You might also like
- Friction Loss in PipeDocument12 pagesFriction Loss in Pipenextdarklord50% (2)
- ATPL Notes - Systems PDFDocument37 pagesATPL Notes - Systems PDFMoslem Grimaldi100% (1)
- Astm A105 Flange Specification PDFDocument2 pagesAstm A105 Flange Specification PDFSales ITANo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Alltech Pump ManualDocument1 pageAlltech Pump ManualGAUTHAMSANo ratings yet
- Sluice Gate Module-6Document4 pagesSluice Gate Module-6hemontoyNo ratings yet
- Simulated vs Actual Cooling CapacityDocument43 pagesSimulated vs Actual Cooling CapacityAbhishek MeNo ratings yet
- Jack Portal ConnectionDocument24 pagesJack Portal ConnectionAfsal JhNo ratings yet
- ds818Document3 pagesds818mmiranda.inmareproNo ratings yet
- Port Sector Rehabilitation Project Sieve AnalysisDocument1 pagePort Sector Rehabilitation Project Sieve AnalysisYasin BaturNo ratings yet
- Astm A210 Asme Sa210 Grade C Seamless TubesDocument7 pagesAstm A210 Asme Sa210 Grade C Seamless TubesDodi SuhendraNo ratings yet
- Low Pressure Filter: Spin-On CartridgesDocument10 pagesLow Pressure Filter: Spin-On CartridgesIgorNo ratings yet
- ASTM Specification & Tolerance For Tubing & Piping PDFDocument2 pagesASTM Specification & Tolerance For Tubing & Piping PDFmuthuswamy77No ratings yet
- A PDFDocument4 pagesA PDFVerenice CentenoNo ratings yet
- Valves and LeakagesDocument15 pagesValves and LeakagesCesare Daldossi100% (2)
- PORT SECTOR REHABILITATION PROJECT PACKAGE 4A SIEVE ANALYSISDocument1 pagePORT SECTOR REHABILITATION PROJECT PACKAGE 4A SIEVE ANALYSISYasin BaturNo ratings yet
- ASTM A210 ASME SA210 GRADE A1 Seamless TubesDocument6 pagesASTM A210 ASME SA210 GRADE A1 Seamless TubesMourad EzzNo ratings yet
- ASTM A106 Pipe Specifications - American Piping ProductsDocument7 pagesASTM A106 Pipe Specifications - American Piping ProductsJonnah Faye MojaresNo ratings yet
- D265T063Document6 pagesD265T063adhyharmonypngNo ratings yet
- Sieve Analysis Test: Consultant ContractorDocument6 pagesSieve Analysis Test: Consultant ContractorDede NurcahyadiNo ratings yet
- Ss 03039Document4 pagesSs 03039xsmartieNo ratings yet
- ASTM 210cDocument1 pageASTM 210cDodi SuhendraNo ratings yet
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007No ratings yet
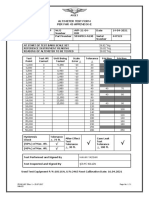
- Tc-Ayp 2021 Altimeter Test FormDocument1 pageTc-Ayp 2021 Altimeter Test FormHakan YazganNo ratings yet
- A 516 A516+HIC A516+NACE A387 Other Steels Economic News: ASTM / ASTM A / SA 516 - CharacteristicsDocument2 pagesA 516 A516+HIC A516+NACE A387 Other Steels Economic News: ASTM / ASTM A / SA 516 - Characteristicsvinay1999No ratings yet
- 12.SD QMS Qa 12 (R5) Tech - SpecDocument2 pages12.SD QMS Qa 12 (R5) Tech - Specindah dwi wahyuniNo ratings yet
- Astm A36 Asme Sa36Document3 pagesAstm A36 Asme Sa36Mohamed IsmailNo ratings yet
- HydrometerDocument4 pagesHydrometerAhmed AlwahshNo ratings yet
- Nabll Mix DesignDocument29 pagesNabll Mix DesignPIDCL WITH SUBUDHINo ratings yet
- h99sec2asa-516Document2 pagesh99sec2asa-516Fermín VallejoNo ratings yet
- JUMO Pressure Transmitter OEM Data SheetDocument10 pagesJUMO Pressure Transmitter OEM Data SheetAlicia SierrawolfeNo ratings yet
