You might also like
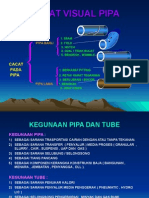
- Cacat Pada PipaDocument3 pagesCacat Pada PipaCandy KendeeNo ratings yet
- INSPEKSI BEJANA TEKANDocument21 pagesINSPEKSI BEJANA TEKANcrys suryo prayogo100% (1)
- Sni 07-6701-2002Document10 pagesSni 07-6701-2002Irwan MardiansyahNo ratings yet
- Metoda Inspeksi Heat Exchanger Pada UmumnyaDocument12 pagesMetoda Inspeksi Heat Exchanger Pada UmumnyaRony HidayatNo ratings yet
- Bab2 Dasar Teori Bejana Tekan PDFDocument0 pagesBab2 Dasar Teori Bejana Tekan PDFArya EfendiNo ratings yet
- Metode Fabrikasi & Erection CC3Document14 pagesMetode Fabrikasi & Erection CC3nugrahatarigan100% (1)
- Hasil Pengujian Boiler & Turbine CinaDocument3 pagesHasil Pengujian Boiler & Turbine CinaAdhiartha PrihanantoNo ratings yet
- Klasifikasi Baja A36Document11 pagesKlasifikasi Baja A36Asril MaulanaNo ratings yet
- Rangkuman Materi NDTDocument9 pagesRangkuman Materi NDTEldayadi Nefty Rizky ArismawanNo ratings yet
- Daftar Sni Pipa Gas PDFDocument13 pagesDaftar Sni Pipa Gas PDFNivea Vanilla100% (1)
- Perancangan Pipeline ASME B31.8 BAB IIDocument30 pagesPerancangan Pipeline ASME B31.8 BAB IISuryantoro Wono Narodo100% (2)
- BAgian Bagian RIGDocument4 pagesBAgian Bagian RIGanggunAR100% (1)
- Perhitungan Safety ValveDocument3 pagesPerhitungan Safety Valveaji waspodoNo ratings yet
- 2.3.modul 3 - Inspeksi & Pengujian Pompa - Okt - 2020 - Rev1Document45 pages2.3.modul 3 - Inspeksi & Pengujian Pompa - Okt - 2020 - Rev1supriNo ratings yet
- Panduan Pelaksanaan Uji Welder Welder Test PDFDocument8 pagesPanduan Pelaksanaan Uji Welder Welder Test PDFSuryana MamanNo ratings yet
- 2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNDocument115 pages2019 ASME V Bahasa Indonesia Radiografi Level 1 STTNIqfal Zulhendri100% (2)
- Asme IxDocument9 pagesAsme IxRony LesbtNo ratings yet
- Cara Menghitung Panjang LasDocument1 pageCara Menghitung Panjang LasPutraNo ratings yet
- Laporan Uji PercikDocument11 pagesLaporan Uji Percikjiki hikmatullah100% (1)
- Tangki dalam industri migas dan jenisnya berdasarkan tekanan operasiDocument3 pagesTangki dalam industri migas dan jenisnya berdasarkan tekanan operasiHerman SyahNo ratings yet
- SNI 4096-2007 (Baja Lembaran Dan Gulungan Lapis)Document17 pagesSNI 4096-2007 (Baja Lembaran Dan Gulungan Lapis)AndiArdiansyahNo ratings yet
- Exam Level I WIDocument8 pagesExam Level I WIDimas Habibi Surya PratamaNo ratings yet
- Cara mendesain cetakan plastik berdasarkan data bahan dan mesin injeksiDocument2 pagesCara mendesain cetakan plastik berdasarkan data bahan dan mesin injeksiAchmad Bagus MaulanaNo ratings yet
- Prosedur NDT MAP GUNUNG SITOLIDocument18 pagesProsedur NDT MAP GUNUNG SITOLIRezky Dian SunartoNo ratings yet
- Pengaruh Proses Heat Straightening Terhadap Nilai Kekerasan Material ABS EH36Document6 pagesPengaruh Proses Heat Straightening Terhadap Nilai Kekerasan Material ABS EH36delaNo ratings yet
- Lap Uji Kual. Welder (WPQT)Document2 pagesLap Uji Kual. Welder (WPQT)Diah HandiantiNo ratings yet
- STANDARISASI Dan SPESIFIKASI TEKNIK IBDocument5 pagesSTANDARISASI Dan SPESIFIKASI TEKNIK IBrizkytrioNo ratings yet
- Proses Pembuatan Screw ConveyorDocument16 pagesProses Pembuatan Screw ConveyorKelvin Octavianus Djohan0% (1)
- DRAWING TANGKI CPO-Layout1Document1 pageDRAWING TANGKI CPO-Layout1Agus Budiman SikumbangNo ratings yet
- MDMTDocument11 pagesMDMTDankilDanotNo ratings yet
- 4.pengujian NDTDocument100 pages4.pengujian NDTFadli Ryan ArikundoNo ratings yet
- Kuliah 3 Vessel & TangkiDocument35 pagesKuliah 3 Vessel & Tangkioseng sengNo ratings yet
- PEMERIKSAAN DAN PENGUJIAN HASIL PENGELASANDocument4 pagesPEMERIKSAAN DAN PENGUJIAN HASIL PENGELASANmukhlis setiyono100% (1)
- Kalkulasi (MAWP) ASME B31.4Document5 pagesKalkulasi (MAWP) ASME B31.4Handeri Mattjik100% (1)
- UT-40Document6 pagesUT-40Abdan Syakuro0% (1)
