You might also like
- Carding Is A One of The Main Process in Textile ManufacturingDocument8 pagesCarding Is A One of The Main Process in Textile ManufacturingSL VineNo ratings yet
- CARDINGDocument6 pagesCARDINGOmar MartinezNo ratings yet
- CardingDocument9 pagesCardingSheena JindalNo ratings yet
- Carding Quality PDFDocument4 pagesCarding Quality PDFNeelakandan DNo ratings yet
- Carding Process ExplainedDocument16 pagesCarding Process ExplainedTalha saeedNo ratings yet
- PayPal Mexico Number GuideDocument1 pagePayPal Mexico Number GuideGalaxy-Of-CrackingNo ratings yet
- Card Clothing Geometry and ZonesDocument14 pagesCard Clothing Geometry and ZonesAiman NayerNo ratings yet
- TC 11 CardingDocument13 pagesTC 11 CardingA Ponmurugu PonmuruguNo ratings yet
- Carding No Speed: Thatavathi Apparels LTDDocument4 pagesCarding No Speed: Thatavathi Apparels LTDlokesh0% (1)
- Settings in Carding For Different Grades of CottonDocument5 pagesSettings in Carding For Different Grades of CottonNeelakandan DNo ratings yet
- Carding: Opening/disentanglement Cleaning Mixing Sliver FormingDocument27 pagesCarding: Opening/disentanglement Cleaning Mixing Sliver FormingShoaib WahabNo ratings yet
- 2 Carding LONGDocument118 pages2 Carding LONGzohaab AhmadNo ratings yet
- Flats (Revolving Flats) : Karde - Verwendete ProfileDocument6 pagesFlats (Revolving Flats) : Karde - Verwendete Profileali hasanNo ratings yet
- TC11 - EN CardingDocument58 pagesTC11 - EN CardingBhargav Suvagiya100% (1)
- Carding PDFDocument6 pagesCarding PDFNeelakandan DNo ratings yet
- Carding MachinesDocument30 pagesCarding MachinessalmanarssNo ratings yet
- Carding TheoriesDocument2 pagesCarding TheoriesVaibhav K Dhange50% (2)
- Carding MachineDocument29 pagesCarding MachineAnisul IslamNo ratings yet
- Carding enDocument15 pagesCarding envenkatNo ratings yet
- VPN Carding Tutorial by Cyber - Dude PDFDocument1 pageVPN Carding Tutorial by Cyber - Dude PDFbenNo ratings yet
- How To Stay Safe Form Ripper CardingDocument1 pageHow To Stay Safe Form Ripper CardingAyushSinghNo ratings yet
- Paypal Loading TutDocument11 pagesPaypal Loading TutHenryNo ratings yet
- CardingDocument4 pagesCardingsaeedreza20No ratings yet
- Carding MachineDocument21 pagesCarding MachineMakhiyas ShubkhiNo ratings yet
- Index: 1. Acknowledgement 3. CardingDocument21 pagesIndex: 1. Acknowledgement 3. CardingJuhi singhNo ratings yet
- Learning Outcomes of This Week: The Students Will Be Able ToDocument16 pagesLearning Outcomes of This Week: The Students Will Be Able ToTazim KhanNo ratings yet
- An Overview of Carding Cylinder PDFDocument6 pagesAn Overview of Carding Cylinder PDFRonak JoshiNo ratings yet
- SpinningDocument62 pagesSpinningPalash100% (2)
- We AccessDocument8 pagesWe AccessGilbert MendozaNo ratings yet
- Indian Banks Lose Millions of Rupees: For More Details Please Refer Chapter 11. (PDF Document)Document17 pagesIndian Banks Lose Millions of Rupees: For More Details Please Refer Chapter 11. (PDF Document)Lovely BalajiNo ratings yet
- InvDocument1 pageInvAnonymous 0wPNBG0% (1)
- Part 1 Card TechnologyDocument143 pagesPart 1 Card TechnologyKapil AnandparaNo ratings yet
- Carding FlipkartDocument1 pageCarding FlipkartPedro GonzalezNo ratings yet
- INTERNET BANKING USER GUIDE & FAQSDocument18 pagesINTERNET BANKING USER GUIDE & FAQSZobi HossainNo ratings yet
- Carding Vocabulary and Understanding TermsDocument4 pagesCarding Vocabulary and Understanding TermsTrex InfernoNo ratings yet
- Most Important Terms & Conditions: Kotak Mahindra Bank Limited ADocument53 pagesMost Important Terms & Conditions: Kotak Mahindra Bank Limited AJaackson SabastianNo ratings yet
- Credit CardDocument6 pagesCredit Cardredwanur_rahman2002No ratings yet
- Introduction To CardingDocument14 pagesIntroduction To CardingMujahid Mehdi100% (1)
- Zebra ZXP Series 3 Card Printer User ManualDocument130 pagesZebra ZXP Series 3 Card Printer User ManualDanilo A. QuilatesNo ratings yet
- Creadit CardDocument7 pagesCreadit CardDilpreet SinghNo ratings yet
- Credit Card FraudDocument13 pagesCredit Card FraudNinad SamelNo ratings yet
