You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- TSN 254/EA: Issue Category Implementation LevelDocument18 pagesTSN 254/EA: Issue Category Implementation LevelverryNo ratings yet
- Exogenous ProphylaxisDocument15 pagesExogenous ProphylaxisIliasNo ratings yet
- 34 ch7Document16 pages34 ch7Prabhakar BandaruNo ratings yet
- Portland Cement: Safety Data SheetDocument11 pagesPortland Cement: Safety Data Sheetanon_381289007No ratings yet
- Nurture Practice Sheet No.4Document4 pagesNurture Practice Sheet No.4Vaibhav rathiNo ratings yet
- Core Abilities Tahap 3 Modul 1Document19 pagesCore Abilities Tahap 3 Modul 1Intan Farhana100% (2)
- Chemistry p1 o Level 2010-2022 All VariantDocument836 pagesChemistry p1 o Level 2010-2022 All VariantTahaNo ratings yet
- ValenceDocument218 pagesValenceSubhabrata MabhaiNo ratings yet
- Shelxl-93 - Afix CommandDocument7 pagesShelxl-93 - Afix CommandAldair CetaresNo ratings yet
- Periodic TableDocument13 pagesPeriodic Tabley2eddyNo ratings yet
- SRF Corporate Brochure PDFDocument25 pagesSRF Corporate Brochure PDFAmritesh MishraNo ratings yet
- Astm F 2191 2013 (Latest)Document9 pagesAstm F 2191 2013 (Latest)akashdruva892100% (1)
- Manual BombaDocument15 pagesManual BombaHector RamírezNo ratings yet
- D 1 Low Smoke Zero Halogen CablesDocument14 pagesD 1 Low Smoke Zero Halogen CablesPratham KashyapNo ratings yet
- Waste Heat Boiler Part 1Document56 pagesWaste Heat Boiler Part 1mulldoctor1100% (2)
- Discussion On Fugitive Emissions StandardsDocument47 pagesDiscussion On Fugitive Emissions StandardsSaurabh KumarNo ratings yet
- Fluoride Contamination in Groundwater in Some Villages of Banda District, Uttar Pradesh, IndiaDocument4 pagesFluoride Contamination in Groundwater in Some Villages of Banda District, Uttar Pradesh, IndiaIJIRSTNo ratings yet
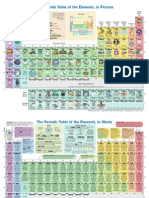
- The Periodic Table of Elements, in PicturesDocument2 pagesThe Periodic Table of Elements, in Picturesrustyy88100% (1)
- e2nmdlCsmPB Rev1122Document18 pagese2nmdlCsmPB Rev1122Pkk Siam Rayong co-saleNo ratings yet
- Particle Nature of MatterDocument6 pagesParticle Nature of MatterAlvin John Song ConcepcionNo ratings yet
- Assignment - (P-Block) Halogen and Noble Gases - JH Sir PDFDocument33 pagesAssignment - (P-Block) Halogen and Noble Gases - JH Sir PDFKohli Kiran100% (1)
- Omega P1 2015Document10 pagesOmega P1 2015Lam WEn SiangNo ratings yet
- P-block elements propertiesDocument21 pagesP-block elements propertiesSaurabh PatilNo ratings yet
- SU-8 Plasma EtchingDocument4 pagesSU-8 Plasma Etchingกวาง นาโนวNo ratings yet
- 0620 m19 QP 32Document16 pages0620 m19 QP 32pkrajenpillaygmailcomNo ratings yet
- P-Block Elements and Group TrendsDocument5 pagesP-Block Elements and Group TrendsSnehashish PandaNo ratings yet
- Safe Storage Of: University of California, Berkeley Office of Environment, Health & SafetyDocument38 pagesSafe Storage Of: University of California, Berkeley Office of Environment, Health & SafetyDinesh KanaujiyaNo ratings yet
- DuPont™ Krytox ® XHT-S Grease and DuPont™ Krytox ® XHT-SXDocument2 pagesDuPont™ Krytox ® XHT-S Grease and DuPont™ Krytox ® XHT-SXHasan KhanNo ratings yet
- UPDATED PBlock ElementsDocument100 pagesUPDATED PBlock ElementsAarohi SharmaNo ratings yet
- Real Life StoichiometryDocument14 pagesReal Life StoichiometryJoanna Angela LeeNo ratings yet