- Ss 03039Document4 pagesSs 03039hyarub9No ratings yet
- Fluid Power Metric Catalogue 2018 155 WebDocument3 pagesFluid Power Metric Catalogue 2018 155 WebSHANENo ratings yet
- Tabla de Referencias de Aceros Inoxidables (ASTM A213)Document1 pageTabla de Referencias de Aceros Inoxidables (ASTM A213)Baltasar BuchiniNo ratings yet
- Plate Asme Sa516 Grade 70Document10 pagesPlate Asme Sa516 Grade 70Deaz AmbrsNo ratings yet
- 1.5 - Mr. Viraj Ekanayakage - Assistant Resident Engineer (Nuwara Eliya)Document13 pages1.5 - Mr. Viraj Ekanayakage - Assistant Resident Engineer (Nuwara Eliya)mpchanakaNo ratings yet
- STEEL GRADE COMPARISON FACT SHEETDocument1 pageSTEEL GRADE COMPARISON FACT SHEETCandra YuniartoNo ratings yet
- E Type StrainersDocument4 pagesE Type StrainersEdwin VillarealNo ratings yet
- Tycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Document1 pageTycoons - Specs of Carbon Steel Wire - 10B21, 10B38, 1010, 4140Alexis BarolinNo ratings yet
- Especificação Padrão CN-A860Document2 pagesEspecificação Padrão CN-A860Osvaldo Junges BomfimNo ratings yet
- JIS Kanto Loam Z8901 - Class 7 8 11 2015Document1 pageJIS Kanto Loam Z8901 - Class 7 8 11 2015Senthil Kumar GanesanNo ratings yet
- NEOPRENE_ RUBBERDocument1 pageNEOPRENE_ RUBBERAnandNo ratings yet
- Flexitallic Spiralwound CgiDocument1 pageFlexitallic Spiralwound CgiDiego Martínez FernándezNo ratings yet
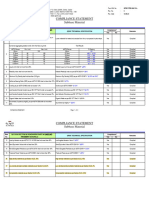
- Compliance Statement For Subbase Material (2014)Document2 pagesCompliance Statement For Subbase Material (2014)TAN DAYANo ratings yet
- Sa 516 70Document4 pagesSa 516 70CK CkkouNo ratings yet
- Habasitlink M2480 Flush Grid 1": (1.6") PossibleDocument2 pagesHabasitlink M2480 Flush Grid 1": (1.6") PossiblerizqiNo ratings yet
- AS 3678 STEEL GRADE 350Document3 pagesAS 3678 STEEL GRADE 350gsoaresrj80No ratings yet
- Valve Testing & Seat Leakage Comparism PDFDocument6 pagesValve Testing & Seat Leakage Comparism PDFAnupmaNo ratings yet
- Valve Inspection & TestingDocument6 pagesValve Inspection & TestingRavi Shankar M GNo ratings yet
- Grading of Aggregates for ConcreteDocument125 pagesGrading of Aggregates for ConcretekapishsharmaNo ratings yet
- Abrasion TestDocument47 pagesAbrasion Testratoooooja24No ratings yet
- Test Certificate / Certificate of Conformity in Accordance With en 10204 3.1 CustomerDocument1 pageTest Certificate / Certificate of Conformity in Accordance With en 10204 3.1 CustomerMehulkumar PatelNo ratings yet
- 90 degree beam connection analysisDocument18 pages90 degree beam connection analysisduy quang NguyenNo ratings yet
- MP 35Document9 pagesMP 35jailsonNo ratings yet
- PORON 4701-50 Firm Global Standards Data Sheet-1Document2 pagesPORON 4701-50 Firm Global Standards Data Sheet-1Layeeq AhmedNo ratings yet
- Axial Fan DELTAQFR1212GHEDocument1 pageAxial Fan DELTAQFR1212GHEJosé Edilson da PazNo ratings yet
- Data SheetDocument1 pageData Sheetrosyadi28No ratings yet
- Sieve Analysis TitleDocument2 pagesSieve Analysis TitleMubashar Islam JadoonNo ratings yet
- Astm A105 Flange SpecificationDocument2 pagesAstm A105 Flange SpecificationSales ITANo ratings yet
- 02 Sieve Analysis FormDocument1 page02 Sieve Analysis FormChristian Louie DecenaNo ratings yet
