You might also like
- Sambungan SolderDocument25 pagesSambungan SolderHermãn LuGol50% (2)
- Microsoft PowerPoint - Torsi - PPT CompatiDocument13 pagesMicrosoft PowerPoint - Torsi - PPT CompatiYusuf Rizal FauziNo ratings yet
- Teknik Sambungan LasDocument10 pagesTeknik Sambungan LasAhmad Broer EbonkNo ratings yet
- Sambungan SolderDocument27 pagesSambungan SolderBernikeFebryanaNo ratings yet
- Perhitungan Kebutuhan Impress CurrentDocument2 pagesPerhitungan Kebutuhan Impress CurrentAkhmad Hata EfendiNo ratings yet
- Hambatan Jenis Dan Koefisien SuhuDocument9 pagesHambatan Jenis Dan Koefisien SuhuYhen Tompe50% (2)
- Sambungan LasDocument10 pagesSambungan LasharisNo ratings yet
- Sambungan PerekatDocument31 pagesSambungan Perekatceraken100% (3)
- Sambungan LasDocument41 pagesSambungan Lasnur sofiyanNo ratings yet
- OPTIMAL] Hambatan Listrik dan Faktor yang MempengaruhinyaDocument9 pagesOPTIMAL] Hambatan Listrik dan Faktor yang MempengaruhinyaAris BukitNo ratings yet
- PengelasanResistansiDocument20 pagesPengelasanResistansiRefly DariseNo ratings yet
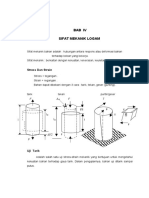
- Bab IV Sifat Mekanik LogamDocument18 pagesBab IV Sifat Mekanik LogamkanayadibaNo ratings yet
- Tabel Kode Warna ResistorDocument3 pagesTabel Kode Warna ResistorVulkan AbriyantoNo ratings yet
- FUNDAMENTAL ARUS BOLAK BALIKDocument20 pagesFUNDAMENTAL ARUS BOLAK BALIKbellamonicaNo ratings yet
- Pengujian Kuat Tarik Baja BetonDocument10 pagesPengujian Kuat Tarik Baja BetonAndiAldiNo ratings yet
- Baja I Pert 3Document52 pagesBaja I Pert 3sashimiNo ratings yet
- Hukum Ohm Dan HambatanDocument10 pagesHukum Ohm Dan Hambatanroni_rbgNo ratings yet
- Bahan Bahan ListrikDocument13 pagesBahan Bahan Listrik20-174 Hafis AuliaNo ratings yet
- Tugas-05-Welding - Hasan FuadiDocument20 pagesTugas-05-Welding - Hasan FuadiHASAN FUADI1006808166No ratings yet
- Kuliah5 Dan 6 PDFDocument46 pagesKuliah5 Dan 6 PDFRahmad Wahyudi100% (2)
- Kireyna Angela - Radiasi - PK01Document23 pagesKireyna Angela - Radiasi - PK01Kireyna AngelaNo ratings yet
- GGL Induksi pada Generator ListrikDocument8 pagesGGL Induksi pada Generator ListrikWirayudha 25No ratings yet
- Pengertian Dan Jenis TeganganDocument8 pagesPengertian Dan Jenis TeganganMuhamad AkmalNo ratings yet
- Peresentasi Batang TarikDocument24 pagesPeresentasi Batang TarikAdlan RafliNo ratings yet
- Resistor 1Document6 pagesResistor 1Dimas NinoNo ratings yet
- Perhitungan Metode GroundingDocument6 pagesPerhitungan Metode GroundingTeddy BearNo ratings yet
- TermokopelDocument28 pagesTermokopelsionNo ratings yet
- MODUL-5 SAMBUNGAN LAS OkDocument24 pagesMODUL-5 SAMBUNGAN LAS OkFitri DelitaNo ratings yet
- Laporan Pendahuluan ResistorDocument10 pagesLaporan Pendahuluan ResistorpoccayNo ratings yet
- Bab 4 - Sambungan Las (Elmes) - AKYDocument17 pagesBab 4 - Sambungan Las (Elmes) - AKYRafif MujadidNo ratings yet
- Pertemuan 5-7Document28 pagesPertemuan 5-7haksa fadilman sinambelaNo ratings yet
- Laporan Kimia Penyepuhan - Jasons XIIA2 18Document4 pagesLaporan Kimia Penyepuhan - Jasons XIIA2 18jasonNo ratings yet
- Bab 4 Sambungan Las DiktatDocument3 pagesBab 4 Sambungan Las DiktatReal DafArtNo ratings yet
- Sambungan Baut Pada Profil IWFDocument11 pagesSambungan Baut Pada Profil IWFkomang sulastraNo ratings yet
- Jawaban FisikaDocument2 pagesJawaban Fisikafelinda.putriNo ratings yet
