You might also like
- Managing Organizational Change at Intergroup LevelDocument22 pagesManaging Organizational Change at Intergroup Levelsindhu_78No ratings yet
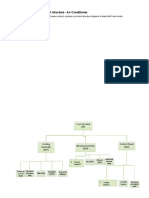
- Master Data Q 1.1 Product Structure - Air Conditioner. 1.1Document20 pagesMaster Data Q 1.1 Product Structure - Air Conditioner. 1.1sindhu_78No ratings yet
- Web Services: Assignment 2Document15 pagesWeb Services: Assignment 2sindhu_78No ratings yet
- PWC and Web2.0Document10 pagesPWC and Web2.0sindhu_78No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gartner KPIsDocument18 pagesGartner KPIsOliver Bravo M.No ratings yet
- Piata de Retail 2013-2021 - Prezentare RezumativaDocument5 pagesPiata de Retail 2013-2021 - Prezentare RezumativamanageranticrizaNo ratings yet
- INDUSTRIAL ENGG LECTURE NOTES WITH SAMPLE PAPERS (6th)Document56 pagesINDUSTRIAL ENGG LECTURE NOTES WITH SAMPLE PAPERS (6th)chandanNo ratings yet
- PSA220 Quality Management For An Audit of Financial StatementsDocument45 pagesPSA220 Quality Management For An Audit of Financial StatementsKrizel rochaNo ratings yet
- Funtoosh Project ReportDocument7 pagesFuntoosh Project ReportSURAJ KUMARNo ratings yet
- The Concept of Conceptual FrameworkDocument14 pagesThe Concept of Conceptual FrameworkDavs ThorNo ratings yet
- Guidebook To ERMA CPD 2019Document14 pagesGuidebook To ERMA CPD 2019rina sudarnoNo ratings yet
- Pengaruh Pelaksanaan Bauran Pemasaran Terhadap Proses Keputusan Pembelian Konsumen Pada Jamu Di Banda AcehDocument9 pagesPengaruh Pelaksanaan Bauran Pemasaran Terhadap Proses Keputusan Pembelian Konsumen Pada Jamu Di Banda AcehAfifah FitriaNo ratings yet
- Review Problem: CVP Relationships: RequiredDocument6 pagesReview Problem: CVP Relationships: RequiredMaika J. PudaderaNo ratings yet
- Independent Auditor ReportDocument2 pagesIndependent Auditor ReportJosef AnthonyNo ratings yet
- Working Capital ManagementDocument5 pagesWorking Capital ManagementDiya MukherjeeNo ratings yet
- Financial Closing: Scenario OverviewDocument7 pagesFinancial Closing: Scenario OverviewYuri SeredaNo ratings yet
- S-AAA-GEN-SQA (Safety & Quality) (Rev.0-2015)Document22 pagesS-AAA-GEN-SQA (Safety & Quality) (Rev.0-2015)Clark HonradoNo ratings yet
- Investor Contacts - Nestlé GlobalDocument7 pagesInvestor Contacts - Nestlé Globalnoel.manroeNo ratings yet
- ACTBFAR Partnership 1Document22 pagesACTBFAR Partnership 1gab mNo ratings yet
- Service Operations ManagementDocument34 pagesService Operations Managementamitsharma_101No ratings yet
- Direct materials and direct labor variance analysis from incomplete dataDocument41 pagesDirect materials and direct labor variance analysis from incomplete dataLyra EscosioNo ratings yet
- Arun Pandey-PMPDocument4 pagesArun Pandey-PMParunpandey1686No ratings yet
- CV DEC12022Document3 pagesCV DEC12022Pawandeep MannNo ratings yet
- LEEA 059 6 Documentation&Marking-Part6Document24 pagesLEEA 059 6 Documentation&Marking-Part6GaniyuNo ratings yet
- Apparel Quality Management - 11 Sewing Performance AnalysisDocument36 pagesApparel Quality Management - 11 Sewing Performance AnalysisNadarajNo ratings yet
- Proposal and Fomal Report - CH10Document18 pagesProposal and Fomal Report - CH10Minh Hương Trần100% (1)
- Module 3 - Evaluation of Business PerformanceDocument17 pagesModule 3 - Evaluation of Business PerformanceHoney Jane Tabugoc TajoraNo ratings yet
- CAMS Safety 1 Contractors List: For Contractors at All Events PlanningDocument2 pagesCAMS Safety 1 Contractors List: For Contractors at All Events PlanningGürkan DoğanNo ratings yet
- Aakash Srivastava - CromptonDocument1 pageAakash Srivastava - CromptonJoeyNo ratings yet
- Task Performance StmicroelectronicsDocument3 pagesTask Performance StmicroelectronicsPrincess OclaritNo ratings yet
- CRM NewDocument9 pagesCRM Newbsyadav1No ratings yet
- Group-3 KRA & KPI-NEW PDFDocument12 pagesGroup-3 KRA & KPI-NEW PDFVishal KashyapNo ratings yet
- 14056132-Six Sigma DMAIC Project TemplateDocument14 pages14056132-Six Sigma DMAIC Project TemplateSAMHO DigitalNo ratings yet
- 02 Code of EthicsDocument10 pages02 Code of EthicsMhmd HabboshNo ratings yet