You might also like
- Tema8-Ensayos No DestructivosDocument56 pagesTema8-Ensayos No DestructivosvagologiaNo ratings yet
- Rosa EsotericaDocument49 pagesRosa EsotericaEllite9100% (1)
- 17 - La Magia de La CuracionDocument12 pages17 - La Magia de La CuracionLaura EscobedoNo ratings yet
- Geometria SagradaDocument291 pagesGeometria Sagradaquintero21100% (4)
- Criterios de Aceptación Visual API-ASMEDocument7 pagesCriterios de Aceptación Visual API-ASMEManuel CarreñoNo ratings yet
- Ultrasonido-Conf. GeneralDocument133 pagesUltrasonido-Conf. GeneralManuel CarreñoNo ratings yet
- Guia Del Inspector de Soldadura PDFDocument15 pagesGuia Del Inspector de Soldadura PDFErick Fabian Carrillo RevillaNo ratings yet
- Codigo de Mamposteria SEOPC - Ing. Luis AbbottDocument103 pagesCodigo de Mamposteria SEOPC - Ing. Luis Abbotting_fmartinez8902100% (1)
- (Máquinas de Construcción (Construction Machines) ) Charles Lennie-Camiones de volteo-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Document26 pages(Máquinas de Construcción (Construction Machines) ) Charles Lennie-Camiones de volteo-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Manuel CarreñoNo ratings yet
- Utrasonido Nivel II 2004 LlogsaDocument286 pagesUtrasonido Nivel II 2004 LlogsaPablo Stevinson100% (2)
- Taller de Inspeccion VisualDocument2 pagesTaller de Inspeccion VisualManuel CarreñoNo ratings yet
- Acciones Correctivas para Los Defectos de La SoldaduraDocument47 pagesAcciones Correctivas para Los Defectos de La SoldaduraAndree KliverttNo ratings yet
- Ut. Tipologia de IndicacionesDocument11 pagesUt. Tipologia de IndicacionesManuel CarreñoNo ratings yet
- Introduccion Al Diseño y Cálculo de Las UnionesDocument48 pagesIntroduccion Al Diseño y Cálculo de Las UnionesManuel CarreñoNo ratings yet
- Calculo de FundacionesDocument25 pagesCalculo de FundacionesRafa Rodriguez HuallpaNo ratings yet
- (Charles Lennie) GR AsDocument26 pages(Charles Lennie) GR AsSebastiánValenzuelaNo ratings yet
- Importar Desde AutoCad A ETABS.Document11 pagesImportar Desde AutoCad A ETABS.Elith AltagraciaNo ratings yet
- (Máquinas de Construcción (Construction Machines) ) Charles Lennie - Excavadoras-ABDO Publishing Company - ABDO Publishing - Abdo PDFDocument26 pages(Máquinas de Construcción (Construction Machines) ) Charles Lennie - Excavadoras-ABDO Publishing Company - ABDO Publishing - Abdo PDFJuliane FragaNo ratings yet
- (Máquinas de Construcción (Construction Machines) ) Charles Lennie-Palas cargadoras-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Document26 pages(Máquinas de Construcción (Construction Machines) ) Charles Lennie-Palas cargadoras-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Manuel CarreñoNo ratings yet
- FormatoWFR Remosion Over SpeedDocument5 pagesFormatoWFR Remosion Over SpeedManuel CarreñoNo ratings yet
- (Máquinas de Construcción (Construction Machines) ) Charles Lennie-El Camión mezclador-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Document26 pages(Máquinas de Construcción (Construction Machines) ) Charles Lennie-El Camión mezclador-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Manuel CarreñoNo ratings yet
- (Charles Lennie) GR AsDocument26 pages(Charles Lennie) GR AsSebastiánValenzuelaNo ratings yet
- (Máquinas de Construcción (Construction Machines) ) Charles Lennie-Buldócers-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Document26 pages(Máquinas de Construcción (Construction Machines) ) Charles Lennie-Buldócers-ABDO Publishing Company - ABDO Publishing - Abdo Kids (2014)Manuel CarreñoNo ratings yet
- ASTcambiodesellosdeloscompresores HPCus Cup BCL406 C405 C0Document4 pagesASTcambiodesellosdeloscompresores HPCus Cup BCL406 C405 C0Manuel CarreñoNo ratings yet
- Ffd-F-Ccf-C1-Pre-27-222-1-1 V-27101Document1 pageFfd-F-Ccf-C1-Pre-27-222-1-1 V-27101Manuel CarreñoNo ratings yet
- Formatos de Metrologia PDFDocument24 pagesFormatos de Metrologia PDFManuel CarreñoNo ratings yet
- FormatoWFR Remosion Over SpeedDocument5 pagesFormatoWFR Remosion Over SpeedManuel CarreñoNo ratings yet
