You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chapter 19 Homework SolutionDocument3 pagesChapter 19 Homework SolutionJack100% (1)
- Byju'S Global Expansion: International Business ProjectDocument13 pagesByju'S Global Expansion: International Business ProjectGauravNo ratings yet
- Od124222428139339000 4Document2 pagesOd124222428139339000 4biren shahNo ratings yet
- Jose C. Guico For Petitioner. Wilfredo Cortez For Private RespondentsDocument5 pagesJose C. Guico For Petitioner. Wilfredo Cortez For Private Respondentsmichelle m. templadoNo ratings yet
- Social Science 2Document7 pagesSocial Science 2DENNIS AFABLENo ratings yet
- A Brief Analysis On The Labor Pay of Government Employed Registered Nurses (RN) in The PhilippinesDocument3 pagesA Brief Analysis On The Labor Pay of Government Employed Registered Nurses (RN) in The PhilippinesMary Joy Catherine RicasioNo ratings yet
- Public Expenditure PFM handbook-WB-2008 PDFDocument354 pagesPublic Expenditure PFM handbook-WB-2008 PDFThơm TrùnNo ratings yet
- Cyber Nations User Player GuideDocument13 pagesCyber Nations User Player GuideOzread100% (1)
- A Renewable WorldDocument257 pagesA Renewable WorldMiguel MendoncaNo ratings yet
- Antwerp Dimamond CaseDocument5 pagesAntwerp Dimamond Casechiranjeeb mitra100% (1)
- TOEFLDocument15 pagesTOEFLMega Suci LestariNo ratings yet
- Internship Project BSLDocument58 pagesInternship Project BSLRajesh Kumar100% (1)
- SBI Clerk Prelims Previous Year Paper 2018Document14 pagesSBI Clerk Prelims Previous Year Paper 2018Caroline JuliyatNo ratings yet
- Scitech Prelim HandoutsDocument12 pagesScitech Prelim Handoutsms.cloudyNo ratings yet
- Laboratory Rules and SafetyDocument2 pagesLaboratory Rules and SafetySamantha Tachtenberg100% (1)
- Course Outline Atty. Joanne L. Ranada Negotiable Instruments Law First Semester, AY 2019 - 2020Document12 pagesCourse Outline Atty. Joanne L. Ranada Negotiable Instruments Law First Semester, AY 2019 - 2020Nica Cielo B. LibunaoNo ratings yet
- Ten Principles of UN Global CompactDocument2 pagesTen Principles of UN Global CompactrisefoxNo ratings yet
- Rasanga Curriculum VitaeDocument5 pagesRasanga Curriculum VitaeKevo NdaiNo ratings yet
- Inventory ValuationDocument2 pagesInventory ValuationJonathan WilderNo ratings yet
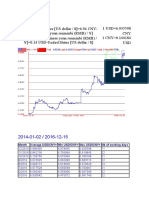
- Month Average USD/CNY Min USD/CNY Max USD/CNY NB of Working DaysDocument3 pagesMonth Average USD/CNY Min USD/CNY Max USD/CNY NB of Working DaysZahid RizvyNo ratings yet
- Vol. 1: Basic Planning: Overseas Customer Service Facility GuideDocument35 pagesVol. 1: Basic Planning: Overseas Customer Service Facility GuideMishell TatianaNo ratings yet
- RECEIPTSDocument6 pagesRECEIPTSLyka DanniellaNo ratings yet
- Travel Through SpainDocument491 pagesTravel Through SpainFrancisco Javier SpínolaNo ratings yet
- Data Sheet Machines & MaterialDocument2,407 pagesData Sheet Machines & MaterialPratham BhardwajNo ratings yet
- TeslaDocument20 pagesTeslaArpit Singh100% (1)
- DPWH Natl Sewerage Septage MGMT ProgramDocument15 pagesDPWH Natl Sewerage Septage MGMT Programclint castilloNo ratings yet
- Wedding BlissDocument16 pagesWedding BlissThe Myanmar TimesNo ratings yet
- AD and MultiplierDocument47 pagesAD and Multipliera_mohapatra55552752100% (1)
- Books For TNPSCDocument9 pagesBooks For TNPSCAiam PandianNo ratings yet
- Managing People in Global Markets-The Asia Pacific PerspectiveDocument4 pagesManaging People in Global Markets-The Asia Pacific PerspectiveHaniyah NadhiraNo ratings yet