You might also like
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209No ratings yet
- Afilado de BurilDocument9 pagesAfilado de BurilEmmanuelDavidDLNo ratings yet
- Cálculo de Mecanizado en Proceso de FresadoDocument13 pagesCálculo de Mecanizado en Proceso de FresadoDavid MatangoNo ratings yet
- Matriz de Marco LogicoDocument3 pagesMatriz de Marco LogicoKriito Niizama B100% (1)
- El TornoDocument56 pagesEl TornoJuan Alvarado LujanNo ratings yet
- Normas y Estándares Sobre Centros ComercialesDocument13 pagesNormas y Estándares Sobre Centros Comercialesco-ka06100% (3)
- Procesos de TroqueladoDocument24 pagesProcesos de TroqueladoEmilio GarcíaNo ratings yet
- FresadoDocument119 pagesFresadoJosé Manuel Molina67% (3)
- Propiedades de Los Moldes PermanentesDocument90 pagesPropiedades de Los Moldes Permanentesmarquiños isaiasNo ratings yet
- NCH 3206 Excavaciones EntibacionesDocument22 pagesNCH 3206 Excavaciones EntibacionesJuanLuisOlivares100% (1)
- Conos1El Calculo de ConicidadesDocument4 pagesConos1El Calculo de ConicidadesCristal MuranoNo ratings yet
- Tecnicas de Corte y PunzonadoDocument79 pagesTecnicas de Corte y Punzonadogeegt0% (1)
- Prospección Minera Cuadrangulo 16-gDocument16 pagesProspección Minera Cuadrangulo 16-gAnthony VillanuevaNo ratings yet
- TaladradoDocument23 pagesTaladradoKevin López100% (1)
- Torneado: Proceso y ParámetrosDocument25 pagesTorneado: Proceso y ParámetrosJosueHerrera0% (1)
- Normas para El Dibujo MecanicoDocument66 pagesNormas para El Dibujo MecanicoGenesis SznoNo ratings yet
- Fresado PDFDocument11 pagesFresado PDFPablito Alfa GtNo ratings yet
- Tem4 Uniones Roscadas y RemachadasDocument20 pagesTem4 Uniones Roscadas y RemachadasKatrina GordonNo ratings yet
- Sandvik TorneadoDocument65 pagesSandvik TorneadoCamiliNo ratings yet
- Punzonado: Proceso y Defectos enDocument12 pagesPunzonado: Proceso y Defectos enFernando IguiniNo ratings yet
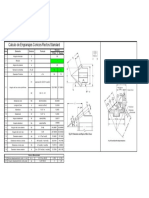
- Cálculo de engranajes cónicos rectos estándarDocument1 pageCálculo de engranajes cónicos rectos estándardeliaabreguNo ratings yet
- Mecanizado básico: trazado, herramientas y corteDocument19 pagesMecanizado básico: trazado, herramientas y corteJusto Del Rio MorenoNo ratings yet
- Apuntes de Procesado de Chapa 3Document13 pagesApuntes de Procesado de Chapa 3Pedro Soria MartinezNo ratings yet
- CIZALLADODocument16 pagesCIZALLADOAldahir EMNo ratings yet
- Instalaciones de Agua Potable en Casas y EdificiosDocument90 pagesInstalaciones de Agua Potable en Casas y Edificiosco-ka0695% (19)
- DI20-0799 Vernier Digital 0-6Document3 pagesDI20-0799 Vernier Digital 0-6Claudio Israel Godinez SomeraNo ratings yet
- La Fresadora Engrane HelicoidalDocument7 pagesLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosNo ratings yet
- Tema 3. Sistemas Neumáticos y ElectroneumáticosDocument20 pagesTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Afilado de buriles para torno: ángulos y geometríaDocument7 pagesAfilado de buriles para torno: ángulos y geometríaditosachNo ratings yet
- Las Temperaturas de CorteDocument2 pagesLas Temperaturas de Corteronny quuñonezNo ratings yet
- Fresadora 1Document40 pagesFresadora 1María Fernanda Zapata Gonnella100% (3)
- DIVISION DIFERENCIAL Mecanica 3 PDFDocument22 pagesDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNo ratings yet
- Designación de Las RoscasDocument4 pagesDesignación de Las RoscasGHF7No ratings yet
- Tipos y ángulos de buriles para torneadoDocument20 pagesTipos y ángulos de buriles para torneadoDeskien LopezNo ratings yet
