You might also like
- Fresh Water Generator On ShipsDocument19 pagesFresh Water Generator On ShipsSheshraj VernekarNo ratings yet
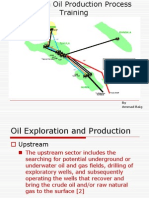
- Process TrainingDocument49 pagesProcess TrainingMuddassar Mahmood0% (2)
- Sedimentation PresentationDocument30 pagesSedimentation PresentationShepherd Nhanga100% (3)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Banas Dairy ETP Training ReportDocument38 pagesBanas Dairy ETP Training ReportEagle eye0% (2)
- Sedimentation Process in Water TreatmentDocument19 pagesSedimentation Process in Water Treatmenthafiz zain saeedNo ratings yet
- PWS2014 Rawlins DesanderStudyRDocument10 pagesPWS2014 Rawlins DesanderStudyRJhon Henry Segundo LlaguentoNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Complaint Handling Policy and ProceduresDocument2 pagesComplaint Handling Policy and Proceduresjyoti singhNo ratings yet
- Design of A Sedimentation BasinDocument8 pagesDesign of A Sedimentation BasinCOLLEN KGAODINo ratings yet
- DSA NotesDocument87 pagesDSA NotesAtefrachew SeyfuNo ratings yet
- Sand Vac OGJ-APRIL-2002 PDFDocument6 pagesSand Vac OGJ-APRIL-2002 PDFAquiles CarreraNo ratings yet
- Imhoff TankDocument17 pagesImhoff Tankfandinisty100% (1)
- Purifiers and ClarifiersDocument6 pagesPurifiers and ClarifiersNeville McBeanNo ratings yet
- FlotationDocument40 pagesFlotationAhmed Mohamed RedaNo ratings yet
- ContactsDocument10 pagesContactsSana Pewekar0% (1)
- Froth FlotationDocument42 pagesFroth FlotationKeshav K Rangan100% (3)
- 11Document48 pages11AymenRashid100% (1)
- Gravity Filtration Systems - Napier-ReidDocument7 pagesGravity Filtration Systems - Napier-ReidWendyNo ratings yet
- Series 4000 Cyclosep Centrifugal SeparatorDocument7 pagesSeries 4000 Cyclosep Centrifugal SeparatorValiNo ratings yet
- OP SedimentationDocument6 pagesOP SedimentationFiqa SuccessNo ratings yet
- Offshore Research PaperDocument15 pagesOffshore Research Papermuhd_hakim_11No ratings yet
- ADF Health Manual Vol 20, Part8, Chp2Document18 pagesADF Health Manual Vol 20, Part8, Chp2Ahmad Usman Tahir100% (2)
- Sreethan Pcpi 1Document12 pagesSreethan Pcpi 1sreethan reddyNo ratings yet
- Sludge Treatment & Disposal MethodsDocument25 pagesSludge Treatment & Disposal MethodsJesbin ECNo ratings yet
- ClarifiersDocument2 pagesClarifiersvijay kumar honnaliNo ratings yet
- Technology Details (Description / Functions) Better Still If Photos, Visuals IncludedDocument12 pagesTechnology Details (Description / Functions) Better Still If Photos, Visuals IncludedShavin ChandNo ratings yet
- Research PaperDocument7 pagesResearch PaperRayanna WardNo ratings yet
- Hot Green Sand ProblemsDocument5 pagesHot Green Sand ProblemsbvphimanshuNo ratings yet
- Essay PDFDocument12 pagesEssay PDFسراء حيدر كاظمNo ratings yet
- Water DesalinationDocument19 pagesWater Desalinationravi_patidar_6No ratings yet
- Site VisitDocument13 pagesSite VisitrasanghafarNo ratings yet
- Optimize water treatment processesDocument135 pagesOptimize water treatment processesJustine MarillaNo ratings yet
- PTRT 1301 CH7 Managing Oil and Gas ProductionDocument24 pagesPTRT 1301 CH7 Managing Oil and Gas ProductionMohammed adelNo ratings yet
- The Oil Sands ProcessDocument2 pagesThe Oil Sands Processdaffodils2No ratings yet
- 255.1-2478 FiltrationDocument40 pages255.1-2478 FiltrationDOUNIA BELLACHENo ratings yet
- GEM312 - Notes - Part 05Document41 pagesGEM312 - Notes - Part 05Hamit SertkayaNo ratings yet