- PENGELASANDocument37 pagesPENGELASANIndra SaputraNo ratings yet
- Arus Listrik Bab 3Document46 pagesArus Listrik Bab 3TokiyoNo ratings yet
- Sirip (Fin)Document22 pagesSirip (Fin)Alfian Eka KusumaNo ratings yet
- Pengertian ListrikDocument5 pagesPengertian ListrikNaomi WindieNo ratings yet
- Fisika Dasar IIDocument11 pagesFisika Dasar IISarjio FajriNo ratings yet
- DISAIN PENAMPANG BATANG VERTIKAL RANGKA UTAMA DAN BANTUDocument2 pagesDISAIN PENAMPANG BATANG VERTIKAL RANGKA UTAMA DAN BANTUandre novanNo ratings yet
- OPTIMASI GENERATOR ACDocument58 pagesOPTIMASI GENERATOR ACWym Wira YogaNo ratings yet
- 6 453418638473Document9 pages6 453418638473srikandiujungNo ratings yet
- TEGANGAN BENDING DAN TORSDocument11 pagesTEGANGAN BENDING DAN TORSM Deni SaputraNo ratings yet
- Sambungan LasDocument8 pagesSambungan LasFakhrurozi FaniNo ratings yet
- STRUKTUR BAJADocument80 pagesSTRUKTUR BAJABambang PriyantoNo ratings yet
- Konsol Dan Batang TarikDocument43 pagesKonsol Dan Batang TarikanonymNo ratings yet
- Sambungan LasDocument33 pagesSambungan LassutrimoNo ratings yet
- STRUKTUR BAJADocument64 pagesSTRUKTUR BAJABAMZ ESPORTNo ratings yet
- Sambungan LasDocument10 pagesSambungan LasSeptian Arya DestaNo ratings yet
- Ilovepdf MergedDocument2 pagesIlovepdf MergedaryNo ratings yet
- Gear TransmissionDocument24 pagesGear TransmissioncerakenNo ratings yet
- Sambungan SolderingDocument26 pagesSambungan SolderingcerakenNo ratings yet
- Beban Dan TeganganDocument17 pagesBeban Dan Teganganceraken100% (3)
- Bubut DasarDocument15 pagesBubut DasarcerakenNo ratings yet
- Presentation Material TeknikDocument17 pagesPresentation Material TeknikcerakenNo ratings yet
- PULI & SABUK PENGGERAKDocument15 pagesPULI & SABUK PENGGERAKceraken50% (2)
- Kerja GerindaDocument23 pagesKerja GerindacerakenNo ratings yet
- Sambungan PerekatDocument31 pagesSambungan Perekatceraken100% (3)
- Frais DasarDocument28 pagesFrais Dasarceraken100% (1)
- Basic Transmission GearDocument36 pagesBasic Transmission Gearceraken100% (1)
- Powder Metallurgy (PDocument12 pagesPowder Metallurgy (Pceraken100% (2)
- Kuliah Kerja Nyata Angkatan IV 2009Document22 pagesKuliah Kerja Nyata Angkatan IV 2009cerakenNo ratings yet
- Pengantar Filsafat 2Document5 pagesPengantar Filsafat 2cerakenNo ratings yet
- Sekilas Tentang Filsafat Ilmu1Document8 pagesSekilas Tentang Filsafat Ilmu1cerakenNo ratings yet
- Metode IlmiahDocument12 pagesMetode Ilmiahceraken100% (1)
- Pengantar Falsafah Ilmu PengetahuanDocument10 pagesPengantar Falsafah Ilmu PengetahuancerakenNo ratings yet
- Pengantar Filsafat 1Document11 pagesPengantar Filsafat 1cerakenNo ratings yet
- Evaluasi Hakekat Dasar Pengetahuan 100109Document18 pagesEvaluasi Hakekat Dasar Pengetahuan 100109cerakenNo ratings yet
- Materi Filsafat IlmuDocument7 pagesMateri Filsafat IlmucerakenNo ratings yet
- Pengantar Filsafat 2Document5 pagesPengantar Filsafat 2cerakenNo ratings yet
- Alur Berfikir Metode IlmiahDocument15 pagesAlur Berfikir Metode Ilmiahceraken100% (2)
- Materi Filsafat Ilmu1Document7 pagesMateri Filsafat Ilmu1cerakenNo ratings yet
- Laser CutDocument7 pagesLaser CutcerakenNo ratings yet









![OPTIMAL] Hambatan Listrik dan Faktor yang Mempengaruhinya](https://imgv2-2-f.scribdassets.com/img/document/543530342/149x198/846b9a5165/1710547964?v=1)