- Cabezal Universal Divisor FresadoraDocument6 pagesCabezal Universal Divisor FresadoralaymoncarlosNo ratings yet
- Afilado de Brocas y Cálculo de Velocidad de CorteDocument23 pagesAfilado de Brocas y Cálculo de Velocidad de Cortesofia castrogNo ratings yet
- FRESADODocument6 pagesFRESADOJudith CervantesNo ratings yet
- 11 Roscas y Su Tallado - Parte 2Document5 pages11 Roscas y Su Tallado - Parte 2Karliitha HernandezNo ratings yet
- Guía I - ConididadDocument7 pagesGuía I - ConididadIsaias Guevara100% (1)
- HERRAMIENTA SIERRA FotoDocument20 pagesHERRAMIENTA SIERRA FotoKimberly Ariana Castillo LovatonNo ratings yet
- Tallado Engranaje HelicoidalDocument3 pagesTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Proyecto de Dibujo Mecanico - Segundo ParcialDocument4 pagesProyecto de Dibujo Mecanico - Segundo ParcialXavier Mantilla MoránNo ratings yet
- Tipos de Cilindrado y Refrentado INTECAPDocument5 pagesTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaNo ratings yet
- Rectificado CilíndricoDocument9 pagesRectificado CilíndricoWilber DionicioNo ratings yet
- Materiales para Herramientas de Corte de MetalDocument26 pagesMateriales para Herramientas de Corte de Metalmedwinm100% (4)
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocument7 pagesEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskNo ratings yet
- Velocidad de Corte TornoDocument3 pagesVelocidad de Corte TornoAndrewRNo ratings yet
- Aparatos divisores: tipos, funcionamiento y métodos de divisiónDocument32 pagesAparatos divisores: tipos, funcionamiento y métodos de divisiónAlejandro González GaiteroNo ratings yet
- TORNEADO BÁSICO: OPERACIONES FUNDAMENTALESDocument41 pagesTORNEADO BÁSICO: OPERACIONES FUNDAMENTALESmeteoro_03019710No ratings yet
- Piedras EsmerilDocument20 pagesPiedras Esmerilfredy ortizNo ratings yet
- MatriceriaDocument7 pagesMatriceriarozureNo ratings yet
- Electrodos de Tungsteno Utilizados en Soldadura TigDocument4 pagesElectrodos de Tungsteno Utilizados en Soldadura TigAndres PinedaNo ratings yet
- Serrado y EscariadoDocument10 pagesSerrado y Escariadoalberto gutierrezNo ratings yet
- Manual para El Rectificado-2-55-3-54Document52 pagesManual para El Rectificado-2-55-3-54ALEJANDRO BERNAL SALAMANCANo ratings yet
- Ensayo RectificadoDocument9 pagesEnsayo RectificadoAndrea SuarezNo ratings yet
- Procesos de Arranque de VirutaDocument6 pagesProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- Semana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFDocument19 pagesSemana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFJamil LozanoNo ratings yet
- Matriz de DobladoDocument21 pagesMatriz de DobladoBastián EscribanoNo ratings yet
- Operaciones Basicas Del TornoDocument4 pagesOperaciones Basicas Del TornoKevin Mejia SeminarioNo ratings yet
- Torneado Cónico - ACABADODocument13 pagesTorneado Cónico - ACABADOPaolita BrunoNo ratings yet
- Exercicis de TallDocument11 pagesExercicis de TallTrebla92100% (1)
- Moleteado-ClasesDocument38 pagesMoleteado-Clasesluismsm19No ratings yet
- Deduccion de Formulas de Fuerza y Potencia de TaladroDocument20 pagesDeduccion de Formulas de Fuerza y Potencia de TaladroCarlos Galarza100% (2)
- Fórmulas y Definiciones de MecanizadoDocument24 pagesFórmulas y Definiciones de MecanizadoCar Jav EspNo ratings yet
- Parametros de MecanizadoDocument7 pagesParametros de MecanizadoJavith DeJesús Pertuz Ricardo0% (1)
- Concreto Reforzado1-1Document92 pagesConcreto Reforzado1-1co-ka06No ratings yet
