su
pitanja koja moraju biti detaljno rijeena prije poetka rada.
Prije pristupanja samoj obradi materijla potrebno je
pripremiti tehniko tehnoloku dokumentaciju iz koje su
vidljivi i reimi rada kod pojedinih zahvata.
Operacijski list je osnovni matini dokument tehnoloke
pripreme. Izrauje se za svaki pojedini dio proizvoda. U
njemu je definiran tehnoloki proces, a izgled ovisi o
poduzeu - radionici te o nainu upotrebe. Najei sadraj
operacijskog lista su : operacija, zahvat, stroj ili strojna
grupa, alat ili naprava te njihovi reimi rada tj brzina
rezanja, posmak, dubina rezanja, broj prolaza, tehnoloka i
pomona vremena izrade, itd.
Operacija je onaj dio strojne obrade koji se obavlja na
jednom radnom mjestu od uzimanja obratka do njegovog
odlaganja (tokarenje, buenje, glodanje, rezanje, preanje,
sastavljanje,..)
Zahvat je odreena logika cjelina unutar operacije
(glodanje alatom D=40mm, buenje svrdlom D=5mm,
narezivanje navoja M10, tokarenje grubim lijevim tokarskim
noem, ...)
Brzina rezanja v (m/min) ovisi o materijalu obratka i
materijalu alata. Svaki proizvoa alata daje svoje brzine
rezanja za taj alat. Postoje preporuene brzine rezanja koje
se nalaze u raznim tablicama. Kod grube obrade koriste se
manje brzine rezanja i vei posmaci, dok se pri finoj obradi
koriste vee brzine rezanja, a mani posmaci.
Broj okretaja glodala se prema brzini rezanja rauna
n = (1000*v) / (D * )
Posmak po zubu glodala s
z
(mm) ovisi o materijalu, alatu i
dubini rezanja.
Posmak glodala po okretu s = s
z
* z (mm/okr)
Posmak u minuti s' = s
z
* z * n (mm/min)
Brzine posmaka glodala se kreu kod grubog glodanja
izmeu 100 i 500 mm/min dok se kod finog glodanja kreu
od 10 do 50 mm/min. Ovo su ope preporuke, ali one ovise
o vrsti alata, materijalima, snazi stroja,...
Dubina obrade (strugotine) a (mm) ovisi o alatu i snazi
alatnog stroja. Takoer postoje razliite tablice i preporuke
za dubinu strugotine u ovisnosti od materijala obratka.
Broj prolaza i potrebno ponavljanje obrade, ovisno o
dubine strugotine, od sirove mjere do eljene dimenzije
obratka
Da se odredi specifikacija alata potrebno je napraviti
detaljni tehnoloki proces odnosno razraditi proces po
operacijama i zahvatima (fazama). Potrebno je odrediti
optimalni alat za predvien stroj i postupak kako bi se u
najkraem vremenu dobili optimalni rezultati.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 28
Shema koordinatnog sustava
horizontalne glodalice
Shema koordinatnog sustava
vertikalne glodalice
Glodanje na horizontalnoj
glodalici
Set za pregradnju univerzalne
horizontalne glodalice u vertikalnu
glodalicu
3.1.13 Glodalice
Alatni strojevi za obradu odvajanjem estice pomou kojih
se rezanjem obrauju dijelovi preteno ravnog oblika
(poravnavanja, utori, ljebovi,..) te profili, navoji, zubi, ...
Glavno gibanje je uvijek rotaciono dok je posmino gibanje
pravocrtnog ili krunog oblika i uvijek je okomito ili pod
nekim kutom na os rotacije..
Glodalice se dijele prema poloaju glavnog radnog vretena
na horizontalne i vertikalne, dok su ostale u podskupinama:
Horizontalne glodalice
Nazivaju se konzolne ili
jednost avne glodalice.
Slue za obradu obodnim
glodanjem (istosmjernim
ili protusmjernim)
Glodalo se upinje u
horizontalno vratili i
obavlja glavno gibanje.
Obradak je stegnut na
radnom stolu koji obavlja
posmino gibanje.
Planske glodalice
su podgrupa horizontalnih.
Ime su dobile jer se na njima
najee glodaju ravne
horizontalne plohe. Imaju
krutu konstrukciju i visoku
produktivnost. Izvedene su
tako da se radni stol po
vodilicama na kuitu moe
gibati samo uzduno.
Univerzalna glodalica
Izvode se slini kao i
horizontalne glodalice, ali
imaju radni stol koji se
osim uzduni i popreno
moe gibati i oko svoje
vertikalne osi. To se
postie ugradnjom
krunih utora za voenje.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 29
Glodanje na vertikalnoj glodalici
Kopirna glodalica za izradu
kljueva
Upravljaka konzola CNC
glodalice
Vertikalne glodalice
Izvode se tako da im os
glodala stoji vertikalno
dok je ostali dio stroja
jednak horizontalnim.
Pogodne su za eono
glodanje, glodanje utora,
kanala, rubova utornim
glodalima, profilno
glodanje,..
Kopirna glodalica
Slui iskljuivo za
kopiranje pomou
kopirnih ureaja koji
ticalom prelaze po
abloni
CNC glodalica
Upravlja se programski.
Moe imati
vieosno
upravljanje ime
je mogue
izraditi
najkompliciranije
obratke u
jednom
stezanju.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 30
Pitanja 2
36. to je glodanje ?
37. to se moe obraditi glodanjem ?
38. Zato se mijenja optereenja na zubu glodala ?
39. Kako se glodanje dijeli ?
40. to je obodno glodanje ?
41. Koje su vrste obodnog glodanja ?
42. Koje su vrste plonog (pravocrtnog) glodanja ?
43. Kako se obavlja protusmjerno glodanje ?
44. Kako se obavlja istosmjerno glodanje ?
45. Koje su vrste krunog glodanja ?
46. Kako se dijeli eono glodanje ?
47. to je asimetrino eono glodanje ?
48. to je simetrino eono glodanje ?
49. Kako se mijenja sila na zubu tijekom eonog glodanja ?
50. to se moe eono glodati ?
51. Kako se openito dijele glodala ?
52. Kako se dijele glodala prema nainu izrade ?
53. Kako se dijele glodala prema obliku zubi ?
54. Kako se dijele glodala prema obliku tijela ?
55. Koji su kutevi ravnog zuba glodala ?
56. Koji su kutevi spiralnog zuba glodala?
57. Zato se kod glodanja pojavljuje naravnomjernost rada ?
58. Kako djeluju sile na zub alata kod protusmjernog glodanja ?
59. Kako djeluju sile na zub alata kod istosmjernog glodanja?
60. Kakav je posmak u odnosu na glavno gibanje alata ?
61. to su reimi rada kod glodanja ?
62. to je operacijski list ?
63. to operacija, a to zahvat ?
64. to je brzina rezanja, a to broj okretaja glavnog vretena ?
65. Kako se sve mjeri posmak ?
66. O enu ovisi dubina obrade ?
67. Kako se dijele glodalice i kako dobivaju naziv ?
68. to obrauju i kako rade horizontalne glodalice ?
69. to obrauju i kako rade vertikalne glodalice ?
70. to je CNC glodalica ?
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 31
Svrdlo za centralni
uvrt
NC zabuivalo
Proirivanje postojee rupe
Buenje
Proirivanje
3.1.15 Buenje
Buenje je nain obrade
odvajanjem estica kojim se
specifinim alatom izraduju
cilindrine rupe u obratku.
Alat obavlja glavno rotacijsko
gibanje i pravocrtno posmino
gibanje koje mora biti u smjeru
osi rotacije.
Buenje je povezano s predradnjom zabuivanja i
naknadnim operacijama proirivanja, uputanja, razvrtanja i
izbuivanja.
3.1.16. Zabuivanje je proces
oznaavanja sredita rupe
specijalnim svrdlima
zabuivalima. Svrha zabuivanja
je centriranje rupe kako ne bi
spiralno svrdlo prilikom buenja rupe napravilo otklon. Alati
za zabuivanje su svrdla za centralni uvrt ili NC svrdla.
3.1.17 Proirivanje je proces buenja svrdlom veeg
promjera od promjera ve postojee rupe. Proirivanja se
moe obaviti vie puta, ali je preporuljivo da promjer
svake slijedee vee rupe bude izmeu 50% do 100% vei
od prethodne rupe.
Set spiralnih svrdala od 1-10mm
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 32
Konusno uputen ulaz u rupu
Konusno uputanje
Proiren ulaz rupe
Uputanje vratnim uputalom
Vratno uputalo
3.1.18 Uputanje je postupak obrade ulaza ili izlaza
okrugle rupe
Uputala su rezni alati koji se upotrebljavaju za proirivanje
ulaza ili izlaza rupe te za postizanje tonijeg oblika
postojeih rupa. Reu kao i svrdla i izrauju se sa dvije, tri
ili vie reznih otrica. Uputanje je gruba obrada materijala.
Njima obraujemo elne plohe ravno ili pod kutom.
Slue za: - proirivanje
- uputanje za glave vijka
- obradu kosih krajeva rupe
- poravnavanje uzdignutih dijelova obratka
Prema obliku i svrsi dijele se na:
- spiralna ili navojna uputala (a)
- vratna uputala (b)
- konusna uputala (c, d, e, f)
- nasadna uputala (g)
- jednostrana elna uputala (h)
- specijalna uputala (i,k)
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 33
Razvrtanje
Cilindrina razvrtala
Specijalno razvrtalo za sjedite
metka u puanoj cijevi
Konusno razvrtalo
3.1.19 Razvrtanje - je postupak fine (zavrne) obrade
cilindrine rupe.
Tonost dimenzije, geometrijski oblik i hrapavost povrine
koja se u dobije nakon obrade svrdlom ne zadovoljava u
veini sluajeva.
Razvrtala su rezni alati koji se upotrebljavaju za zavrnu
obradu rupe i slue za finu obradu ve postojeih rupa, tj.
za dotjerivanje glatkoe povrine i postizanje vee tonosti
izbuenih rupa.
Razvrtalo skida relativno mali sloj materijala sa relativno
malom brzinom obrade. Alat postupno aksijalno ulazi u
rupu. Razvrtalo obrauje samo prednjim konusnim dijelom,
dok cilindrini dio slui kao vodilica i za zaglaivanje rupa.
Duina konusnog dijela ovisi o vrsti obraivanog materijala.
Vea duljina konusnog dijela daje ljepu i iu obraenu
povrinu.
Pravilan rad razvrtala ovisi od njegove konstrukcije, izrade i
naina upotrebe ( reimima rada ).
U radu se susree puno vrsta i veliki broj razvrtala.
Dijele se prema konstrukciji zuba, vrsti materijala, nainu
primjene, obliku obraivane rupe, nainu privrenja,.
Kod konusnih razvrtala javljaju se posebni uvjeti rezanja
zbog njihove konstrukcije. Garnitura se u principu sastoji od
tri razvrtala.
- Prvo razvrtalo slui za grubu obradu i ima stepeniaste
bridove zube.
- Drugo razvrtalo ima sitne zube koji pri razvrtanju lome
strugotinu i slui za finu obradu.
- Tree razvrtalo ima ravne ili spiralne zube kontinuirano po
cijeloj duljini brida i slue za najfiniju obradu.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 34
Metriki navoj
Fini metriki navoj
Whitworth-ov cijevni navoj
Trapezni navoj
3.1.20 Urezivanje navoja u rupi - je postupak izrade
spiralnih utora u postojeoj rupi. Ureznica ulazi okomito u
okruglu rupu definiranim brojem okretaja te odreenim
posmakom koji mora odgovarati koraku navoja.
Navoji mogu biti lijevi ili desni. Mogu biti grubi, srednji ili fini.
Utori mogu biti razliitih profila pa se tako razlikuju metriki,
navoji, trapezni navoji, pilasti navoji, Withwortovi navoji,...
