You might also like
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNo ratings yet
- Model Elbow EngineDocument5 pagesModel Elbow EngineJim100% (3)
- Building A Six-Inch Turret LatheDocument5 pagesBuilding A Six-Inch Turret LatheJan SteinmanNo ratings yet
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Plans For Radial Drill Press PDFDocument4 pagesPlans For Radial Drill Press PDFhightecrebelNo ratings yet
- Plans For Small Horizontal Steam EngineDocument5 pagesPlans For Small Horizontal Steam Engineglue2No ratings yet
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- RC Airplane Engine PlansDocument8 pagesRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- 4in Bench SlotterDocument4 pages4in Bench SlotterTeresa Melanathy100% (1)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcncNo ratings yet
- Home Workshop Milling Machine GuideDocument31 pagesHome Workshop Milling Machine Guidetaiwest100% (1)
- 43 Horizontal Steam Engine PlanDocument4 pages43 Horizontal Steam Engine Plannevadablue100% (1)
- How To Make A Model Steam EngineDocument2 pagesHow To Make A Model Steam EngineKamen Rahmat67% (3)
- Model EngineDocument432 pagesModel Enginejcrisso100% (4)
- In The Workshop: Duplex "Document6 pagesIn The Workshop: Duplex "johnboy183No ratings yet
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- A Simple Small Metalworking ShaperDocument7 pagesA Simple Small Metalworking ShaperĐặng Ngọc Hùng100% (1)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- 03 Building A Model Steam Engine From Scratch Chapter 3 192 651Document16 pages03 Building A Model Steam Engine From Scratch Chapter 3 192 651schelanko67% (3)
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- Miniature Machining TechniquesDocument40 pagesMiniature Machining Techniqueskriskee1376% (17)
- Shop - Metal - Gingery's Pipe Bending MachineDocument1 pageShop - Metal - Gingery's Pipe Bending MachinePutra Pratama100% (6)
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- MotorBoys MembersOnly PlanBookDocument113 pagesMotorBoys MembersOnly PlanBookriofeliz100% (1)
- Bicycle MinibikeDocument6 pagesBicycle MinibikeJim100% (1)
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- Mite Cycle by Mechanix IllustratedDocument7 pagesMite Cycle by Mechanix IllustratedJim100% (3)
- Steam Engine PlansDocument20 pagesSteam Engine Planstszabi26100% (2)
- Home Shop Machinist's Gears GuideDocument8 pagesHome Shop Machinist's Gears Guidegaragepunkfan100% (1)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- SIMPLIFIED MODEL STEAM ENGINEDocument2 pagesSIMPLIFIED MODEL STEAM ENGINESabolek100% (1)
- Atlas 7B Know Your ShaperDocument6 pagesAtlas 7B Know Your ShaperColin FinkbeinerNo ratings yet
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Shop Made SlotterDocument4 pagesShop Made Slotternevadablue100% (4)
- 02 Building A Model Steam Engine From Scratch Chapter 2 246Document15 pages02 Building A Model Steam Engine From Scratch Chapter 2 246schelankoNo ratings yet
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- Dishwasher Service ManualDocument14 pagesDishwasher Service ManualbogtudorNo ratings yet
- VDC hd3xxx NTSCDocument2 pagesVDC hd3xxx NTSCbogtudorNo ratings yet
- WindowFilmInstallation EngDocument1 pageWindowFilmInstallation EngbogtudorNo ratings yet
- Forum - (Guide) NVMe-boot Without Modding Your UEFI - BIOS (Clover-EFI Bootloader Method)Document7 pagesForum - (Guide) NVMe-boot Without Modding Your UEFI - BIOS (Clover-EFI Bootloader Method)bogtudorNo ratings yet