- Premisas de DiseñoDocument3 pagesPremisas de Diseñoco-ka0650% (2)
- Arquitectura ContemporaneaDocument4 pagesArquitectura Contemporaneaco-ka06100% (1)
- Todo Comienza Con La Selección Correcta DelDocument2 pagesTodo Comienza Con La Selección Correcta Delco-ka06No ratings yet
- Razones FinancierasDocument24 pagesRazones FinancierasDORANISNo ratings yet
- Deberes Del Asegurado en El Seguro MaritimoDocument15 pagesDeberes Del Asegurado en El Seguro MaritimoRodrigo CarlesNo ratings yet
- Mineria Ilegal MONOGRAFIADocument14 pagesMineria Ilegal MONOGRAFIABLADIMIR CHARCA MERMANo ratings yet
- 20227091671011adrian Romanmayr DominguezDocument1 page20227091671011adrian Romanmayr DominguezAdrianNo ratings yet
- Rodrigo Pérez Tarea 3 Renta ImponibleDocument4 pagesRodrigo Pérez Tarea 3 Renta ImponiblePatricio EscobarNo ratings yet
- S15 - Reescritura. Versión Final de La PC2 (Formato UTP) (1) YA ESTADocument7 pagesS15 - Reescritura. Versión Final de La PC2 (Formato UTP) (1) YA ESTAangel pintadoNo ratings yet
- Cap 3 Capital Social y Capital ContableDocument21 pagesCap 3 Capital Social y Capital ContableveroNo ratings yet
- Hoja de Vida Anderson RamirezDocument3 pagesHoja de Vida Anderson RamirezAnderson Fabian Ramirez EchavarriaNo ratings yet
- Unilever en Brasil: Estrategias de Marketing para Consumidores de Bajos IngresosDocument9 pagesUnilever en Brasil: Estrategias de Marketing para Consumidores de Bajos IngresosJuan EduardoNo ratings yet
- Ejercicios Propuestos Interes SimpleDocument2 pagesEjercicios Propuestos Interes SimpleJason Jonathan Guzmán LazoNo ratings yet
- Biologia 06 GENETICA Y METABOLISMO CELULARDocument3 pagesBiologia 06 GENETICA Y METABOLISMO CELULARLeidy Cachique ShupingahuaNo ratings yet
- Dhu U3 Ea VHTMDocument2 pagesDhu U3 Ea VHTMVictorNo ratings yet
- Trabajo Colaborativo 2 Intervenciones ColectivasDocument12 pagesTrabajo Colaborativo 2 Intervenciones ColectivasIsabel PardoNo ratings yet
- Minas Subterraneas en El PeruDocument12 pagesMinas Subterraneas en El PeruFabricio Fernandez CaceresNo ratings yet
- Tarea 2Document3 pagesTarea 2Esteban CarrionNo ratings yet
- Check ListDocument1 pageCheck ListVictor Manuel Gutierrez TrejoNo ratings yet
- Características de Sistemas Operativos JesusDocument8 pagesCaracterísticas de Sistemas Operativos JesusJesus saavedraNo ratings yet
- Practica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIDocument11 pagesPractica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIYAHIR ALEXANDER GONZALEZ FRAGOSANo ratings yet
- MÓDULO VII Movilidad Electrica V2Document53 pagesMÓDULO VII Movilidad Electrica V2Eli DelgadoNo ratings yet
- Pets de Trabajos Sobre Andamios Electricos ColgantesDocument4 pagesPets de Trabajos Sobre Andamios Electricos Colgantesjesus danielNo ratings yet
- A Metodología Lean ManufacturingDocument3 pagesA Metodología Lean ManufacturingPablo SalváticoNo ratings yet
- EVALUACIODocument2 pagesEVALUACIOkarim zegarraNo ratings yet
- Cómo evitar un volcado de memoriaDocument5 pagesCómo evitar un volcado de memoriaDanny DanielNo ratings yet
- Casos Prácticos de Derecho Administrativo IDocument2 pagesCasos Prácticos de Derecho Administrativo IMaria Celeste Andina González OrtizNo ratings yet
- Práctica en El Archivo Histórico de QuerétaroDocument5 pagesPráctica en El Archivo Histórico de QuerétaroMaría Guadalupe Trejo GutiérrezNo ratings yet
- Foro Colaborativo 2 RsDocument14 pagesForo Colaborativo 2 RsCarol SanchezNo ratings yet