Vrste navoja:
M Metriki
MF Metriki fini navoj
Whitworth-ov cijevni navoj
Trapezni navoj
Pilasti navoj
Obli navoj
Obli elektro navoj Edisonov navoj
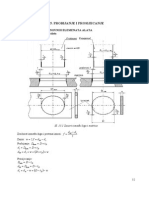
Primjer postupka izrade navoja
Za izradu navoja M10 u rupi potrebno je:
1. Na odabranoj poziciji zabuiti navrt NC zabuivalom
2. Prema dimenziji i vrsti navoja odabire
se potrebno svrdlo koje bui okruglu rupu.
(npr za M10 potrebna je rupa prema
proraunu D = 8,376 mm odabire se
spiralno svrdlo D=8.4mm
Ako je potrebni izvri se predbuenje
spiralnim
svrdlom npr
D= 5mm
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 35
Pilasti navoj
Obli navoj
Edisonov navoj
3. Preporuka je uputanje ulaza rupe zbog lake daljnje
obrade te lakeg kasnijeg uvoenja vijka
4. Takoer se odabire ureznica sa definiranim profilom koja
urezuje navoj. Prema tablocama M10 ima korak 1,5 mm re
se prema njemu definira brzina rezanja (S) i posmak (F).
Npr S=400 o/min, F=400x1.5=600 mm/min ili 1,5 mm/okr
Za M10 definirane su slijedee vrijednosti:
D, d = 10 mm
D1, d1 = 8,376 mm
D2, d2 = 9.026 mm
P = 1,5 mm
H = 1,2990 mm
D, D1 I D2 su dimenzije matice
D, d1 I d2 su dimenzije vijka
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 36
Runa stolna builica iz prelaza
19. na 20. stoljee
Stolna builica
Stolno stupna builica
3.1.21 Builice
Builice su alatni strojevi kojima se pomou alata za
buenje izrauju okrugle rupe
Dijele se na:
- stolne builice
- stolno stupne builice
- stupne builice
- redne builice
- revolverske builice
- vievretene builice
- radijalne builice
- horizontalne builice
- builice glodalice
- koordinatne builice
- builice za duboko buenje
- builice za urezivanja navoja
Stolna builica
Radni stol kod stolnih builica nalazi se na podlonoj ploi.
Vretenite se moe visinski pomicati. Prijenos snage u
vretenitu sa motora na glavno vreteno vri se klinastim
remenom. Radno vreteno je uleitano u pinoli koja
omoguuje posmino gibanje runom polugom.
Remenski prigon builice
Stolno stupna builica
Razlika stolno stupnih i stolnih builica je u random stolu
koji se nalazi konzolno smjeten na stupu builice i koji se
moe pomicati i zakretati
Stolne i stolno stupne builice moraju biti smjetene na
povieno radon mjesto radni stol.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 37
Pinola builice
Stupna builica sa sanduastim
stupom
Glava revolverske builice s
alatima
Stupna builica
Stupne builice se izrauju sa okruglim stupom za manje
promjere buenja ili sa sanduasto oblikovanim stalkom za
vee dubine promjere buenja.
Podlona ploa se kod stupnih builica privruje na
temelje.
Za prijenos snage se
koristi vieosovinski
zupasti prijenosnik
Radni stol se visinski
pomie i mogue ga
je, kod builica sa
okruglim stupom,
zakretati
Bue se dublje rupe
veeg promjera.
U podnoju je
najee spremnik i
pumpa za rashladnu tekuinu.
Redne builice
Redne builice se
sastoje od jednog
vrstog stola na koji je
privreno vie stolnih,
stolno stupnih builica
ili builica na stalku.
Slue za obradu veeg
broja rupa raznih
dimenzija u istom
obratku. Upotrebljavaju
se zbog bolje
ekonominosti u
serijskoj proizvodnji.
Lako se automatiziraju.
Revolverske builice
Revolverske builice namjenski su
sline rednim builicama, ali ih
karakterizira specijalna revolverska
glava. Njima se obrauje rupa ija
obrada zahtjeva razliite operacije.
Obradak stegnut u steznoj napravi
obrauje u jednom zahvatu.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 38
Vievretena builica
Radijalna builica
Primitivna horizontalna builica
Moderna horizontalna builica
Vievretene builice
Slue u serijskoj i masovnoj proizvodnji za istovremenu
obradu vie rupa, odnosno svih vrsta uvrt, provrta,
uputanja, navoja, na jednom obratku u jednom zahvatu.
Razvile su se iz stupnih builica dodavanjem zvona sa
nizom paralelno ukopanih radnih vetena.
Radijalne builice
Glavo vretenite sa
bunim vretenom
pomie se po konzoli.
Konzola se moe
vertikalno pozicionirati
te zakretati oko stupa.
Ovime se poveava
radni prostor u kojem
mogu precizno buiti.
Radijalne builice
slue za obradu
buenja na velikim i
tekim predmetima
koji bi se teko pomicali ispod bunog vretena. Sva gibanja
obavlja alat, dok je obradak privren za radni stol na
temeljnoj ploi (podnoju).
Horizontalne builice
Slue za vrlo tonu obradu buenjem najveih dijelova u
jednom zahvatu. Time se omoguuje toan odnos meu
osima raznih provrta. Zbog traene tonosti horizontalne
builice moraju biti jako krute.
Na postolju je radni stol koji moe prihvatiti izrazito velike i
teke obratke. Jedan stup nosi vretenite sa glavnim
vretenom, dok drugi stup ima prihvatni leaj za prihvat i
centriranje bune motke.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 39
Oblik spiralnog svrdla - na spoju
dva utora ima poprenu otricu
Raspored brzina na otrici svrdla
u sredini na poprenoj otrici je
brzina 0
Vani faktori kod buenja
promjer svrdla i dubina buenja
Prema odreenoj vrsti materijala
sirovca definiraju se i kutevi alata
(vrni kut i kut uspona spiralnih
utora)
3.1.22 Parametri buenja
Kod buenja svake rupe potrbno je definrati parametre ili
reime rada. Osnovni parametri su brzina rezanja, brzina
okretanja svrdla, posmak, promjer svrdla i dubina buenja.
- Brzina rezanja v
c
je obodna brzina na
svrdlu tj brzina s kojom alat obrauje
sirovac. Ona ovisi o materijalu koji se
obrauje. Svaki materijal ima svoju
brzinu kojom se moe rezati. Brzina
rezanja ovisi o alatu kojim se bui, o
potrebnom stanju povrine nakon
buenja, o hlaenju za vrijeme buenja,
o snazi stroja, o posmaku,...
Brzine rezanja se mogu nai u obliku dijagrama, tablica, a
ima i software-skih programa koji sami raunaju potrebne
parametre.
Dijagramski prikaz obisnosti brzine rezanja, broja okretaja svrdla i promjera
svrdla (primjer: uz D=8mm i vc=44m/min dobije se n=1750 okr/min)
Broj kretaja glavnog radnog vretena =
D
se mjeri
u (okr / min) ili (min
-1
)
Primjer: uz D=8mm i vc=44m/min dobije se n=1750 okr/min)
=
= 1750 min
-1
Posmak v
f
je relativna brzina gibanja alata prema obratku
kod buenja uvijek u pravcu osi rotacije. To je brzina ulaza
(penetracije) alata u materijal. Mjeri se u mm / min.
Posmak po okretaju f
n
(mm/okr)
definira se kao aksijalni pomak alata
tijekom jednog okretaja. Koristi se za
raunanje dubine penetracije te za
definiranje posmaka buenja
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 40
Pitanja 3
1. to je buenje ?
2. Koji alat je potreban za buenje ?
3. Koje su sve operacije povezane s buenjem ?
4. to je zabuivanje ?
5. Kakvi alati se koriste kod zabuivanja ?
6. Kako se radi predbuenje, odnosno proirivanje okrugle rupe ?
7. to je uputanje ?
8. Kakvih ima uputala ?
9. to je razvrtanje ?
10. Koje su vrste razvrtala ?
11. Kako se obavlja zahvat razvrtanja kod konusne rupe ?
12. to je urezivanje navoja ?
13. Koji alati se kuriste za izradu navoja ?
14. Kakve vrste navoja se najee izrauju ?
15. Kako se definiraju broj okretaja i posmak kod narezivanja navoja ?
16. Objasniti postupak izrade navoja u rupi.
17. Koji su parametri buenja ?
18. Kako je definirana brzina rezanja v
c
?
19. to je posmak kod buenja ?
20. to je posmak po okretu i enu slui ?
21. Kako promjer alata i dubina utjecu na faktore buenja ?
22. O emu ovise kutevi alata ?
23. O emu ovise vrni kut i kut uspona spiralnih kanala ?
24. Kako se dijele builice ?
25. Koja je razlika izmeu stolnih i stolno stupnih builica ?
26. Kako se dijele stupne builice i koje su im karakteristike ?
27. Kada se koriste redne builice, a kada revolverske ?
28. to bue vievretene builice ?
29. Kako rade i gdje se primjenjuju radijalne builice ?
30. Objasniti horizontalne builice
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 41
Blanjanje
Oblici obraenih povrina
blanjanjem
Ravni no za blanjanje
Noevi za blanjanje u specijalnim
dralima
Blanjanje utora u provrtu
3.1.24 Blanjanje
Blanjanje je postupak obrade metala odvajanjem estice
kojim se obrauju ravne povrine (vodoravno, okomito ili
koso), razliiti prizmatini utori, kanali, vodilice,...
Alat za blanjanje no definirane geometrije, dok ree
obavlja pravocrtno glavno gibanje. Povrat alata u poetni
poloaj je po istoj putanji. Nakon povratka slijedi posmak
koji je okomit na glavno gibanje i kod kratkohodnih
blanjalica ga obavlja radni stol (obradak).
Shematski prikaz kratkohodnog blanjanja
Dubina reza se odreuje sputanjem ili podizanjem noa u
drau alata.
Osnovna karakteristika blanjanja je mala produktivnost te
se esto zamjenjuju glodalicama.
3.1.25 Noevi za blanjanje
Prema vrsti obrade gruba ili fina obrada, dijele se i noevi
za glodanje. U osnovi jako slie tokarskim noevima, ali su
prilagoeni za blanjanje.
Noevi za blanjanje klasificiraju se prema sllijedeim
skupinama
Podjela prema obliku drala alata:
- Ravni no
- Savinuti no lijevi i desni
- No u obliku labueg vrata
- Ofset no
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 42
Noevi za blanjanje
Postavljanje noa u blanjalicu
Podjela prema orjentaciji alata.
Postavljanjem dlana na no,
palac pokazuje smjer otrice alata:
- Lijevi no
- Desni no
Podjela prema obliku glave alata
- ravni no
- iljasti no
Podjela prema nainu rezanja (primjene) alata
- No za rubove (obodni no)
- No za odrezivanje
- No za dubljenje
- No za ljebljenje
- Profilni no
No u drau
alata na blanjalici
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 43
Glavno gibanje kod kratkohodne
mehanike blanjalilce ostvaruje se
kulisnim prigonom
Mehanizam posmaka kratkohodne
mehanike blanjalice
3.1.26 Blanjalice
Blanjalice se dijela prama vrsti glavnog gibanja na
- Kratkohodne blanjalice i
- Dugohodne blanjallice
Kratkohodne blanjalice ostvaruju glavno gibanje alatom
koji se giba pravocrtno. Posmak obavlja radni stol.