- Non-Recursive Regression Model Predicts Country Risk RatingsDocument40 pagesNon-Recursive Regression Model Predicts Country Risk RatingsbogtudorNo ratings yet
- LG - REF - LML - MFL70720819 - 02 - 200512 - 00 - PRINT 修改版本&显示板Document34 pagesLG - REF - LML - MFL70720819 - 02 - 200512 - 00 - PRINT 修改版本&显示板bogtudorNo ratings yet
- HTC 20150327 - RE - User - Guide - NADocument55 pagesHTC 20150327 - RE - User - Guide - NAbogtudorNo ratings yet
- Brother MFC-L2752DWDocument8 pagesBrother MFC-L2752DWbogtudorNo ratings yet
- EN Instrukcja Konwerter Napi Cia 230-110VAC 500 5000Document3 pagesEN Instrukcja Konwerter Napi Cia 230-110VAC 500 5000bogtudorNo ratings yet
- General Safety Instructions for Installation and Maintenance of Automated Door SystemDocument21 pagesGeneral Safety Instructions for Installation and Maintenance of Automated Door SystembogtudorNo ratings yet
- AudioPro C5 Web-Manual-AllDocument28 pagesAudioPro C5 Web-Manual-AllbogtudorNo ratings yet
- CA Padamchand KhinchaDocument192 pagesCA Padamchand KhinchabogtudorNo ratings yet
- Quarterly Tax DevelopmentsDocument14 pagesQuarterly Tax DevelopmentsbogtudorNo ratings yet
- Make Waves Johnson en 22135Document5 pagesMake Waves Johnson en 22135bogtudorNo ratings yet
- Country Risk Ratings Statistical and ComDocument48 pagesCountry Risk Ratings Statistical and CombogtudorNo ratings yet
- Interesting Times: Survive and ThriveDocument76 pagesInteresting Times: Survive and ThrivebogtudorNo ratings yet
- EFFORTLESSLY MATCH YOUR COLORS WITH THESE 6 TIPSDocument14 pagesEFFORTLESSLY MATCH YOUR COLORS WITH THESE 6 TIPSbogtudorNo ratings yet
- Find Out Anything From Anyoneanytime Pyle en 20430Document5 pagesFind Out Anything From Anyoneanytime Pyle en 20430bogtudorNo ratings yet
- Itp 2015 2016 Final PDFDocument1,162 pagesItp 2015 2016 Final PDFht1234222No ratings yet
- Deloitte - New Transfer Pricing Landscape - A Practical Guide To BEPS Changes (2015) PDFDocument43 pagesDeloitte - New Transfer Pricing Landscape - A Practical Guide To BEPS Changes (2015) PDFbogtudorNo ratings yet
- EY Worldwide Transfer Pricing Reference Guide 2015-16 PDFDocument360 pagesEY Worldwide Transfer Pricing Reference Guide 2015-16 PDFbogtudorNo ratings yet
- Dividende-07 05 2019Document3 pagesDividende-07 05 2019Dolores BiancaNo ratings yet
- Romania Country Profile: Key Factors For Efficient Cross-Border Tax Planning Involving RomaniaDocument6 pagesRomania Country Profile: Key Factors For Efficient Cross-Border Tax Planning Involving RomaniabogtudorNo ratings yet
- Interesting Times #08Document84 pagesInteresting Times #08unjohNo ratings yet
- Tax ReviewDocument312 pagesTax ReviewbogtudorNo ratings yet
- Chaotic CreativityDocument68 pagesChaotic CreativitybogtudorNo ratings yet
- Itp 2013 Final PDFDocument900 pagesItp 2013 Final PDFbogtudorNo ratings yet
- Times: Cyberpunk Tribes: From N Etworks To PhylesDocument50 pagesTimes: Cyberpunk Tribes: From N Etworks To PhylesbogtudorNo ratings yet
- Interesting Times #5Document96 pagesInteresting Times #5Dan FeidtNo ratings yet
- Intel Report:: Terraforming Planet EarthDocument54 pagesIntel Report:: Terraforming Planet EarthmarcvfonsNo ratings yet
- C13 Technical and Repair Manual OverviewDocument240 pagesC13 Technical and Repair Manual Overviewgluyk100% (1)
- Control Loop 9Document19 pagesControl Loop 9nmulyonoNo ratings yet
