You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- España AieDocument14 pagesEspaña AieelsaordunaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Cn1749156a Arc Method For Synthesizing Controllable Single Wall Carbon Nano TubeDocument7 pagesCn1749156a Arc Method For Synthesizing Controllable Single Wall Carbon Nano TubeelsaordunaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- AEC Guide for Design Response Spectra of Nuclear Power PlantsDocument7 pagesAEC Guide for Design Response Spectra of Nuclear Power PlantstingpaduNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CFR 2012 Title10 Vol1 Part50 Appb PDFDocument5 pagesCFR 2012 Title10 Vol1 Part50 Appb PDFelsaordunaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Combined PDFDocument527 pagesCombined PDFelsaordunaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- CN 103293186Document11 pagesCN 103293186elsaordunaNo ratings yet
- 7.5 01 03 03Document18 pages7.5 01 03 03elsaordunaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 7.5 02 07 03.9Document17 pages7.5 02 07 03.9elsaordunaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 7.5 02 07 03.9Document17 pages7.5 02 07 03.9elsaordunaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Transmission Level HTS Fault Current Limiter Design ProgressDocument22 pagesTransmission Level HTS Fault Current Limiter Design ProgresselsaordunaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Pub1159 WebDocument115 pagesPub1159 WebRodolfo RodriguezNo ratings yet
- Pub1157 - Web Periodic Safety ReviewDocument62 pagesPub1157 - Web Periodic Safety ReviewelsaordunaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Epri TR1002159Document214 pagesEpri TR1002159elsaordunaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- CN 103293186Document11 pagesCN 103293186elsaordunaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Us 2011002774 A 1Document13 pagesUs 2011002774 A 1elsaordunaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- HVDCDocument30 pagesHVDCelsaordunaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CN202230145 Distribution Transformer Remote Wireless Monitoring SystemDocument4 pagesCN202230145 Distribution Transformer Remote Wireless Monitoring SystemelsaordunaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Pub1376 - Web Severe AccidentDocument83 pagesPub1376 - Web Severe AccidentelsaordunaNo ratings yet
- Kr20130041572 Complex Condition Diagnosis Device and Method For Induction Motor Using On-Line TechniqueDocument15 pagesKr20130041572 Complex Condition Diagnosis Device and Method For Induction Motor Using On-Line TechniqueelsaordunaNo ratings yet
- Kr101035496 System For Total Monitering On-Line Health of The GeneratorDocument18 pagesKr101035496 System For Total Monitering On-Line Health of The GeneratorelsaordunaNo ratings yet
- Chapter 3 Phasor Estimation at Off-Nominal PDFDocument31 pagesChapter 3 Phasor Estimation at Off-Nominal PDFelsaordunaNo ratings yet
- CN102543422 Technology For Improving Insulation Resistance of Dry Transformer Iron Core and Online MonitoringDocument6 pagesCN102543422 Technology For Improving Insulation Resistance of Dry Transformer Iron Core and Online MonitoringelsaordunaNo ratings yet
- Method for Total Monitoring Online Health of GeneratorsDocument20 pagesMethod for Total Monitoring Online Health of GeneratorselsaordunaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- CN101294856 Transformer Device On-Line Multi-Parameter Monitoring Device Based On Optical Fiber Sensor TechnologyDocument7 pagesCN101294856 Transformer Device On-Line Multi-Parameter Monitoring Device Based On Optical Fiber Sensor TechnologyelsaordunaNo ratings yet
- Us8455145b2 - Arturo Solis H - Photoelectrochemical MethodDocument8 pagesUs8455145b2 - Arturo Solis H - Photoelectrochemical MethodelsaordunaNo ratings yet