Mehanika kratkohodna blanjalica
Izrauju se kao mehanike ili kao hidraulike. Kod
mehanikih blanjalica glavno gibanje se ostvaruje kulisnim
prigonom, dok se kod hidraulikih blanjalica glavno gibanje
ostvaruje dvoradnim hidraulikim cilindrom
Hidraulika kratkohodna blanjalica
Shema hidraulike kratkohodne blanjalice
A povratni takt1
B kliza blanjalice
C radni takt
D kuite
E razvodnik
F crpka
G elektromotor
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 44
Shema glavnog gibanja i posmaka
kod bugohodnih blanjalica
Princip rada blanjalice - alat blanja
te se vraa po istoj putanji i
lagano klie po obratku
Dugohodne blanjalice ostvaruju glavno gibanje
pravocrtnim gibanjem radnog stola i obratka. Posmak
obavlja alat.
Dugohodna blanjalica
Takoer se izrauju kao mehanike ili kao hidraulike. Kod
mehanikih dugohodnih blanjalica glavno gibanje se
ostvaruje zupanikom i zubnom letvom ili lananikom
(remenom) ili motorima sa reverzibilnim pogonom, dok se
kod hidraulikih blanjalica glavno gibanje ostvaruje
dvoradnim teleskopskim hidraulikim cilindrima.
Mehaniki prigon radnog stola
zupanikom i zubnom letvom
Shema hidraullikog prigona dugohodne blanjalilce
A smjer gibanja radnog stola
B radni stol
C dvoradni hidrauliki cilindar radnog stola
D - graninik
E podiza alata
F cilindar za posmak
G - crpka
H - elektromotor
I - hladnjak
J kontrola glavne brzine rezanja
K - razvodnik
L sekvencni (slijedni) ventil
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 45
Shema dubilice
No postavljen u dubilicu za
obradu utora
Umeci (inserti) za
no za dubljenje
No dubilice
3.1.27 Dubilice
Dubilice su spacijalne kratkohodne
blanjallice kod kojih je glavno gibanje
verikalno. Obavlja ga alat. Posmak
obavlja obradak. Posmak je naee
rotacioni.
Upotrebljavaju se kod posebnih vrsta obrada koje se
blanjalicama ne mogu napraviti.
Primjeri obrade dubljenjem u rupama
Primjeri vanjske obrade npr. obrada zupanika
Dubilice takoer mogu imati
mehaniki ili hidrauliki
prigon za glavno i posmino
gibanje alata i obratka.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 46
Primjeri obraenih povrina kod
vanjskog i unutarnjeg provlaenja
Puana cijev zrane puke.
Kanali za rotaciju metka se
izrauju provlaenjem koje se
sastoji od translacijskog i
rotacijskog gibanja.
Razliite igle za izradu puanih
cijevi
3.1.28 Provlaenje
Provlaenje je jedan od novijih
postupaka u obradi odvajanjem
estice. Uspjeh ovog postupka
proizvodnje je u visokoj kvaliteti
obrade i dobroj produktivnosti. Kod
obrade dubokih rupa te ravnih i
spiralnih utora u njima ovaj
postupak je nezamjenjiv.
To je zavrna obrada.
Glavno gibanje obavlja alat, dok posminog gibanja nema.
Ako se provlai zavojnica, onda je glavno gibanje
kombinirano translacija i rotacija, dok posmaka i dalje
nema.
3.1.29 Alati za provlaenje
Alati - ( izvlaila ili provlaila ) se razlikuju:
- za vanjsko - motka
- za unutarnje - igle
provlaenje.
Alati za unutarnje provlaenja
mogu biti:
1 dugake igle - vueni
alati (provlakai)
2 kratke igle - potiskivani
alati (probijai)
Alat za vanjska izvlaenja su motke koje takoer mogu
bitivuene ili potiskivane
Alati za provlaenja se mogu sistematizirati na mnogo
naina. Mogu se podijeliti i prema obliku na cilindrine,
kvadratne, trokutaste, ljebaste, pravokutne,...
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 47
Obradak i alat kod provlaenja
3.1.30 Provlailice
Provlailice su alatni strojevi za obradu odvajanjem estica
koji rade bez posminih gibanja i obavljaju zavrnu finu
obradu rupa. Izvlailice obrauju vansku povrinu obratka.
Provlailice i izvlailice mogu biti:
- vertikalne (krae)
- horizontalne (due)
Prigoni na provlailicama / izvlailicama moge bitu:
- mehaniki (rijee)
- zupanik i zubna letva
- navojno vreteno i matica
- hidrauliki (najei)
- dvoradni hidrauliki cilindar
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 48
Pitanja 4
1. to je blanjanje ?
2. Kako se dijeli blanjanje ?
3. Koje su karakteristike kratkohodnog blanjanja ?
4. Kakvo je glavno gibanje, a kakav je posmak kod kratkohodnih blanjalica ?
5. Kako se dijele noevi kod blanjanja ?
6. Kako se noevi za blanjanje dijele prema dralu alata ?
7. Kako se definira koji je alat lijevi, a koji desni ?
8. Za koje se primjene korista noevi za blanjanje ?
9. Kako se dijele blanjalice ?
10. Kakva je razllika izmeu mehanikih i hidraulikih kratkohodnih blanjallica ?
11. Koje su karakteristike dugohodnog blanjanja ?
12. Kakva je razllika izmeu mehanikih i hidraulikih dugohodnih blanjallica ?
13. Kakvo je glavno gibanje, a kakav je posmak kod dugohodnih blanjalica ?
14. Kakva je razlika izmeu kratkohodnog i dugohodnog blanjanja ?
15. Kakva je razlika izmeu blanjanja i dubljenja ?
16. Za to se naee primjenjuje dubljenje ?
17. Kakvo je glavno gibanje, a kakav je posmak kod dubilica ?
18. to je provlaenje ?
19. Kakva se gibanja ostvaruju kod provlaenja ?
20. Koja je razllika izmeu provlaenja i izvlaenja ?
21. Kakvi se alati koriste kod provlaenja ?
22. Kakvi se alati koriste kod izvlaenja ?
23. to se proizvodi provlaenjem ?
24. to se proizvodi izvlaenjem ?
25. to su provlailice, a to izvlailice i kako se dijele ?
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 49
4 tipa plonog bruenja
Brusilica za plono obodno
bruenje
Plono obodno bruenje
Plono eono bruenje
3.2 Obrada odvajanjem estice bez definirane
geometrije alata
Bruenje je proizvodni postupak obrade odvajanjem
estica koji skida promjenjiv presjek strugotine. Postupak
se koristi kao jedan od zavrnih obrada, jer njime postiemo
veliku tonost i kvalitetu povrine uskih tolerancija. Fino
bruenje postie stupanj hrapavosti N3 N5 i tolerancije u
razredu IT5 IT6.
3.2.1 Strojno bruenje
Osnovne karakteristike strojnog bruenja su:
- Velike glavne brzine rezanja uz male posmine brzine
- Alat bez geometrije, oblik alata je razliit i neujednaen
Bruenje se dijeli prema kinematici (pa tako i brusovi) na:
1. plono bruenje
a) obodno
b) eono
2. kruno bruenje
a) vanjsko
b) unutranje
3. profilno
3.2.2 Plono bruenje
Kod plonog bruenja glavno radno vereteno moe biti
smjeteno horizontalno ili vertikalno i obavlja glavno
gibanje, dok pomona gibanja obavlja radni stol pravocrtno
ili kruno. Prema tome se i plona bruenja dijela na:
- Bruenje obodom brusne ploe
Alat (valjkasta brusna ploa) ima glavno kruno gibanje
velikog broja
okretaja, dok obradak
obavlja posmino gibanje
male brzine.
- Bruenje elom brusne ploe
Alat - brusna ploa je obino uplja, jer tako postie veliku
brzinu bruenja. Moe se postaviti okomito na obradak ili
pod nekim kutom.
O tome ovise oblici
tragova bruenja, dok
razmak izmeu tragova
ovisi o brzini posmaka.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 50
Brusilica za eono bruenje
Kruno vanjsko uzduno bruenje
Brusovi
Svjet
Kruno vanjsko radijalno bruenje
3.2.3 Kruno bruenje
Kod bruenja obradaka krunog presjeka razlikuju se u
osnovi dvaije vrste bruenja vanjsko i unutarnje
3.2.4 Vanjsko bruenje :
- uzduno
- radijalno (zasjeno)
- bruenje bez iljaka
- Kruno vanjsko uzduno bruenje
Glavno kruno gibanje
obavlja alat, dok je
posmino gibanje
sastavljeno od dva: -
krunog koje obavlja
obradak i uzdunog koji
mogu obavljati alat ili
obradak. Koristi se kod
bruenja predmeta
krunih oblika razliitih
duina. Alat je krai od
obratka koji se brusi
- Radijalno (zasjeno) vanjsko kruno bruenje
Glavno kruno gibanje obavlja alat, dok je posmino
gibanje radijalno
prema obratku. Brusna
ploa mora biti istih
dimenzija kao i obradak
ili vea. Nema
uzdunog gibanja,
postie se bolji uinak
nego kod krunog
vanjskog uzdunog
bruenja.
- Vanjsko kruno bruenje bez iljaka
To je posebna metoda krunog bruenja kod kojeg obradak
nije stegnut izmeu iljaka, nego je postavljen samo na
potpornu plou (podupira) i umetnut izmeu dvije brusne
ploe. Jedna od tih
ploa je glavna
velike obodne
brzine, dok je druga
ploa regulacijska
(vodea).
Regulacijska ploa
ima malu obodnu
brzinu i slui za
koenje okretanja
obratka do potrebne brzine. Postupak moe biti uzduni
(aksijalni) i zasjeni (radijalni).
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 51
Kruno unutranje uzduno
bruenje
Kruno unutranje radijalno
bruenje
Alati brusevi za unutranje
kruno bruenje
Vanjsko planetarno bruenje
3.2.5 Unutarnje bruenje :
- uzduno
- radijalno (zasjeno)
- bruenje bez iljaka
- Kruno unutarnje uzduno bruenje
Kao i kod vanjskog krunog
uzdunog bruenja glavno gibanje
(kruno) obavlja alat, dok je
posmina gibanja (kruno i
uzduno) obavljaju alat i obradak.
Alat je krai od obratka koji se
brusi.
- Radijalno unutarnje kruno bruenje
Glavno kruno gibanje obavlja alat
kao kod vanjskog radijalnog bruenja.
Posmino gibanje koje je samo
radijalno prema obratku obavljla alat
ili obradak. Brusna ploa mora biti istih
dimenzija kao i obradak ili vea. Nema
uzdunog gibanja.
Brusilice za unutarnja
bruenja mogu imati i vretena
za eono bruenja.
Kada se moraju brusiti teki
glomazni predmeti za
unutarnje bruenje moe se
koristiti planetarno bruenje.
- Planetarno bruenje
Kod obradaka veih dimenzija i teine koristi se
planetarno unutarnje kruno
bruenje. Postupak moe biti
radijala ili aksijalan (zasjeni ili
uzduni). Alat obavlja glavno
kruno gibanje, ali se jo os
alata rotira po krunoj putanji.
Ovim nainom mogu se brusiti
veliki promjeri na tekim
predmetima koji ne obavljanju
nikakva pomona gibanja.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 52
Shematski prikazi unutranjeg
bruanja bez iljaka
- Unutarnje kruno bruenje bez iljaka
To je posebna metoda krunog bruenja kod kojeg obradak
nije stegnut izmeu iljaka, nego je postavljen samo na
potporne valjke (podupirae) i umetnuta je brusne ploe.
Brusna ploa alat koji je u predmetu radi glavno gibanje
dok posmak moe raditi alat ili obradak. Koristi se kod
velikih tekih predmeta koje je teko upeti u steznu
napravu.