- Sand Reclamation TechniquesDocument46 pagesSand Reclamation TechniquesRida ArshadNo ratings yet
- Zero1 20070126175851Document4 pagesZero1 20070126175851Omer Altimimi OmerNo ratings yet
- JPMA-Warter Conservation in Sugar IndustryDocument8 pagesJPMA-Warter Conservation in Sugar IndustrySachinNo ratings yet
- Makalah Tugas Bahasa Inggris Teknik Kimia UnilaDocument12 pagesMakalah Tugas Bahasa Inggris Teknik Kimia UnilaRhiki Sekti UtamiNo ratings yet
- CEB707 - 4 - Water Treatment MethodDocument19 pagesCEB707 - 4 - Water Treatment MethodalexNo ratings yet
- Mud Logging: BY Dr. Alhussein AdhamDocument22 pagesMud Logging: BY Dr. Alhussein Adhamtarek mahmoudNo ratings yet
- Chapter 2Document60 pagesChapter 2Solomon DesalegnNo ratings yet
- Drilling Fluid Dewatering: Economic Evaluation With Case HistoryDocument7 pagesDrilling Fluid Dewatering: Economic Evaluation With Case HistoryRizka TmrNo ratings yet
- Topic 4a - MSF-Process-Jan 2021Document32 pagesTopic 4a - MSF-Process-Jan 2021Bilal AhmedNo ratings yet
- Coal Cleaning by Dense Medium Processes H.J. Ruff InprominDocument12 pagesCoal Cleaning by Dense Medium Processes H.J. Ruff InprominTsakalakis G. KonstantinosNo ratings yet
- LESSON 5 Wastewater Treatment and DisposalDocument24 pagesLESSON 5 Wastewater Treatment and Disposalfuchima07No ratings yet
- Separating Mixtures: Processes for Separating Salt from Water and Sugar from Cane JuiceDocument117 pagesSeparating Mixtures: Processes for Separating Salt from Water and Sugar from Cane JuiceJeya BharathiNo ratings yet
- Unit 5 Auxiliaries 5.1. Distillation SystemsDocument8 pagesUnit 5 Auxiliaries 5.1. Distillation SystemsAlex CarlyNo ratings yet
- Chapter-2 Drilling Fluids: BariteDocument27 pagesChapter-2 Drilling Fluids: BariteAnggita Dwi LiestyosiwiNo ratings yet
- ClarifierDocument4 pagesClarifierNwachukwu HenryNo ratings yet
- Building ServicesDocument21 pagesBuilding ServicesdorgbetorkcNo ratings yet
- Methods Used For Shale Gas Extraction: Shale Exploration and ProductionDocument5 pagesMethods Used For Shale Gas Extraction: Shale Exploration and ProductionRichard ObinnaNo ratings yet
- Coiled-tubing vacuum removes drilling-induced damage from horizontal wellsDocument6 pagesCoiled-tubing vacuum removes drilling-induced damage from horizontal wellsAquiles CarreraNo ratings yet
- Sand FiltrationDocument5 pagesSand FiltrationMa Vichelle Torrejos-UyNo ratings yet
- Ash handling and emission controls for biomass systemsDocument2 pagesAsh handling and emission controls for biomass systemsSaravanan ElumalaiNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXXII, June, 1911 Water Purification Plant, Washington, D. C. Results of Operation.From EverandTransactions of the American Society of Civil Engineers, vol. LXXII, June, 1911 Water Purification Plant, Washington, D. C. Results of Operation.No ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- BioCarbon WEB LRDocument42 pagesBioCarbon WEB LRashrafelkhalawyNo ratings yet
- BitumenDocument2 pagesBitumenJeffrey Onuoma OsehNo ratings yet
- Formation and Thermal Evolution of Insoluble ReservoirDocument2 pagesFormation and Thermal Evolution of Insoluble ReservoirashrafelkhalawyNo ratings yet
- SSI Simulated Distillation Heavy Canadian Crude Bitumen Oil ASTM5307Document4 pagesSSI Simulated Distillation Heavy Canadian Crude Bitumen Oil ASTM5307ashrafelkhalawyNo ratings yet
- Article 10Document3 pagesArticle 10ashrafelkhalawyNo ratings yet
- Faq 9Document2 pagesFaq 9ashrafelkhalawyNo ratings yet