- SNI 07-0954-2005 Baja Tulangan Dalam Bentuk GulunganDocument9 pagesSNI 07-0954-2005 Baja Tulangan Dalam Bentuk GulunganWansCristianNo ratings yet
- OPTIMASI_SEODocument65 pagesOPTIMASI_SEOhadi purwana100% (1)
- Welding Inspector PipelineDocument105 pagesWelding Inspector PipelineJimsTalumewo100% (1)
- BAB IVDocument4 pagesBAB IVDoeny SyahputraNo ratings yet
- LAPORAN KUALIFIKASI JURU LASDocument1 pageLAPORAN KUALIFIKASI JURU LASITPNo ratings yet
- 8 Modul Uji Radigrafi TestDocument16 pages8 Modul Uji Radigrafi TestMaulida Nur Hidayah YNo ratings yet
- Pembersihan Las (Welding Cleaning)Document3 pagesPembersihan Las (Welding Cleaning)ooredoo50% (2)
- Inspeksi VisualDocument2 pagesInspeksi VisualHakim 'n BilalNo ratings yet
- 064-R1. Metode Perbaikan Posisi Angkur Dan Pedestal CrownDocument9 pages064-R1. Metode Perbaikan Posisi Angkur Dan Pedestal CrownJamal trisno NababanNo ratings yet
- CLEANING PIPA Adalah Sebuah Proses MaintenanceDocument4 pagesCLEANING PIPA Adalah Sebuah Proses MaintenanceINDIRANo ratings yet
- Kunci Jawaban BingDocument3 pagesKunci Jawaban BingRETTHA ULIINNo ratings yet
- Cacat Pada Produk Baja IBUNDocument31 pagesCacat Pada Produk Baja IBUNIlyas Gusdiansah100% (1)
- Tangki PenimbunDocument59 pagesTangki PenimbunDavid S100% (1)
- Prosedur Erection Tank R0Document13 pagesProsedur Erection Tank R0abdul1207100% (1)
- Bab 04 Pipe ManufacturingDocument14 pagesBab 04 Pipe ManufacturingMohammad Zaki UsmanNo ratings yet
- Definisi Macam2 Pipa Sesuai Dengan KegunaannyaDocument6 pagesDefinisi Macam2 Pipa Sesuai Dengan KegunaannyaUzumaki28No ratings yet
- Macam-Macam Pipa Dan KegunaannyaDocument7 pagesMacam-Macam Pipa Dan KegunaannyaUzumaki28No ratings yet
- JENIS PIPA DAN SAMBUNGANDocument18 pagesJENIS PIPA DAN SAMBUNGANferdian_fahleviNo ratings yet
- (Information Sheet) : Institusi Latihan Kemahiran Belia Dan Sukan Kertas PeneranganDocument22 pages(Information Sheet) : Institusi Latihan Kemahiran Belia Dan Sukan Kertas PeneranganfaizmansurNo ratings yet
- Tugas Proses Manufaktur I Piping Pembuatan PipaDocument6 pagesTugas Proses Manufaktur I Piping Pembuatan PipaNizar RamadhanNo ratings yet
- Pipeline ConstructionDocument22 pagesPipeline Constructionwisnu_220280% (5)
- Grouping Assignment (2.0)Document15 pagesGrouping Assignment (2.0)Ahnaf Fadhlur Rahman Bin Awang HanibNo ratings yet
- Ringkasan B 31.3 Piping EngineeringDocument43 pagesRingkasan B 31.3 Piping EngineeringHanderi MattjikNo ratings yet
- WELDING INSPECTORDocument10 pagesWELDING INSPECTORnur muhamad fuad100% (1)
- ANALISA HARGA SATUAN PEKERJAANDocument472 pagesANALISA HARGA SATUAN PEKERJAANIrfan Alvira92% (24)
- Ngaku Tidur Dengan 216 Pria, Siskaeee Sebut Punya CatatannyaDocument5 pagesNgaku Tidur Dengan 216 Pria, Siskaeee Sebut Punya CatatannyaFaizal HidayatNo ratings yet
- BRDST Presentasi Seminar B20 17 Feb 2015Document25 pagesBRDST Presentasi Seminar B20 17 Feb 2015Maghfiroh GhafaraNo ratings yet
- Sosialisasi Pengisian E-LHKPNDocument1 pageSosialisasi Pengisian E-LHKPNFaizal HidayatNo ratings yet
- PTK Penyimpanan Dan Pelabelan RevDocument53 pagesPTK Penyimpanan Dan Pelabelan RevFaizal HidayatNo ratings yet
- Cara Memilih Elektroda LasDocument20 pagesCara Memilih Elektroda LasFaizal HidayatNo ratings yet
- Permen LHK 63 Tahun 2016Document35 pagesPermen LHK 63 Tahun 2016andri.motoGNo ratings yet
- Pengelolaan B3Document25 pagesPengelolaan B3Faizal Hidayat0% (1)
- Guideline Background PLNDocument4 pagesGuideline Background PLNFaizal HidayatNo ratings yet
- KANTIN SEHATDocument3 pagesKANTIN SEHATFaizal Hidayat86% (14)
- Rapat Tenaga KebersihanDocument2 pagesRapat Tenaga KebersihanFaizal HidayatNo ratings yet
- Proposal Permohonan Bantuan AlatDocument2 pagesProposal Permohonan Bantuan AlatFaizal Hidayat100% (2)
- Contoh Judul PKM Juara PIMNAS 2010Document2 pagesContoh Judul PKM Juara PIMNAS 2010ArifSudrajatNo ratings yet
- ElektrikDocument41 pagesElektrikFaizal Hidayat80% (5)