3.2.6 Kruna bruenja ekscentrinih obradaka:
Bregaste osovine i koljenaste osovine spadaju meu
ekscentrine izratke koji zahtjevaju izrazitu preciznost u
kvaliteti materijala i obrade. Bruenje ovakovih obradaka
zagtjeva posebne uvjete bruenja. Putanja reusa mora biti
jednaka krivulji povrine obratka. Alat - brus mora osim
glavne rotacione brzine gibanja imati dostavno gibanje
pribliavanja i udaljavanja obratku u ovisnosti o kutu
zakreta obratka. (npr. krivuljne ploe ili model s ticalom)
Moderne verzije strojeva koc CNC upravljanja moraju imati i
C-os za obradu ekscentrinog bruenja.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 53
Profilno bruenje
Profilne brusne ploe
Bruenje spiralnog svrdla
Runo bruenje tokarskog noa
3.2.7 Profilno bruenje
Upotrebljava se kao
zavrna obrada kod
raznih iljebljenih vratila.
Profil brusne ploe je u
zavisnosti sa profilom
obraivane povrine.
Glavno gibanje obavlja
brus, a obradak se giba
posminom pravocrtnom
putanjom.
U ovu grupu bruenja spadaju i
kruna bruenja vratila, bruenja
zupanika, navoja,.
Bruenje zupanika Bruenje vratila
Bruenje vanjskog navoja Bruenje unutranjeg navoja
Posebnu grupu po nainu
bruenja ine brusovi za
bruenje alata.
Stroj za bruenje tokarskog noa
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 54
Brusna zrnca
Sijanje smjese brusnih zrnaca za
izradu brusne ploe
Pripremljeni kalup sa umetnutom
mreom od staklene vune za tanke
brusne ploe
Napunjeni kalup
Zatvaranje kalupa ze peenje pod
velikim pritiskom
Dijamant kod
jednozrnatog
poravnjivaa
moe imati
0.15 5 karata
Presjeci standardnih
profilnih brusnih ploa
3.2.8 Izrada brusnih ploa
kree od izbora brusnih zrnaca i
veziva koja se ubacuju u
mjealice. Nakon mjeanja slijedi
suenje smjese te sijanje kako bi
se tono definirala potrebna
zrnatost brusne ploe. Prosijana
smjesa se puni u kalupe te se pod
visokim pritiskom zapee.
Slijedei korak je upreavanje prstena koji slui kao
zatita ploe i olakava montau ploe u stroj.
Kod veih i debljih brusnih
ploa nakon peenja i vaenja
iz kalupa slijedi centriranje
ploe. Ploa se okree veom
brzinom (do 40%) od radne
brzine same ploe. Centriranje
se obavlja pomou
poravnjivaa.
Jednozrnati poravnjivai
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 55
Abraziv - pasta stik za poliranje
Runo poliranje mekanom krpom
Poliranje runom elektrinom
polirkom
Pasta (krema) za poliranje
Tekuine za poliranje
Spray za poliranje
4.1 Poliranje
Poliranje se koristi za poboljanje izgleda obratka, za
uklanjanje oksidacije, za stvaranje reflektirajue povrine,
za smanjenje trenja na stjenkama cijevi, u medicini za
spijeavanje oneienja instrumenata. U metalografiji i
metalurgiji poliranje se koristi za stvaranje ravne povrine
bez defekata za ispitivanje mikrostrukture metala pod
mikroskopom.
Poliranje je dorada zaglaivanja povrine obratka pomou
abraziva i alata - lamelnog koluta. To je iroko
rasprostranjen
postupak obrade
povrine. Najee se
koristi nakon bruenja.
Fino bruenje moe
postii stupanj
hrapavosti povrine do
N3, dok se kod
poliranja moe dostii
stupanj hrapavosti
povrine N1 Poliranje
se izvodi radi odstranjivanja Polirani pribor za jelo
ogrebotina zaostalih nakon
bruenja.
Sam proces poliranja se sastoji u trenju izmeu obratka,
alata za poliranje relativno velike brzine i paste za poliranje
(abaziva). Trenjem se lokalno zagrijava metalni obradak
koji se polira te dolazi do topljenja mikro izboina i
popunjavanja mikro udubljenja dok se ne dobije glatka
povrina.. Zato se proces poliranja mora izvoditi u raznim
smjerovima.
Abrazivi su izrazito sitna zrnca koja se mogu nalaziti u
pasta za poliranje, tekuini, spray-u ili stick-u. Kako su
zrnca otrice koje skidaju strugotinu s obratka i nisu
vezani za alat ili stroj, ve se nalaze u pasti ili tekuini,
postupak se naziva obrada odvajanjem strugotine
slobodnom otricom.
Sredstva za poliranje
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 56
Runo poliranje na polirki
Stolna polirka
Vibratorska polirka
Sisal kolut za poliranje
Spiralno uiveni kolutovi za
poliranje
Postoji nekoliko naina izvoenja obrade poliranjem od
runog s krpama za poliranje, runog elektrinom
prenosnom polirkom s kolutom, runog na stacionatnoj
polirki s kolutovima za
poliranje, potpuno
automatiziranog
poliranja na alatnom
stroju polirki, numeriki
upravljanim polirkama
te robotima za
poliranje.
Polirka
Automatiziran stroj za poliranje
Robot za
poliranje
Alati kod poliranja su najee mekani kolutovi. Materijal
kolutova i abraziv se definiraju prema materijalu koji se polira.
Materijali kolutova za poliranje su drvo, koa, platno,
pamuk, tkanina, plastika, papir, impregnirana guma, vuna,...
Najee se koriste platneni, pamuni ili vuneni kolutovi
Vuneni kolutovi Kolutovi za poliranje od flanela
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 57
Poliranje povrine metala
Zrnca aluminijskog oksida
Zrnca silicij karbida
Zrnca cement-karbida
Izgled obratka prije i nakon
poliranja
Abrazivi su sitne iljate estice koje grebu obradak i
ostavljaju sitne rezove nevidljive oku. Dolaze najee u
rasponu granula od 40, 60, 80, 100, 120, 150, 180, 220,
240, 280, 320,
360, 400, 500,
i 600....
Tabllica
prikazuje
veliinu granule
abraziva prema
standardu
ISO 6344.
Za standardnu
vrijednost zrna
(granule)
odreena je
prosjena i
maksimalna
veliina zrna u
mikronima
(1 m=10
-6
m)
- Mjeavina abraziva od aluminijskog oksida se koriste kod
metala visoke vlane vrstoe - ugljini i legirani elici,
legure obojenih metala.
- Mjeavina abraziva od silicij-karbida se koriste kod lako
lomljivih metala sivi lijev.
- Mjeavina abraziva od cement-karbida se koriste kod
metala niske vlane vrstoe mesing, aluminij, bakar.
Sama tehnika poliranja se izvodi odabranim kolutom i
abrazivom koji je u nekoj pasti ili emulziji te je nanesen na
obradak. Koliina paste za poliranje se odreuje zasebno
za svaki sluaj. Obradak rotira definiranom brzinom i
obavlja poliranje u razliitim smjerovima kako bi se izbjeglo
stvaranje sitnih zasjeka. Time se postie visoki sjaj povrine
Broj okretaja polirke je orijentacijiski te za polirni kolut
ovisi o njegovom promjeru
Promjer (mm) o/min
150 3500
100 6000
50 12000
25 15000
Preciznije podatke je potrebno preuzeti u specifikaciji alata
od proizvoaa.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 58
Stolni stroj za lepanje
Ploa za lepanje
Veliki stroj za lepanje
Dijamantne paste za lepanje
razliitih veliina zrna
Ploa sa separatorima za lepanje
4.2 Lepanje
Lepanje je postupak obrade metala odvajanjem estica
sa slobodnom otricom. Dvije povrine se utrljavaju
pomou abraziva izmeu njih i postie se izuzetno fino
stanje hrapavosti povrine u klasama N1 do N4 s vrlo
malim odstupanjima od 0,1 do 0,5 m.
Zadaci lepanja su:
- visoka kvaliteta lepane povrine,
- visoka tonost dimenzija povrine (ravne ili valjkaste),
- vrhunska tonost dosjednih povrina,
- veliku paralelnost kod povrina lepanih s obje strane,
Lepanje se isto kao i poliranje provodi mjeavinom finih
abrazivnih zrnaca, topivog ulja, mineralnog ulja ili masti.
Obrada se provodi
ploom za lepanje ili
valjkom za lepanje.
Obradak nije prisilno
voen, ve se
slobodno giba (klilzi)
po ploi alata za
lepanje na kojoj je
mjeavina za lepanje
i stalno mijenja
smjer.
Postupak je karakteristian po malim brzinama lepanja te
niskim pritiscima na obradak (male sile rezanja).
Alati za lepanje (ploe) se okreu u suprotnom smjeru
razliitim brzinama. Obradak se nalazi u gnijezdu
separatora.
Ali prije lepanja obradak mora biti ve pripremljen s
zavrnom obradom koja je jako blizu krajne dimenzije.
Dodatak za obradu lepanjem mora biti od 0,01 do 0,1 mm.
Lepanje moe biti runi ili strojni postupak.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 59
Runo lepanje
Oblici utora na ploama za lepanje
Stroj za lepanje s numerikim
upravljanjem
Kod runog lepanja abrazivna sredstva su obino paste
ve pripremljene za direktnu upotrebu.
Za strojna lepanja koriste se abrazivna zrna pomjeana s
lakim uljima. Ta se mjeavina pod tlakom dovodi izmeu
obratka i alata.
Princip
strojnog
lepanja
Ploe za lepanje se izrauju od razliitih materijala
lijevanog eljeza, bakra, kositra keramike, .. Po povrini
mogu imati utore - spiralne, kvadratne, koncentrine i
radijalne.
.
Abrazivna zrnca se biraju prema kvaliteti lepanja te mogu
biti zrnatosti za grubo lepanje od 100 do 800 za najfinija
lepanja. Sve vie se koriste samo dijamantnig zrnaca, jer su
bra, ia i ekonominija od klasinih abrazivnih zrna od
aluminijevog oksida ili silicij karbida.
Prednosti / nedostaci lepanja
Kod lepanja ne dolazi do deformacija obratka, jer nema
stezanja u steznim napravama, razvija se malo topline,
nema otrih rubova nakon obrade, mogu se obraivati
ravne ili cilindrine povrine svih materijala, tvrdih ili
mekanih.
Najvei nedostatak lepanja je potrebno veliko iskustvo u
odabiru sredstva za lepanje, ploa i parametara obrade za
postizanje potrebnih stanja povrine i tolerancija.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 60
Princip honanja
Honanje hidraulikog cilindra
Honanje cilindra motora
Specijalni alat za honanje
4.3 Honanje
Honanje karakteriziraju, isto kao i lapanje, male brzine
obrade i mali pritisci alata na obradak. Dok su sitni abrazivi
kod lepanja slobodni, kod honanja se koriste abrazivi koji su
meusobno vezani na alat kameni za honanje. Honanje
se najee koristi kao zavrna fina obrada unutarnjih
cilindrinih povrina.
Alati za honanje se sastoje od
drala - trupa alata i radnog dijela
brusnog kamena za honanje
(brusnog segmenta). Brusni
segmenti mogu biti spojeni na trup
elastino ili kruto.
Kod elastinog naina spajanja,
trup alata je izveden kao elastini
spoj koji pomou opruge tlai brusne
kamene za honaje na stijenku
cilindra. Honanje ovakvim alatom ima
nedostak nemogunost obrade
cilindrine rupe, ako prethodna obrada nije precizno izradila
rupu. Inae alat prati i
napravilnosti unurtar rupe.
Zato se kod ovih alata
upotrebljavaju iroki segmenti
koji se spajaju na rtup vijcima
Kod krutog spajanja trupa i segmenata za honanje koriste
se ui segmenti i oni su zalijepljeni za trup.