- Impact of Technologies On The Recovery FactorDocument28 pagesImpact of Technologies On The Recovery FactorashrafelkhalawyNo ratings yet
- Spec10 Bitumen RubbersDocument1 pageSpec10 Bitumen RubbersashrafelkhalawyNo ratings yet
- Chapter 23. Pavement Materials: BitumenDocument8 pagesChapter 23. Pavement Materials: BitumenashrafelkhalawyNo ratings yet
- Cicad59 Rev 1Document56 pagesCicad59 Rev 1jjffmmllNo ratings yet
- A New Approach To Heavy Oil and Bitumen UpgradingDocument14 pagesA New Approach To Heavy Oil and Bitumen UpgradingashrafelkhalawyNo ratings yet
- 13-07-01 Declaration in Support of Skyhook Motion To CompelDocument217 pages13-07-01 Declaration in Support of Skyhook Motion To CompelFlorian MuellerNo ratings yet
- Dinsmore - Gantt ChartDocument1 pageDinsmore - Gantt Chartapi-592162739No ratings yet
- Photoshop Tools and Toolbar OverviewDocument11 pagesPhotoshop Tools and Toolbar OverviewMcheaven NojramNo ratings yet
- Leases 2Document3 pagesLeases 2John Patrick Lazaro Andres100% (1)
- Wind EnergyDocument6 pagesWind Energyshadan ameenNo ratings yet
- Customer Satisfaction and Brand Loyalty in Big BasketDocument73 pagesCustomer Satisfaction and Brand Loyalty in Big BasketUpadhayayAnkurNo ratings yet
- Mba Assignment SampleDocument5 pagesMba Assignment Sampleabdallah abdNo ratings yet
- Overall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarDocument2 pagesOverall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarVishak ThebossNo ratings yet
- Fundamental of Investment Unit 5Document8 pagesFundamental of Investment Unit 5commers bengali ajNo ratings yet
- Developing a Positive HR ClimateDocument15 pagesDeveloping a Positive HR ClimateDrPurnima SharmaNo ratings yet
- Software EngineeringDocument3 pagesSoftware EngineeringImtiyaz BashaNo ratings yet
- Material Properties L2 Slides and NotesDocument41 pagesMaterial Properties L2 Slides and NotesjohnNo ratings yet
- FEM Lecture Notes-2Document18 pagesFEM Lecture Notes-2macynthia26No ratings yet
- Binaural Recording Technology: A Historical Review and Possible Future DevelopmentsDocument22 pagesBinaural Recording Technology: A Historical Review and Possible Future DevelopmentsNery BorgesNo ratings yet
- Applicants at Huye Campus SiteDocument4 pagesApplicants at Huye Campus SiteHIRWA Cyuzuzo CedricNo ratings yet
- Unit 5 - FitDocument4 pagesUnit 5 - FitAustin RebbyNo ratings yet
- Econometrics Chapter 1 7 2d AgEc 1Document89 pagesEconometrics Chapter 1 7 2d AgEc 1Neway AlemNo ratings yet
- MATH2070 Computer Project: Organise Porject FoldDocument4 pagesMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeNo ratings yet
- ATOMIC GAMING Technical Tutorial 1 - Drawing Game Statistics From Diversity Multigame StatisticsDocument4 pagesATOMIC GAMING Technical Tutorial 1 - Drawing Game Statistics From Diversity Multigame StatisticsmiltoncgNo ratings yet
- Analytical DataDocument176 pagesAnalytical DataAsep KusnaliNo ratings yet
- MSBI Installation GuideDocument25 pagesMSBI Installation GuideAmit SharmaNo ratings yet
- Max 761 CsaDocument12 pagesMax 761 CsabmhoangtmaNo ratings yet
- Salary Slip Oct PacificDocument1 pageSalary Slip Oct PacificBHARAT SHARMANo ratings yet
- Q&A Session on Obligations and ContractsDocument15 pagesQ&A Session on Obligations and ContractsAnselmo Rodiel IVNo ratings yet
- 1 Estafa - Arriola Vs PeopleDocument11 pages1 Estafa - Arriola Vs PeopleAtty Richard TenorioNo ratings yet
- Death Without A SuccessorDocument2 pagesDeath Without A Successorilmanman16No ratings yet