- Formatos de MetrologiaDocument24 pagesFormatos de MetrologiaManuel CarreñoNo ratings yet
- Formato para Retiro Materiales de StockDocument1 pageFormato para Retiro Materiales de StockManuel CarreñoNo ratings yet
- Ffd-F-Ccf-C1-Pre-27-222-1-1 V-27101Document1 pageFfd-F-Ccf-C1-Pre-27-222-1-1 V-27101Manuel CarreñoNo ratings yet
- 2021 Programa Anual SSO HUDocument29 pages2021 Programa Anual SSO HUAlexander Borja ValdezNo ratings yet
- 19 Reforzando Aprendizaje Triángulos I 1º SecDocument4 pages19 Reforzando Aprendizaje Triángulos I 1º Secjorge pardoNo ratings yet
- Tarea Residuos SolidosDocument5 pagesTarea Residuos SolidosMagda Carolina PedrozaNo ratings yet
- El Dios Impersonal Y El Personal: ¿Quién o Qué Es Dios? La Forma Limitada e Individual de Sentir y Pensar Del Ser HumanoDocument85 pagesEl Dios Impersonal Y El Personal: ¿Quién o Qué Es Dios? La Forma Limitada e Individual de Sentir y Pensar Del Ser Humanoeldepertar7100% (1)
- Informe de Masa Unitaria y Compacta de Los AgregadosDocument15 pagesInforme de Masa Unitaria y Compacta de Los AgregadosFrancisco MezaNo ratings yet
- Principios Rectores Que Sustentan La Educacion en VenezuelaDocument5 pagesPrincipios Rectores Que Sustentan La Educacion en VenezuelaMaii delgadoNo ratings yet
- Trabajo 1 - Gestion de ProyectosDocument21 pagesTrabajo 1 - Gestion de ProyectosPatricia Pinedo CruzNo ratings yet
- ?cuadernillo 3° Final de CicloDocument28 pages?cuadernillo 3° Final de Ciclolenilla boniceNo ratings yet
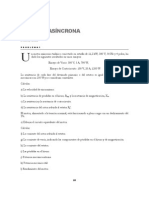
- Problemas Resueltos Motores de Corriente AlternaDocument56 pagesProblemas Resueltos Motores de Corriente AlternaCarlos Vera Dávila100% (8)
- Pac-2022 - Programa Anual de Capacitaciones - 06.01.2022Document1 pagePac-2022 - Programa Anual de Capacitaciones - 06.01.2022Hosse M.PNo ratings yet
- 6° Practica de SNP UpsjbDocument24 pages6° Practica de SNP UpsjbAntonyNo ratings yet
- Oratoria Forense. Tema 9Document27 pagesOratoria Forense. Tema 9Charles Alexander Sablich HuamaniNo ratings yet
- Funciones COORDINADORA PYPDocument2 pagesFunciones COORDINADORA PYPmaria perezNo ratings yet
- Pronombre CuartoDocument5 pagesPronombre CuartoInes RiscoNo ratings yet
- Guia de Produccion de Innovaciones COCREAR PDFDocument24 pagesGuia de Produccion de Innovaciones COCREAR PDFCAROLINA CONTRERAS VEGANo ratings yet
- Actividad 6 CRUCIGRAMA PDFDocument5 pagesActividad 6 CRUCIGRAMA PDFerika herreraNo ratings yet
- Luz y SombraDocument16 pagesLuz y SombraLourdes María67% (3)
- Unidad 01 Relacion BinariaDocument9 pagesUnidad 01 Relacion BinariaFrancisco RengifoNo ratings yet
- Actividad 3 DE LA HISTORIA DE LA PSICOLOGIADocument2 pagesActividad 3 DE LA HISTORIA DE LA PSICOLOGIAJavier Orlando BALLEN CHAVEZNo ratings yet
- Unidad I Estrategias EmpresarialesDocument67 pagesUnidad I Estrategias EmpresarialesKaty Gonzalez HernandezNo ratings yet
- Analisis de OverDocument10 pagesAnalisis de OverLuis AraujoNo ratings yet
- 4 NitroimidazolesDocument68 pages4 NitroimidazolesAlvaro CalderonNo ratings yet
- Admi-09-005 Comunicación en VentasDocument21 pagesAdmi-09-005 Comunicación en VentasChristian Martínez SáezNo ratings yet
- Sensor lm35Document2 pagesSensor lm35Jerry LimpeNo ratings yet
- Guia de Practica Morfofisiologia Del Sistema Nervioso UCSURDocument45 pagesGuia de Practica Morfofisiologia Del Sistema Nervioso UCSURDemian JeongNo ratings yet
- Fenómenos OndulatoriosDocument14 pagesFenómenos OndulatoriosDOMENCOL DOCUMENTOS Y MENSAJERÍANo ratings yet
- Temple, Dominique - El EconomicidioDocument7 pagesTemple, Dominique - El EconomicidioelsaNo ratings yet
- TALLER IA CatemaDocument5 pagesTALLER IA CatemaYEINER ANDRES TRUJILLO PALOMINONo ratings yet
- Animales en Situación de CalleDocument2 pagesAnimales en Situación de CalleHELEN DAYANA IBARRA HERNANDEZ100% (1)
- Label - Lambda-Cyhalotrina 25 CS - RAINBOW LAMBDA CYHALOTRINA 25 CSDocument1 pageLabel - Lambda-Cyhalotrina 25 CS - RAINBOW LAMBDA CYHALOTRINA 25 CSDaniela Rojas UgaldeNo ratings yet