Glave za honanje krutim spajanjem s segmentima za honanje
Segmenti (kameni) za honaje
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 61
Izgled povrine cilindra nakon
honanja
Standardne forme kamena za
honanje
Posebni oblici kamena za honanje
Honanje je slino unutarnjem bruenju. Alat je izraen od
istog materijala, ali sitnije je zrnatosti. Kod bruenja je samo
dio alata u zahvatu dok je kod honanja alat istovremeno u
zahvatu sa svim kamenima za honanje. Brzina honanja je
manja ob brzine bruenja, dok su
posmaci honanja puno vei od
posmaka kod bruenja. Zbog
male brzine honanja ne razvija se
toplina pri obradi i nije potrebno
nikakvo specijalno hlaenje
obradak je hladan (kod nekih
materijala je ipak potrebno malo
hlaenja npr honanje elika ili
sivog lijeva hladi se petrolejom ili
smjesom petroleja i lakog ulja).
Glava za honanje ima tri ili vie
kamena za honanje koji se
potiskuju istom silom na
obraivanu povrinu
Honanjem se proizvode kvaliteta hrapavosti povrine u
klasama N1 do N4.
Dodatak za obradu kree se od 0,05 do 0,5 mm.
Standardni unutarnji promjeri koji se mogu honati su od
1.5 do 150 mm. Duljina posmaka kree se od 10 - 200 mm
na manjim strojevima, dok vei imaju duinu obrade do 600
mm
Specijalni strojevi mogu honati i promjere preko 1200 mm
s duinom hoda do 3500 mm
Honanje se definira prema vrsti abraziva, granulaciji
abraziva, tvrdoi kamena za honanje, strukturi i vrsti veziva,
vrsti honanja (grubo ili fino) te podruju koritenja.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 62
Vanjsko honanje obrada utora
Zavrna obrada honanjem ravne
povrine
Zavrna obrada honanjem vanjske
cilindrine povrine
Struktura metala nakon laserskog
spaljivanja
Struktura metala nakon zavretka
obrade
Osim unutarnjeg honanja koristi se i postupak vanjskog
honanja obrade vanjskih valjkastih, konusnih ili ravnih
povrina. Kod vanjskih honanja obradak obavlja glavno
kruno gibanje, a moe obavljati i uzduna gibanja. Alat
izvodi oscilirajue gibanje ili samo kruno gibanje.
Kod honanja zubi na zupaniku postoje dvije vrste
honanje vanjskih ili honanje unutranjih zubi zupanika.
Kvaliteta hrapavosti povrine je od N2 do N4,
Lasersko honanje je klasino honanje sa dodatkom lasera
Postupak se dijeli u tri faze:
- predhonanje grubim kamenom
- meuhonanje finim kamenom
- laserska obrada povrine
Kod laserske obrade laser spaljuje povrinu i izrauje male
utore (depove) specifine strukture koja uzrokuje topljenje
povrine metala te daljnjom obradom izrauje vrlo finu
povrinu
Laseersko honanje
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 63
Tablica granulacija zrna prema razliitim standardima
Usporedne veliine 1mm i 1 m
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 64
Princip obrade supefiniom
Dvije glave za obradu
superfiniom
Izgled cilindrine povrine
Kameni za superfini
4.4 Superfini
Superfini (mikrofini) kratkohodno honanje je
postupak obrade odvajanjem estice kojim se postie
najvea kvaliteta stanja povrine (N1 do N3) i dimenzije
tonosti do IT1 do IT3.
To je postupak zavrne obrade vanjskih cilindrinih
povrina, koje su ve prije pripremljene fino obraene . za
postupak superfinia.
Povrina se obrauje kamenima postavlljenim u posebnu
glavu. Pritisak je vrlo mali (oko0,25Mpa). Glavno gibanje
alata je oscilacijsko glavna oscilacija alatu je u smjeru osi
obraene povrine frekvencijom 200 do 3000 duplih hodova
u minuti i duljinom hoda do 6mm. Obradak giba sporom
posminom rotacijskom brzinom 10 do 50 m/min. Dodatno
je jo tree gibanje obratka obradak aksijalno pomie
obraenu povrinu brzinom oko 5 mm/min. Dodatak za
obradu je 0.005 do 0.02 mm.
Izgled povrine nakon obrade supefiniem
Alati za obradu strugotine
su kameni ija zrnatost i
materijal granula ovisi o
potrebnoj kvaliteti obrae i
vrsti materijala koji se
obrauje. Prilikom obrade
potrebno je ispiranje
mjesta obrade i dobre
rezultate odtvaruje
ispiranje mineralnim uljima
i petrolejom. Preporuena
zrnatost 300 500.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 65
Kameni za superfini
Tablica odabira kamena za supefini
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 66
Pitanja 5
1. to je poliranje ?
2. to se polira i zato ?
3. Objasniti postupak obrade poliranjem .
4. Koji su postupci poliranja ?
5. Koji su alati za poliranje ?
6. Kakvo je stanje povrine nakon poliranja ?
7. to su abrazivi kod poliranja i gdje se nalaze ?
8. Koji su parametri obrade poliranjem (okretaji, posmaci, sile) ?
9. to je lepanje ?
10. Koji su zadaci lepanja ?
11. Kako se provodi postupak lepanja ?
12. to su abrazivi kod lepanja i kako se primjenjuju ?
13. Koji su alati kod lepanja ?
14. Kakvo je stanje povrine nakon lepanja ?
15. Koje su vrste lepanja (kako se lepanje dijeli) ?
16. Koje su prednosti, odnosno nedostaci lepanja ?
17. Koji su parametri obrade lepanjem (okretaji, posmaci, sile) ?
18. to je honanje ?
19. Kakve se povrine najee obrauju honanjem ?
20. Kako tee postupak honanja ?
21. Objasniti vrste alata kod honanja ?
22. Koje su vrste honanja ?
23. Objasniti lasersko honanje ?
24. Koji su parametri obrade honanjem ?
25. to je superfini ?
26. Kako se obrauje superfiniom (princip rada) ?
27. Koji se alati koriste kod obrade superfiniem ?
28. Koji su parametri obrade superfiniem ?
29. Koji su dodaci za obradu potrebni kod poliranja, lepanja, honanja i superfinia ?
30. Koja se stanja povrine postiu poliranjem, lepanjem, honanjem i superfiniem ?
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 67
Proizvodi izraeni
nekonvencionalnim nainom
obrade
Prazan bazen erozimata
Obrada elektroerozijom u
dielektrinoj kupki
5. Nekonvencionalni naini obrade materijala
Obrada materijala odvajanjem estice moe se obaviti
alatima s definiranom geometrijom lata (npr. tokarenje,
glodanje, buenje,...), alatima bez definirane geometrije
(npr. bruenje, poliranje, honanje,...) ili alatima bez otrice
odnosno obradom odnoenjem (npr. elektrokemijskim
postupcima, elektroerozijom, ultrazvukom, vodenim
mlazom,...)
Kod obrade odnoenjem alat obrade nema osnovni oblik
koji imaju ostali alati oblik klina. Takoer ne mora biti tvri
od materijala obrade, jer nema kontakta s obratkom. Na
alat ne djeluje nikakva mehanika sila. Na proizvodnju
nemaju utjecaj mehanike karakteristike obratka. Tvrdoa,
vrstoa i ilavost su nebitni i ne mijenjaju se tijekom
obrade. Zato su vrlo bitne fizikalne karakteristike materijala
kao elektrina i toplinska vodljivost.
Nekonvencionalni postupci obrade su:
- Elektroerozijska obrada EDM
- Elektrokemijska obrada ECM
- Obrada vodenim mlazom
- Ultrazvuna obrada
- Obrada laserom
- Obrada elektronskim mlazom
5.1 Elektroerozijska obrada materijala
Obrada elekroerozijom (EDM Electric Discharge
Machining) je proizvodna tehnika koja omoguuje
proizvodnju dijelova od posebnih materijala komplicirane
geometrije koji se klasinim metodama obrade ne mogu
proizvesti. Kod procesa elektroerozije istaknuta
karakteristika je precizno upravljanje i kontrola procesa.
Sam proces je dosta sloen te se za ispravan rad moraju
ispuniti uvjeti:
Alat i obradak moraju biti u dielektrinoj tekuini
Koristi se istosmjerna elektrina struja
Mora se uspostaviti elektrino polje izmeu alata i
obratka
Mora doi do iskrenja i
Moraju se maknuti obraene estice
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 68
Princip rada elektroerozije
Obradak u dielektrinoj kupki
Elektroerozija uranjanjem iga
Elektroda - ig (grafitni alat) i
gravura u kalupu (ukovnju)
Alat - elektroda se spaja na pozitivni pol (izrauje se od
grafita, bakra, mesinga,...)
Obradak elektroda se spaja na negativni pol, tj uvjet je da
obradak mora provoditi elektrinu struju (titan, kaljeni elici,
tvrde eline legure,...)
Dielektrina tekuina mora stvoriti uvjete za elektroeroziju,
odnosno mora omoguitii nastajanje iskre u tono
odreenom trenutku, zatim odvoditi nastalu strugotinu te
hladiti alat i obradak. Ostala svojstva koja mora zadovoljiti
su to manja gustoa (viskoznost), mora biti antikorozivan,
kemijski postojan, ist,...
Podjela, odnosno opa klasifikacija elektroerozijskig
postupaka je:
1. EMD Uranjanjem iga (potapanjem)
2. EMD glodanje elektrodom
3. EMD Obrada icom
5.1.1 Elektroerozija uranjanjem iga
Alat - ig ima oblik negativa zavrenog oblika obratka.
Izrauje se od bakra ili grafita. Kako se pri postupku troi
potrebno ga je mijenjati.
Alat i obradak su spojeni na elektrode istosmjerne struje i
nalaze se pod naponom. Dielektrina tekuina djeluje kao
izolator nema prolaza struje izmeu alata i obratka
Alat je spojen na minus elektrodu katodu i poinje se
polako pribliavati obratku spojenom na plus elektrodu -
anodu. Zranost - razmak izmeu alata i obratka je od
0.025 do 0.75mm Na mjestu gdje su alat i obradak najblii
dolazi do nakupljanja elektrona i stvara se jako elektrino
polje. Napon se kree od 10 do 20 V.To uzrokuje poveanje
vodljivosti dielektrine tekuine.
Struje poinje tei, temperatura raste, dolazi do
isparavanja dijela dielektrine tekuine, alata i obratka i
stvara se tzv kanal pranjenja.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 69
Poetak procesa elekrtoerozije
Tube cijev (obradak)
Electrode elektroda (alat)
Uiquid level nivo dielektrine
tekuina
Stvaranje iskre (Spark), pojava
mjehura pare (Bubbles) i
nastajanje metalnih estica
(Debris) koje se odvajaju
Alati (bakrene slsktrode) za
elektroeroziju
Grafitne elektrode alati za
elektroeroziju
Kanal se sastoji od ioniziranog plina na visokoj
temperaturi plazme u kojem dolazi do iskre (temperatura
je 6000C - 12000C). Nakon iskre temparatura naglo pada,
nestanu mjehurii pare i na njihovo mjesto ponovo dolazi
dielektrina tekuina koja ispire nastale metalne estice.
Zbog razvijanja visokih
temperatura nedostatak
ovog postupka se mogua
zaostala naprezanja u
obratku te potreba dodatnog
hlaenja dielektrine
tekuine. Obrada je spora i
ne mogu se obraivati
materijali koji ne provode
elektrinu struju.
Dobre strane su: mogunost obrade izrazito tvrdih
materijala uz uvjet elektrine vodljivosti, pogodnost za
pojedinanu proizvodnju (izrada alata, kalupa, matrica,
igova, dijelova za turbine,..), velika preciznost (0,002
0,02 mm), dobra kvaliteta obrade (N3-N6)
5.1.2 Elektroerozija glodanje elektrodom
Kod elektroerozije elektrodom - alat se obradi u eljeni oblik
te se kratanjem po X, Y, Z koordinatnom sustavu giba i
postepano ulazi u obradak te ga na taj nain obrauje do
zavrnog oblika obratka. Ako se koristi cililndrina elektroda
ona obino rotira. To je dobro kod obrada rupa ili depova
velikih dimenzija.