- AA111107 HTCoil 1200rpm IcoreDocument3 pagesAA111107 HTCoil 1200rpm IcoresagystarNo ratings yet
- Technical Data: 02014W104KATDocument9 pagesTechnical Data: 02014W104KATndfgdfs oishdfNo ratings yet
- Fertil-Large-Scale Urea Plant RevampingDocument23 pagesFertil-Large-Scale Urea Plant RevampingBalas43No ratings yet
- Calculate Darcy Velocity and Travel Time Using Darcy's LawDocument16 pagesCalculate Darcy Velocity and Travel Time Using Darcy's LawSohail AliNo ratings yet
- Technical Data Sheet for Adsorption Dryer HREDocument3 pagesTechnical Data Sheet for Adsorption Dryer HREVladimir KirovNo ratings yet
- U5 Tube Failure Investegation Report May 2014Document11 pagesU5 Tube Failure Investegation Report May 2014Lemia ELtyeb ELfadel100% (1)
- Hemotherm CE: Blood Temperature ControlDocument2 pagesHemotherm CE: Blood Temperature ControlAdrián López MorenoNo ratings yet
- Natural Gas Regulator Grove 83Document5 pagesNatural Gas Regulator Grove 83montanovillarroelfabiolalourdeNo ratings yet
- Heat and Mass Transfer Assignment QuestionsDocument1 pageHeat and Mass Transfer Assignment QuestionsRam Lakhan MeenaNo ratings yet
- HMTDocument37 pagesHMTVaibhav Vithoba NaikNo ratings yet
- Cased-Hole Completions: A Displacement Procedure To Alleviate Cementing FailuresDocument29 pagesCased-Hole Completions: A Displacement Procedure To Alleviate Cementing FailuresMac HargitayNo ratings yet
- Bartlesville Project U. S. Department of Energy Bartlesville, KlahomaDocument445 pagesBartlesville Project U. S. Department of Energy Bartlesville, KlahomaGabriel EduardoNo ratings yet
- Conduction Convection RadiationDocument32 pagesConduction Convection RadiationShalini Kulshrestha100% (2)
- Images of Distillation ColumnsDocument6 pagesImages of Distillation ColumnsFarrukh IqbalNo ratings yet
- Pressure at End of FillDocument1 pagePressure at End of FillDaniel Müller da VeigaNo ratings yet
- Wall Thickness CalDocument6 pagesWall Thickness CalNorazlan Shah MahadiNo ratings yet
- Chapter 17 Solver Heat ConductionDocument47 pagesChapter 17 Solver Heat ConductionMiguel GomezNo ratings yet
- Checklist en 2014.10 PDFDocument2 pagesChecklist en 2014.10 PDFomar farukNo ratings yet
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDocument62 pagesSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Factors Affecting Thermal Insulation Properties of GarmentDocument7 pagesFactors Affecting Thermal Insulation Properties of GarmentravikantNo ratings yet
- Tapa Gorro 234Document2 pagesTapa Gorro 234Marcel Alexander PatiñoNo ratings yet
- Calculating Boiler and Process Heater Thermal EfficiencyDocument57 pagesCalculating Boiler and Process Heater Thermal EfficiencyMuhammad Umar86% (7)
- HR E576qDocument12 pagesHR E576qIsanka SathsaraneeNo ratings yet
- CFD Simulation To Optimize DepressurozationDocument8 pagesCFD Simulation To Optimize DepressurozationCamilo Andrés GuerreroNo ratings yet
- Armstrong Vertical In-Line PumpsDocument6 pagesArmstrong Vertical In-Line Pumpsrijothomasv777No ratings yet
- HDPE Pipe and Fittings CatalogDocument84 pagesHDPE Pipe and Fittings Catalogz4zarrarNo ratings yet
- Equivalent Length of Pipe PDFDocument3 pagesEquivalent Length of Pipe PDFSSudhakarNo ratings yet