- Steering and Fan System 844 Wheel Tractor Hydraulic SchematicDocument2 pagesSteering and Fan System 844 Wheel Tractor Hydraulic SchematicAlexis ReyesNo ratings yet
- Bomba Hidraulica Sauer Sustran Serie 90Document88 pagesBomba Hidraulica Sauer Sustran Serie 90mantenedor01100% (1)
- KKS ConceptDocument6 pagesKKS ConceptAmit Nigam100% (2)
- BoQ PlumbingDocument30 pagesBoQ PlumbingberkahharianNo ratings yet
- CFP Catalog 08Document13 pagesCFP Catalog 08Ghinet Teodor-ioanNo ratings yet
- Aerzen Positive Displacement Blowers for Oil-Free Conveying and CompressionDocument20 pagesAerzen Positive Displacement Blowers for Oil-Free Conveying and Compressionherrerafarid100% (1)
- Alup Allegroi AIR CONTROL 3 PDFDocument48 pagesAlup Allegroi AIR CONTROL 3 PDFsebastian100% (6)
- (Suzuki, Chevrolet, Ford, Mitsubishi, Nissan) 4 Speed RWD (Electronic Control)Document4 pages(Suzuki, Chevrolet, Ford, Mitsubishi, Nissan) 4 Speed RWD (Electronic Control)Nachum IndurskyNo ratings yet
- UNI 7.5 - 15 HP (5.5 - 11 KW) UNB 7.5 HP (5.5 KW) : C.C.N: 22528129 Rev.: A Date: April 2005Document21 pagesUNI 7.5 - 15 HP (5.5 - 11 KW) UNB 7.5 HP (5.5 KW) : C.C.N: 22528129 Rev.: A Date: April 2005PauloGenettiNo ratings yet
- Bermad - Filtro en y 70fDocument2 pagesBermad - Filtro en y 70fYadir BojacaNo ratings yet
- Data Sheets Yarway Repairable Drip Tracer Steam Traps Yarway en en 5198138 PDFDocument24 pagesData Sheets Yarway Repairable Drip Tracer Steam Traps Yarway en en 5198138 PDFLuis José Valera GonzalezNo ratings yet
- Process Control Lecture 9 (M2)Document53 pagesProcess Control Lecture 9 (M2)lalusebanNo ratings yet
- CP 29 - 1998 Code PF Practice For Fire Hydrant Systems and Hose ReelsDocument46 pagesCP 29 - 1998 Code PF Practice For Fire Hydrant Systems and Hose ReelsDickson Leong100% (2)
- Westbay Mechanial SpecsDocument174 pagesWestbay Mechanial SpecsHARISH ROHANNo ratings yet
- Master Document Register for Majnoon ME&I ProjectDocument15 pagesMaster Document Register for Majnoon ME&I ProjectAbdullah Abdullah100% (1)
- OBDII C Trouble Code InfoDocument9 pagesOBDII C Trouble Code Infobhanuka2009No ratings yet
- IOA AIV Publication Sept 2015Document4 pagesIOA AIV Publication Sept 2015rohit.g85No ratings yet
- DK-28e Instruction Manual Operation ChapterDocument571 pagesDK-28e Instruction Manual Operation ChapterЕвгений50% (2)
- 1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloDocument23 pages1-1 2018-03-29 Operating Instructions Silo - Arctic EK-SiloVali BobNo ratings yet
- 3-Way General Service Solenoid ValvesDocument31 pages3-Way General Service Solenoid ValvesJuan Carlos Pardo RimachiNo ratings yet
- 715 Complete ManualDocument61 pages715 Complete Manualguile5No ratings yet
- Tutorial 2Document4 pagesTutorial 2Farooq AhmadNo ratings yet
- BrochureDocument11 pagesBrochureDieguitoOmarMoralesNo ratings yet
- Engineering Standart For Fire Fighting PDFDocument33 pagesEngineering Standart For Fire Fighting PDFHans HanantaNo ratings yet
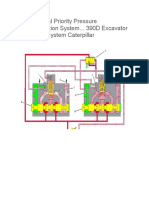
- PPPC Excavator 390d CatDocument4 pagesPPPC Excavator 390d CatJosé Carlos Camino GonzálezNo ratings yet
- Herramienta Cat ET CaterpillarDocument44 pagesHerramienta Cat ET Caterpillarramiro rodriguez100% (2)
- Alco 2vr SeriesDocument1 pageAlco 2vr SeriesAszrol PonimanNo ratings yet
- Sulzer 6rlb76 Me Bridge Control SystemDocument206 pagesSulzer 6rlb76 Me Bridge Control SystemJoseph AbrahamNo ratings yet