Elektrode mogu biti bakrene ili grafitne. Zbog iskrenja se
troe i treba ih mijenjati.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 70
Proizvodi elektroerozije icom
Umetanje ice u obradak
Obrada elektrerozijom - icom
5.1.3 Elektroerozija icom
ica je elektroda koje ree kroz obradak i pri tome se
stalno odmotava s jednog kolotura, prolazi kroz obradak i
namata na drugi kolotur, kako bi se sprijeilo njeno
pucanje.
Promjer ice ovisi o materijali te za ice od bakrenih
legura je 0.25 mm (standard), dok je za ice od volframa
0.02 0.08 mm.
Kako se radi o precinom voenju ice, vodilice su
izraene od posebnih materijala (safirne vodilice) koji se ne
troe. Samo upravljanje je CNC tehnologija. Brzina u XY
ravnini je dosta bitna, jer utjee na irinu reza.ica mora biti
napeta kako ne bi dolo do savijanja ice, koje uzrokuje lo
proizvod. Time je i definiran oblik proizvoda (reza) koji je
uvijek ravan prema voenoj ici.
ica je jeftinija od izrade posebnih elektroda u negativu
obratka, manje materijala se odvaja, bre je zavren proces
do kraja.
Elektroerozija icom se moe podijeliti na dvije osnovne
metode:
Obrada icom uronjenog obratka
Obrada icom uz dobavu dielektrine tekuine
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 71
Prema Faraday-evom zakonu:
koliina izluenih tvari na
elektrodama u elektrolitu ovisi o
jakosti struje, vremenu protoka
struje i o materiji koja se izluuje
Odnosno:
kad su dva materijala uronjena u
elektrolit prikljuena na
istosmjernu elektrinu struju
dolazi do rastvaranja materijala s
obratka, anode (+ pola) i taloenja
na alat, katodu (- pol)
Poetno stanje
Zavrno stanje
Proizvodi ECM
5.2 Elektrokemijska obrada
Elektrokemijska obrada (ECM Electrochemical
Machining) je metoda uklanjanja metala elektrokemijskim
procesom. Primjenjuje se u masovnoj proizvodnji za obradu
ekstremno tvrdih materijala ili materijala koji se teko mogu
obraditi konvencionalnim metodama
Upotreba elektrokemijske obrade je ograniena na
elektrino vodljive materijala. Mogu se proizvoditi mali i
nepravilni kutovi, komplicirani oblici i upljine u tvrdim
materijalima (titan i njegove legure, kobalt, nikal,...)
Elektrokemijska obrada se esto naziva i reverzna
galvanizacija, jer uklanja viak materijala, umjesto da ga
dodaje (to je normalan proces galvaizacije).
Postupak elektrokemijske obrade je jako slian postupku
elektroerozije, ali nema iskre i ne troi se alat.
To je slino u konceptu za elektrinu pranjenje obradu
Kod elektrokemijske obrade alat je negativno nabijena
elektroda (katoda), a obradak je pozitivno nabijena
elektroda (anoda) i izmeu njih je vodljiva tekuina -
(elektrolit).
Visoka istosmjerna struja prolazi kroz elektrolit izmeu alata
i obratka. Nema dodira izmeu alata i obratka i nema
iskrenja.Kod elektrokemijske obrade (ECM) za razliku od
obrade elektroerozijom (EDM) nema troenje alata.
Razmak izmeu alata i obratka je izmeu 80 800m.
Katoda (alat) kree prama anodi (obratku) dolazi do porasta
naboja i rastvaranja materijala na obratku. Elektrolit se
ubrizgava u meuprostor i odnosi rastvoreni materijal koji
se odvaja od obratka i ulazi u elektrolit. Obradak poprima
oblik elektrode odnosno postaje negativ elektrode.
Posmak kojim alat ulazi u materijal je veliki (0,1 20
mm/min), to obradu ini dosta brzom.
Kako nema iskrenja, nema ni visokih temperatura, ta nama
ni zaostalih naprezanja u materijalu.
Materiajl od kojeg se izrauju elektrode (alat) je najee:
mesing, bakar, bronca
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 72
Shema i primjer CNC
elektrokemijske obrade
Alat izraen ECM postupkom i
gotov proizvod
Primjer elektrokemijske obrade
glava brijaeg aparata i kuite
sata
Tipine veliine pri elektrokemijskoj obradi
Izvor elektrine struje
Napajanje: istosmjerna struja
Napon: 5 30 V (kontinuirano ili impulsno)
Struja: 50 40000 A
Gustoa struje: 10 100 A/cm
2
Elektrolit tip i koncentracija
Najvie u upotrebi: NaCl 60 240 g/l
esto koriten : NaNO
3
120 480 g/l
Radna temperatura: 20 - 50C
Protok: 1 l/min/100A
Brzina strujanja: 1500 3000 m/min
Sama obrada moe biti:
- jednosmjerni ulazak alata u obradak
- CNC obrada gdje alat moe imati bilo kakvu putanju po
XYZ koordinatnom sustavu
- rotirajuim elektrodama
Shema elektrokemijske obrade rotirajuim elektrodama
Alatni stroja za elaktrokemijsku obradu se sastoji od:
- samog stroja kuite
- napajanja
- sistema za cirkulaciju elektrolita
- upravljake jedinice
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 73
Voda u prirodi postepeno
obrauje i oblikuje tvri materijal
Mlaznica za rezanje vodenim
mlazom
Rezanje vodenim mlazom
Mlaznica za rezanje vodenim
mlazom brazivom
5.3 Obrada vodenim mlazom
Rezanje mlazom vode (Water Jet) je nekonvencionalni
(nestandardni) postupak obrade materijala. Erozija vodom
koja u prirodi obrauje materijal je ubrzana velikom
snagom i brzinom vodenog mlaza mlaz vode je alat
obrade odvajanjem estica.
Obrada vodom se koristi brzinama tri puta veim od
brzine zvuka 1000 m/s.
Pritisak kojim se mlaz istiskuje penje se kod modernih
Warer Jet strojeva do 6000 bara. Za usporedbu prosjean
pritisak u vodovodnim cijevima gradskog vodovoda se
kree oko 6 bara.
1 bar = 100000 N/m
2
.
Promjeri mlaznica su od 0.1 0.5 mm, a debljina reza
se kreu od 0.08 - 1.5 mm. Odstojanje mlaznice od obratka
je izmeu 2 5 mm, ali se moe smanjivati ili poveavati
to ovisi o materijalu koji se ree, kvaliteti reza i prepotuci
proizvoaa.
Dubina reza kod rezanja vodom je do 1 - 50 mm ovisno
o vrsti materijala koji se obrauje. Dodavanjem abraziva u
mlaz dubina reza se za meke materijale poveava iznad
500 mm.
Zato se obrada vodenim mlazom dijeli na:
Rezanje vodenim mlazom (WJM Water Jet
Machining)
Rezanje vodenim mlazom abrazivom (AJM Abrazive
Jet Machining)
Alatni stroj za rezanje vodenim mlazom je sastoji od
nekoliko osnovnih sklopova
Elektromotora za pokretanje pumpe
Pumpe za dobavu visokog tlaka vode Pomou
hidraulikih pumpi pokree se pojaalo (servo ureaj)
koji tlai vodu na 4100 bara. Pri tome joj se volumen
smanji za oko 13%.
Sistem za WJM
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 74
Hidraullike pumpe koje stvaraju
ultra visoki tlak
Nastajanje visokog pritiska u
pumpi
Obradak rezan vodenim mlazom
Spremnika (rezervoara visokog pritiska) u koji se tlai
voda kako bi se osigurao kontinuitet vodenog mlaza za
rezanje
Sistama za filtriranje koji moraju zadrati sitne estice iz
vode
Sistem za AJM
Upravljakog sistema koji nadzire cijeli sustav i upravlja
mlaznicom
Mlaznicom koja usmjerava vodeni mlaz
Sabirnim spremnikom (hvataem mlaza) koji slui za
prikupljanje vodenog mlaza, odrezanih estica i
abraziva te blokade mogunosti njihovog povrata na
obradak ili okolni prostor i za smanjenje buke
Postupak obrade ovisi o nekoliko faktora. Tlak i brzina
vode, promjer i udaljenost mlaznice, vrsta i veliina
abraziva.
Prednosti rezanja vodom:
Visoka preciznost.
Nema promjene strukture materijala (mikro pucanja,
ovravanja rezne povrine, naprezanja materijala)
Izbor stupnja kvalitete reza se kree od 1 5
Zatiuje ivotnu i radnu okolinu (prirodni pijesak i
voda)
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 75
1 jako fino, nema brazdi,
najprecizniji rez
2 fino, minimalne brazde
3 srednje fino, pojava brazdi na
donjoj polovici reza
4 grubo, pune brazde
5 jako grubo, slaba kvaliteta,
rijetko se koristi
Grlo mlaznice se izrauje od
safira, u novije vrijeme od
dijamanta
Veliku brzinu rezanja i rezanje materijala koje je se
ne mogu rezati drugim metodama.
Smanjenje trokova alata,
Rezanje u svim pravcima,
Nije potrebno stezanje obratka
Hladni proces - nema zagrijavanja za vrijeme
rezanja
Nema zavrnih radova na proizvodu
Nema opasnih plinova niti praine za vrijeme
rezanja.
Obrada razliitih materijala bez mijenjanja opreme i
alata
Izrada prototipa ili velikih serija.
Visoka fleksibilnost primjene u svim industrijskim
granama.
Vrlo jednostavna integracija u robotizirane sustave
Rez obraena povrina reza se moe podijeliti u dvije
zone prema stanju obraene povrine.
Gornja zona je glatko rezana zona do dubine h
sc
.
Donja zona, esto nazivana grubom zonom rezanja, je
karakteristine tekstura gdje se mogu vidjeti brazde.
Povrine reza se dijele u 5 grupa prema kvaliteti stanja
povrine. Ovise o vie faktora prikazanih u shemi, kao to
su pritisak, promjer mlaznice i grla, brzina mlaza, brzina
pomaka mlaznice, udaljenost mlaznice od obratka,...
Shematski prikaz geometrije vezane za abrazivno (AWJ)
rezanje:
- poprena brzina AWJ rezne glave (v
t
)
- upadni kut ()
- udaljenost rezne glave od obratka (h
so
)
- dubina reza (h)
- dubina rezanja glatke zone (h
sc
)
- zaostajanje mlaza (l
dr
)
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 76
Primjeri rezanja vodom
Materijal: nehrajui elik
Debljina: 15 mm
Kvaliteta reza: 1 - jako fino,
Vrijeme rezanja: 6 min 31 sec
Materijal: nehrajui elik isti materijal drugi parametri
Debljina: 15 mm
Kvaliteta reza: 3 srednje fino,
Vrijeme rezanja: 1 min 41 sec
Materijal: aluminij
Debljina: 30 mm
Kvaliteta reza: 2 - fino,
Vrijeme rezanja: 47 min 15 sec
Dodatna karakteristika: vrlo precizno praenje konture
Materijal: alumnijska legura
Debljina: 6 mm
Kvaliteta reza: 2 - fino,
Vrijeme rezanja: 6 min 16 sec
Dodatna karakteristika: precizno praenje konture
Materijal: plastika ojaana vlaknima
Debljina: 20 mm
Kvaliteta reza: 2 - fino,
Vrijeme rezanja: 1 min 55 sec
Dodatna karakteristika: visoka kvaliteta stanja povrine
Materijal: alatni elik
Debljina: 60 mm
Kvaliteta reza: 2 - fino,
Vrijeme rezanja: 77 min
Dodatna karakteristika: bez odstupanja tolerancije,
bez toplinskih deformacija,
bez porasta tvrdoe
Stroj za rezanje mlazom vode
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 77
Mlaznica za rezanje vodenim
mlazom abrazivom
Simulacija 3D CAD CAM rezanja
Most sa vie glava za
rezanje vodenim
mlazom
Upravljaka jedinica za
CAD rezanje
Gotovi proizvodi rezanja vodom
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 78
Shema ultrazvune obrade
Ultrazvuna obrada ZERODURA
Frekvencije zvuka
infra-zvune frekvencije < 20 Hz,
zvune frekvencije 20 Hz 20 MHz,
ultrazvune frekvencije > 20 MHz
Obraeno ultrazvukom
5.4 Obrada ultrazvukom
Ultrazvuna obrada (USM ultrasonic machining) je
nekonvencionalna metoda uklanjanja materijala abrazijskim
djelovanjem emulzije koja se prisilno dovodi izmeu alata i
obratka. Za obradu materijala se koriste valovi ultrazvune
frekvencije (20 kHz do 2 MHz) koji se mogu iriti u bilo
kojem mediju.