- Kr101035496 System For Total Monitering On-Line Health of The GeneratorDocument18 pagesKr101035496 System For Total Monitering On-Line Health of The GeneratorelsaordunaNo ratings yet
- ART - Reinjection Into Geothermal ReservoirsDocument21 pagesART - Reinjection Into Geothermal ReservoirselsaordunaNo ratings yet
- Transfomer FmeaDocument58 pagesTransfomer FmeaPartha Sarathi GangulyNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Chapter 3 Phasor Estimation at Off-Nominal PDFDocument31 pagesChapter 3 Phasor Estimation at Off-Nominal PDFelsaordunaNo ratings yet
- Yews SeriesDocument88 pagesYews SeriesSaad Pathan100% (5)
- KMBD Mech BoostersDocument2 pagesKMBD Mech BoostersMark V FarrellNo ratings yet
- COMACO LB1000-Asphalt Mixing PlantDocument12 pagesCOMACO LB1000-Asphalt Mixing PlantHermawan Septian Adittya100% (1)
- 1 EN0721 A Vane Troubleshooting GuideDocument65 pages1 EN0721 A Vane Troubleshooting Guidergg_135292No ratings yet
- Auto Grease Lubrication Systems ExplainedDocument21 pagesAuto Grease Lubrication Systems ExplainedFrezgi BirhanuNo ratings yet
- EPRI-Terry Turbine Maintenance GuideDocument336 pagesEPRI-Terry Turbine Maintenance Guidepadrino0786% (7)
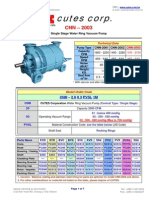
- Bomba CNN 2003 PVSLDocument7 pagesBomba CNN 2003 PVSLvictorNo ratings yet
- 4 Water Services Pump Curves PDFDocument57 pages4 Water Services Pump Curves PDFyancNo ratings yet
- Hydraulics CalculationDocument1 pageHydraulics CalculationSudish BhatNo ratings yet
- Electro Control Equipment:: Relay Circuit UnitDocument14 pagesElectro Control Equipment:: Relay Circuit UnitMarshella Faye CaguranganNo ratings yet
- Instalacion Belmont SP CielaDocument18 pagesInstalacion Belmont SP CielaTecnico BuhosNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Swimming Pool HydraulicsDocument6 pagesSwimming Pool Hydraulicstonyonly100% (1)
- Spe141974 PDFDocument9 pagesSpe141974 PDFJesseNo ratings yet
- Monitoramento DoosanDocument35 pagesMonitoramento DoosanMauricio Simon75% (4)
- Amsco 400 Series Medium Steam Sterilizers: ApplicationDocument8 pagesAmsco 400 Series Medium Steam Sterilizers: ApplicationMiloven WongNo ratings yet
- 660MW Emergency Operating ProcedureDocument117 pages660MW Emergency Operating ProceduregARRYNo ratings yet
- Rotary vane vacuum pump guideDocument6 pagesRotary vane vacuum pump guideBubai111No ratings yet
- 01 4jb1ti EngineDocument77 pages01 4jb1ti Enginevitor santosNo ratings yet
- Method of Periodic Maintenance of Wds-6 Locomotives in Steel PlantsDocument47 pagesMethod of Periodic Maintenance of Wds-6 Locomotives in Steel PlantsPraveen Kumar RoutNo ratings yet
- Washing Machine EssentialsDocument52 pagesWashing Machine EssentialsAgustnNo ratings yet
- Design of An Advanced Marine WaterjetDocument9 pagesDesign of An Advanced Marine Waterjetgnd100No ratings yet
- Electro2, Auxmach1Document74 pagesElectro2, Auxmach1Paul OlimposNo ratings yet
- User Instructions: Installation Operation MaintenanceDocument44 pagesUser Instructions: Installation Operation Maintenancedennis sichoneNo ratings yet
- Water Ace PumpDocument20 pagesWater Ace PumpDana Milner100% (1)
- MINERAL PROCESS ENGINEERING SPECIALISTSDocument2 pagesMINERAL PROCESS ENGINEERING SPECIALISTSRaHim LinGaniNo ratings yet
- Nfpa 30BDocument106 pagesNfpa 30BSeto SetoNo ratings yet
- Regloplas 90smart en 1666951322Document4 pagesRegloplas 90smart en 1666951322APOSENTO ALTO APOSENTO ALTONo ratings yet
- Control Components in Hydraulic System: Chapter-5Document20 pagesControl Components in Hydraulic System: Chapter-5amare addisNo ratings yet
- Laboratory ExperimentsDocument70 pagesLaboratory ExperimentsKarl TristanNo ratings yet
- SSP 522 - The 2.0-Liter 162 KW 169 KW TSI EngineDocument56 pagesSSP 522 - The 2.0-Liter 162 KW 169 KW TSI Engineotandreto100% (4)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)