Parametri ultrazvune obrade su:
snaga,
frekvencija i
amplituda.
Frekvencija alata eljenog oblika kod ultrazvune obrade
varira oko 25 kHz. Amplituda se kree od 15 - 50m.
Izmeu alata i obratka se dovodi emulzija (kaa) grubih
abrazivnih estica Alat se odreenom snagom tiska
posmakom prema obratku.
Kako alat vibrira iznad obratka i tiska uronjenu kau
abraziva, estice abraziva se utiskuju u alat i obradak.
U obratku abrazivne estice uklanjaju krhki materijal
postepenim stvaranjem udubina, zatim pukotina. Zbog
vibracija i daljnjeg djelovanja sile alata - daljnjim
utiskivanjem zrnaca abraziva - dolazi do irenjem pukotina
te loma materijala. Ovom metodom se obrauju materijali
koji se ne mogu obraivati na druge naine (elektroerozijom
ili elektrokemijski).
Ultrazvunom obradom se
obrauju tvrdi i krhki
materijali koji nisu
elektrino vodljivi (staklo,
plastika, keramika,...)
Za razliku od obratka alat
se izrauje od tvrdih
materijala na koje abraziv toliko ne djeluje (elini alati, alati
od nehrajueg elika, specijalne legure za alate)
Obrada ultrazukom postie
toleranciju veu od 0.0125
mm, dok povrinska
hrapavost dostie R
a
0,2
1,6 m.
Razliiti proizvodi obraeni
ultrazvukom
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 79
Alatni stroj za ultrazvunu obradu
Oblici koncentratora
eksponencijalni,
konusni,
stepeniasti
Transduktor, koncentrator, dra
alata i alat
Izradak obraen ultrazvukom
Prednosti
- precizna strojna obrada krhkih materijala;
- izrada rupa malog promjera (0,3 mm);
- nema elektrinog, toplinskog ili kemijskog utjecaja
na obradak,
Nedostaci
- spora skidanja materijala (oko 0,8 cm
3
/min);
- alat se brzo troi,
- strojna povrina i dubina rada su ogranieni
Alatni stroj za ultrazvunu obradu je sastavljen od:
Generatora ultrazvunih impulsa
Transduktora (pobudne sonde) koji radi principu
- piezoelektrinog efekta Kvarcni generator kod
kojeg se primjenom sile te plastinom deformacjom
kvarca dobije elektrina polarizacija.
- elekrtostriktivnog efekta Elektrostrikcija je osobina
obrnuta piezoelektrinom efektu. Kada se kvarcna
ploica stavlja u izmjenino elektrino polje vrlo
visoke frekvencije. Ako se frekvencije struje i ploice
poklope nastaje rezonancija koja stvara ultrazvune
valove.
- magnetnostriktivnog efekta Magnetostrikcijski efekt
je skraivanje nekih metala u magnetskom polju. U
promjenjivom magnetnom polju dolazi do titranja.
Koncentratora (valovoda) koji pretvara val
neadekvatne amplitude iz trasduktora u val eljene
amplitude
Alat se nalazi na koncentratoru u drau alata i
fibrira ultrazvunom frekvencijom te se giba
definiranim posmaom u obradak
Radna ploa sa obratkom koji pliva u kupki emulzije
s abrazivnim esticama.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 80
Precizno rezanje laserom
Princip rada plinskog lasera
5-osni laserski alatni stroj
Rezanje laserom
5.5 Obrada laserom
Laser je naprava koja
emitira snop fotona iste valne
duljine u istom smjeru
(koherentni snop).
Laser prema engleskom
Light Amplification by
Stimulated Emission of
Radiation znai pojaanje
svjetla poticanjem emisije
zraenja.
Za razliku od svjetlosti
koju emitiraju uobiajeni
izvori, (npr aruljle), laserska
svjetlost je monokromatska
(samo jedne valne duljine,
odnosno boje) i usmjerena je u uskom snopu. Snop je
koherentan (elektromagnetski valovi su u istoj fazi i ire se
u istom smjeru).
Princip rada lasera
Laserska zraka se proizvodi stimuliranjem emisije fotona.
Za to su potrebni neki preduvjeti:
1. Svjetlo je kvantizirano u malim paketima energije
pod nazivom "fotoni"
2. Laserski medij mora imati energerske razine ija
razlika energije mora odgovarati emitiranoj energiji
fotona. Fotoni se emitiraju kada energija atoma ili
molekula iz vieg uzbuenog stanje padne u
nie energetsko stanje. Razlika je foton.
3. Energija fotona ovisi o frekvenciji
E
f
= h f = E
2
- E
1
E
2
i E
1
- su energija vieg i enrgija nieg stanja
h je Planckova konstanta 6,626 * 10
-34
Js
je frekvencija fotona
4. Veina atoma i molekula mora biti u pobuenom
stanju.
Pod udarima fotona materijal se topi (tali). Oko laserskog
snopa nastrujava zrak i odnosi rastaljeni materijal Neki
materijali se ne tale ve izgaraju pri visokoj temperatur te
isparavaju. Pri takvoj obradi ostaju visoko kvalitetno
obraeni rubovi reza.
Laserskim rezanjem mogu se rezati limovi, profili, cijevi,...
Sama laserska zraka je potpuno paralelna promjera 1,5
12,5 mm. Kao takva nije uinkovita te se sistemom ogledala
i lea fokusira u malu toku promjera do 0,025 mm velikog
intenziteta.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 81
Opis sheme rada lasera
1. CO2 laser rezonator
2. stranji ogledalo
3. plin uzbude - stvara svjetlost
jedne valne duljine
4. izlazno ogledalo
5. polarizirano ogledalo
6. Teleskopsko ogledalo
7. Ogledalo voenja zrake
8. stroj za postolje
9. konstantan snop duljine
prijevoz
10. Ogledalo voenja zrake
11. Ogledalo voenja zrake
12. rezanje prijevoz
13. Ogledalo voenja zrake
14. prilagodljivo ogledalo
15. Prozor
16. Ogledalo za fokusiranje
17. rezna glava
18. rezna mlaznica
Proizvodi izraeni laserskim
rezanjem
Npr kod rezanja se mora najprije izbuiti rupa kroz materijal. Pri buenju se
koristi velika snaga lasera. Buenje traje od 5 do 15 s za lim od nehrajueg
elika debljine 14 mm.
.
Karakteristike rezanja laserom
- Visoka tonost
- Izvrsna kvaliteta reza
- Velika brzina obrade
- Vrlo mali toplinski utjecaj
- Mogua izrada sloenih geometrijskih oblike, rupica malog
promjera, iskoenih dijelova, ...
- Laser ree (i oznaava) razliite vrste materijala
- Nema kontakta izmeu materijala (obradka) i alata
- Lagana i brza kontrola snage lasera u rasponu 1-100%
Obada laserom se koristi za
rezanje metala, plastike, stakla,
u industriji, dizajnu, za izradu
nakita,...
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 82
Laser sa vrstom jezgrom
YAG (Y
3
Al
5
O
12
) je otkriven kasnih
1960-ih ima radnu valnu
duljinu 1064 m
Rezanje laserom
Plinski laser CO2
Plinski laser He-Ne
(smjesa helij neon)
Laseri se dijele prema mediju koji se koristi za proizvodnju
laserske zrake:
5.5.1 Laseri s vrstom jezgrom
vrsta jezgra je kristal ili staklo. vrsta jezgra nikad nije
ista, ve se u njoj nalaze primjese (neistoe).
Najee neistoe su Cr - krom, Er - erbij, Ti - titan,
Nd neodimij. Najee se koriste umjetno stvoreni
kristali YAG itrij aluminij fluorid, YLF itrij litij fluorid,
LISAF litij stroncij aluminij fluorid, SAFIR aluminijski
Oksid. U kombinaciji s neistoama tvore lasere s
vrstom jezgrom: Ni:YAG, Ti:SAFIR, Cr:SAFIR (rubin),
Cr:LISAF, Er:YLF, Nd:staklo, Er:staklo
Kao pobuda lasera sa vrstom jezgrom slui bljeskalica
ili svjetlost s nekog drugog lasera
5.5.2 Plinski laseri
Plinski laseri koriste plinove (CO
2
- ugljini dioksid, argon,
kripton) ili smjese plinova, npr. helij-neon kao aktivni medij
za uzbudu rezonatora.
Plinski laseri su vrlo spacifini zbog vrste plina koji koriste i
time rade specifine obrade na materijalima koje koriste
razliite industrije. Od buenja, rezanja, urezivanja
(graviranja), ...
Npr. CO
2
laseri se koriste u industriji za rezanje i
zavarivanje, dok se helij-neon laseri koriste u laboratorijima
i kolama zbog niske cijene i skoro idealne laserske zrake.
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 83
Bojile za laser
Ekspander laserske zrake
Sprenici (djelomini reflektori)
Poluvodiki laser na CD-u
Laser na elektronskom
mikroskopu
5.5.3 Laseri s bojilima
Laseri s bojama koriste razliite tekuine za dobivanje
odreene valne duljine i frekvencije laserske zrake. Koriste
se razna organska kemijska otapala (metanol, etanol ili
etilen glikol) u koja se dodaju kemijske boje (kumarin,
rodamin ili fluorescin). Toni kemijski udio molekula bojila
odreuje radnu valnu duinu i frekvenciju lasera.
Ekspanzijski sustav laserske zrake preuzet je iz optikih
teleskopa. U tom sustavu zraka s objekta (koji se nalazi u
beskonanosti) ulazi i izlazi paralelno s optikom osi. To
znai da sustav nema arinu duljinu.
5.5.4 Poluvodiki laseri
Poluvodiki laseri su obino vrlo mali, tako da se mogu
koristiti kod potroakih ureaja (CD ureaji)
Poluvodiki laseri je svjetlo diode unutar upljine
rezonatora. Zbog male veliine aktivnog medija, laserski
izlazi su vrlo razliiti i zahtijevaju posebnu optiku kako bi
proizveli dobru zraku.
Zelena zraka
poluvodikog
lasera
Obrada materijala II - I. dio
I. tehnika kola TESLA Ivo Slade 84
Pitanja 5
1. to znai nekonvencionalni postupak obrade materijala ?
2. Koje su vrste nekonvencionalnih obrada ?
3. Objasniti elektroerozijsku obradu materijala ?
4. Koje uvjete mora ispuniti elektroerozijsku obradu materijala za ispravan rad ?
5. emu slui dielektrina tekuina ?
6. Koje vrste elektroerozijske obrade materijala postoje ?
7. Koji su parametri elektroerozijske obrade ?
8. to se obrauje elektroerozijskom obradm ?
9. Objasniti elektroeroziju uranjanjem iga ?
10. Objasniti elektroeroziju glodanje elektrodom ?
11. Objasniti elektroeroziju icom ?
12. to je elektrokemijska obrada materijala ?
13. Objasniti naziv reverzna galvanizacija ?
14. Koji su parametri elektrokemijske obrade ?
15. to se obrauje elektrokemijskom obradom ?
16. Koje su razlike izmeu elektrokemijske i elektroerozijske obrade materijala ?
17. Objasniti obradu vodenim mlazom ?
18. Na koje naine se moe rezati vodenim mlazom ?
19. Koji su parametri obrade vodenim mlazom (pritisak, brzina, debljina mlaza) ?
20. Koje su prednosti rezanja vodenim mlazom ?
21. to se obrauje vodenim mlazom ?
22. to je ultrazvuna obrada ?
23. Koji su parametri ultrazvune obrade ?
24. to se obrauje ultrazvunom obradom ?
25. Koje su prednosti, s koji su nedosavi obrade ultrazvukom ?
26. Objasniti obradu laserom ?
27. Kakvih ima vrsta lasera ?
28. Objasniti lasersku zraku ?
29. Koje su karakteristike laserske obrade ?
30. to znai laser sa vrstom jezgrom ?
31. Kako radi plinski laser ?
32. Objasniti laser sa bojilima ?
33. to je poluvodiki laser ?
34. Gdje se i za to laseri koriste ?
35. Objasniti laser u CD ureajima ?
You might also like
- Proračuni U Obradi Metala RezanjemDocument154 pagesProračuni U Obradi Metala RezanjemdedaolimpijadaNo ratings yet
- Obrada Materijala 1 L DioDocument82 pagesObrada Materijala 1 L Diodjuka65No ratings yet
- Skripta - Obrada Materijala II - I DioDocument54 pagesSkripta - Obrada Materijala II - I DioAnamarija CavrićNo ratings yet
- Skripta - Obrada Materijala I - I DioDocument83 pagesSkripta - Obrada Materijala I - I DioAnamarija CavrićNo ratings yet
- Upravljanje MaterijalomDocument252 pagesUpravljanje MaterijalomMatej VincentNo ratings yet
- ZupčaniciDocument52 pagesZupčaniciDamir JelaskaNo ratings yet
- Izrada ZupčanikaDocument6 pagesIzrada ZupčanikaElmedin SabicNo ratings yet
- Veze Klinovima I CivijamaDocument10 pagesVeze Klinovima I CivijamaasNo ratings yet
- Specijalisticki RadDocument49 pagesSpecijalisticki Radzolja2100% (1)
- GlodanjeDocument37 pagesGlodanjeMatijaJambrovićNo ratings yet
- Seminarski Rad Iz Piup-ADocument52 pagesSeminarski Rad Iz Piup-ADinko BrezakNo ratings yet
- Kombinirani Postupci Obrade Odvajanjem ČesticaDocument40 pagesKombinirani Postupci Obrade Odvajanjem Česticaacid.magicNo ratings yet
- Postupci Obrade Odvajanjem Čestica Alatom Bez OštriceDocument30 pagesPostupci Obrade Odvajanjem Čestica Alatom Bez Oštriceemiliobrnadic1867No ratings yet
- Brusenje DobroDocument55 pagesBrusenje DobroEdin JusufovicNo ratings yet
- Održavanje Alatnih StrojevaDocument24 pagesOdržavanje Alatnih StrojevaVedran Babić0% (4)
- 1155426.HORAK Primjena Aditivnih Tehnologija U Projektiranju Proizvoda Od DrvaDocument122 pages1155426.HORAK Primjena Aditivnih Tehnologija U Projektiranju Proizvoda Od DrvaIvan FarkašNo ratings yet
- 26 Obrada Glodanjem SistematizacijaDocument51 pages26 Obrada Glodanjem SistematizacijacobraNo ratings yet
- GlodaloDocument5 pagesGlodaloAsmir OmeradzicNo ratings yet
- Materijali Pitanja I OdgovoriDocument40 pagesMaterijali Pitanja I OdgovoriMBNo ratings yet
- LjevarstvoDocument8 pagesLjevarstvoMario TomasNo ratings yet
- Alati Za Glodanje Zavrsni RadDocument44 pagesAlati Za Glodanje Zavrsni RadArmin ZahirovićNo ratings yet
- Nove Knjige: Teorijske Osnove Proizvodnje Polimernih TvorevinaDocument2 pagesNove Knjige: Teorijske Osnove Proizvodnje Polimernih TvorevinankarlićNo ratings yet
- ProracunDocument41 pagesProracunDzemila HuseinbasicNo ratings yet
- Elementi K2 - 2Document16 pagesElementi K2 - 2Franciscus_tNo ratings yet
- Navojne VezeDocument16 pagesNavojne Vezesealion72No ratings yet
- Alati Za Izradu ZupčanikaDocument16 pagesAlati Za Izradu ZupčanikaMuhammed ImamovićNo ratings yet
- Ručna Izrada KalupaDocument11 pagesRučna Izrada KalupaHusein LagumdzijaNo ratings yet
- Predavanja 3-StruganjeDocument25 pagesPredavanja 3-Struganjepametnica21100% (1)
- 2 1 Odstupanje U Procesu ObradeDocument22 pages2 1 Odstupanje U Procesu ObradeAidaNo ratings yet
- Haas Glodalica (Sve o Glodanju)Document244 pagesHaas Glodalica (Sve o Glodanju)Kemal Kahrić100% (1)
- Rezanje PlazmomDocument22 pagesRezanje Plazmomacam84100% (2)
- Ooč Predavanja PDFDocument341 pagesOoč Predavanja PDFAnte KurićNo ratings yet
- Preporuke Za Konstruisanje Alata Za PPDocument9 pagesPreporuke Za Konstruisanje Alata Za PPstarca19No ratings yet
- Rezni Alat Bruno Rebec PDFDocument625 pagesRezni Alat Bruno Rebec PDFMiroslav LuladžićNo ratings yet
- Tehnologija Obrade I Montaže Test 1-1Document2 pagesTehnologija Obrade I Montaže Test 1-1Pero BarnjakNo ratings yet
- M. Andjic, A. M. Andjic - Inzenjerska MatematikaDocument534 pagesM. Andjic, A. M. Andjic - Inzenjerska MatematikaDenis B.No ratings yet
- Toplinska Obrada VjezbeDocument19 pagesToplinska Obrada VjezbeMislav Tujmer100% (1)
- SavijanjeDocument32 pagesSavijanjeVeronica HansonNo ratings yet
- Materijali 3 KolokvijDocument2 pagesMaterijali 3 KolokvijLovro KosturNo ratings yet
- 6.2. Tehnološki Postupak ObradeDocument3 pages6.2. Tehnološki Postupak ObradeAmir OkičićNo ratings yet
- Proracun PrikoliceDocument144 pagesProracun PrikoliceArmin SmajicNo ratings yet
- Tehnoloska Dokumentacija Za GlodanjeDocument3 pagesTehnoloska Dokumentacija Za GlodanjelejlaNo ratings yet
- 3D Design Catia Parametarsko Konstruiranje Zupčanika - ZDocument28 pages3D Design Catia Parametarsko Konstruiranje Zupčanika - ZFeri05467% (3)
- DiplomskiDocument7 pagesDiplomskiAnonymous GBGDmMNo ratings yet
- Izrada OsovineDocument10 pagesIzrada OsovineasNo ratings yet
- Automatizirani I Robotizirani Tehnološki Procesi-,,industrijski Roboti - Roboti Za ZavarivanjeDocument27 pagesAutomatizirani I Robotizirani Tehnološki Procesi-,,industrijski Roboti - Roboti Za ZavarivanjeSumejaNo ratings yet
- 1.vježbe NumerickaDocument23 pages1.vježbe Numerickamacak852 boskicNo ratings yet
- Tehnologija LivenjaDocument70 pagesTehnologija Livenjaaantic7686% (7)
- Skripta - OBRADA MATERIJALA II - I DioDocument39 pagesSkripta - OBRADA MATERIJALA II - I DioJasmin Kahrimanovic67% (3)
- Skripta - Obrada Materijala II - I DioDocument54 pagesSkripta - Obrada Materijala II - I DiormpalijaNo ratings yet
- Bilanca VodeDocument82 pagesBilanca VodeMirsad MerdanicNo ratings yet
- Alatni Strojevi 1 - II DioDocument48 pagesAlatni Strojevi 1 - II Dioni60No ratings yet
- Metode Poboljšanja Proizvodnih ProcesaDocument63 pagesMetode Poboljšanja Proizvodnih ProcesaPetar PopovicNo ratings yet
- 756178.tihomir Tomic - Diplomski Rad - 2014 EUZDocument158 pages756178.tihomir Tomic - Diplomski Rad - 2014 EUZmirsimNo ratings yet
- Nosive Konstrukcije II - Skripta Za VjezbeDocument112 pagesNosive Konstrukcije II - Skripta Za VjezbeKreso PNo ratings yet
- Ivo Slade-Alatni Strojevi IDocument91 pagesIvo Slade-Alatni Strojevi IjjzoranNo ratings yet
- Alatni Strojevi 1 - I DioDocument43 pagesAlatni Strojevi 1 - I Dionoemizg100% (3)
- 01 Final Draft Tourism Klaric Sep2021Document64 pages01 Final Draft Tourism Klaric Sep2021Zdravko Buljeta-TarijaNo ratings yet
- Mostar Hist Urbani Krajolik HRVDocument85 pagesMostar Hist Urbani Krajolik HRVZdravko Buljeta-TarijaNo ratings yet
- Zakon o Stambenim OdnosimaDocument10 pagesZakon o Stambenim OdnosimaZdravko Buljeta-TarijaNo ratings yet
- Zakon o Prodaji StanovaDocument5 pagesZakon o Prodaji StanovaZdravko Buljeta-TarijaNo ratings yet
- 02 B Zakon o Drzavnoj Sluzbi FBIHDocument29 pages02 B Zakon o Drzavnoj Sluzbi FBIHseferagiNo ratings yet
- Jestive I Otrovne GljiveDocument52 pagesJestive I Otrovne GljiveZdravko Buljeta-TarijaNo ratings yet
- Jedinstvena Pravila Za Izradu Pravnih Propisa U InstitucijamaDocument27 pagesJedinstvena Pravila Za Izradu Pravnih Propisa U InstitucijamahharisshareNo ratings yet
- Laboratorij BalkanDocument146 pagesLaboratorij Balkankukumuku100% (3)
- Standard Za Uklanjanje Mina I NUS-A U BiHDocument162 pagesStandard Za Uklanjanje Mina I NUS-A U BiHZdravko Buljeta-TarijaNo ratings yet
- Pitanja Za Ispit Općeg ZnanjaDocument184 pagesPitanja Za Ispit Općeg ZnanjaRizlak100% (1)
- Dobar Voćar Teh. Smjernice BR 1 Proljećna Ishrana JabukeDocument2 pagesDobar Voćar Teh. Smjernice BR 1 Proljećna Ishrana JabukeZdravko Buljeta-TarijaNo ratings yet
- Ispitivanje Vozila Za Prijevoz Opasnih MaterijaDocument23 pagesIspitivanje Vozila Za Prijevoz Opasnih MaterijaZdravko Buljeta-TarijaNo ratings yet
- Brionski TranskriptDocument16 pagesBrionski Transkriptdspremo_1No ratings yet
- Registar Propisa 1996 2009Document90 pagesRegistar Propisa 1996 2009Zdravko Buljeta-TarijaNo ratings yet
- Laboratorij BalkanDocument146 pagesLaboratorij Balkankukumuku100% (3)
- RakijaDocument82 pagesRakijaIvana100% (2)
- Zakon o Vanparnicnom Postupku FbihDocument39 pagesZakon o Vanparnicnom Postupku FbihZdravko Buljeta-TarijaNo ratings yet
- GppnacelaDocument30 pagesGppnacelaZdravko Buljeta-TarijaNo ratings yet