- Manual PDF 417Document36 pagesManual PDF 417dustin0elliotNo ratings yet
- Banking Security ArchitectureDocument60 pagesBanking Security ArchitectureSixaxiSNo ratings yet
- VPN Carding Tutorial by Cyber - DudeDocument1 pageVPN Carding Tutorial by Cyber - DudestevenNo ratings yet
- List of IP addresses and portsDocument1,102 pagesList of IP addresses and portsSaurabh Singh0% (1)
- DLT Unemployment Fraud Fact SheetDocument2 pagesDLT Unemployment Fraud Fact SheetNBC 10 WJARNo ratings yet
- Hacking-PP Document For Jury FinalDocument28 pagesHacking-PP Document For Jury FinalAnkit KapoorNo ratings yet
- Light Blue Touchpaper Blog Archive Chip and Skim: Cloning EMV Cards With The Pre-Play AttackDocument8 pagesLight Blue Touchpaper Blog Archive Chip and Skim: Cloning EMV Cards With The Pre-Play AttackJohn MooreNo ratings yet
- The Carding Quality Could Be Judged by - Transfer EfficiencyDocument4 pagesThe Carding Quality Could Be Judged by - Transfer Efficiencyronabhar000100% (2)
- Paxful Latest Method 2020Document2 pagesPaxful Latest Method 2020Riley ChildersNo ratings yet
- Identify Counterfeits with Banknote Security FeaturesDocument11 pagesIdentify Counterfeits with Banknote Security FeaturesArriane Steph ZapataNo ratings yet
- CardConnect Final CC 5Document3 pagesCardConnect Final CC 5Juan Pablo MarinNo ratings yet
- 6RANSOMANDDISTTECHSDocument4 pages6RANSOMANDDISTTECHSModesto ModestoNo ratings yet
- Qashout Quick Start Guide PDFDocument82 pagesQashout Quick Start Guide PDFRifkyc'RyderNyalindunxNo ratings yet
- External Bank Fraud-090510 From Henry Hardoon of Hhassociates - Co.ukDocument43 pagesExternal Bank Fraud-090510 From Henry Hardoon of Hhassociates - Co.ukHenry HardoonNo ratings yet
- YouMail: Top 20 Numbers For Robocalls in 216 Area CodeDocument1 pageYouMail: Top 20 Numbers For Robocalls in 216 Area CodeWKYC.comNo ratings yet
- Automatic Teller Machine: A Concise History and OverviewDocument14 pagesAutomatic Teller Machine: A Concise History and OverviewSaroj KumarNo ratings yet
- Methods to Overcome the Financial and Money Transfer Blockade against Palestine and any Country Suffering from Financial BlockadeFrom EverandMethods to Overcome the Financial and Money Transfer Blockade against Palestine and any Country Suffering from Financial BlockadeNo ratings yet
- Review of Some SMS Verification Services and Virtual Debit/Credit Cards Services for Online Accounts VerificationsFrom EverandReview of Some SMS Verification Services and Virtual Debit/Credit Cards Services for Online Accounts VerificationsNo ratings yet
- INDUSTRIAL CHILLERS HGL PROFILEDocument4 pagesINDUSTRIAL CHILLERS HGL PROFILEalcon175% (4)
- Visual Basic Made EasyDocument117 pagesVisual Basic Made Easyalcon1No ratings yet
- Operating Instructions: Parts ListDocument17 pagesOperating Instructions: Parts Listalcon10% (1)
- Pano de MesaDocument11 pagesPano de Mesaalcon1No ratings yet
- Sewing For Fun 4H Easy DIY Projects Bags Pillows Windsock Kite Pin CushionsDocument38 pagesSewing For Fun 4H Easy DIY Projects Bags Pillows Windsock Kite Pin CushionsJS100% (1)
- Textiles 20190330 EDocument11 pagesTextiles 20190330 EPaul Bao Vinciano NguyenNo ratings yet
- Penny S Dog SweaterDocument2 pagesPenny S Dog SweaterAkvilė ŽadeikienėNo ratings yet
- National Institute of Fashion Technology, BangaloreDocument100 pagesNational Institute of Fashion Technology, BangaloreBhuvi TamilNo ratings yet
- Retail Marketing: Assignment (PRK18MS1026)Document15 pagesRetail Marketing: Assignment (PRK18MS1026)Pranam VenketeshNo ratings yet
- Smocking: Cuffs Bodices Necklines ButtonsDocument6 pagesSmocking: Cuffs Bodices Necklines ButtonssupriyadhageNo ratings yet
- B.tech TFT StructureDocument7 pagesB.tech TFT StructureSiva Jagadish Kumar MNo ratings yet
- Button Up Baby WrapDocument2 pagesButton Up Baby WrapHeather LawrenceNo ratings yet
- CHAPTER 4 Hair and FibersDocument6 pagesCHAPTER 4 Hair and FibersRaymar BartolomeNo ratings yet
- Tusindfryd S Warm Booties: Eng-Free Pattern by Pixen - DKDocument5 pagesTusindfryd S Warm Booties: Eng-Free Pattern by Pixen - DKCarolina De NapoliNo ratings yet
- Textiles of IndiaDocument26 pagesTextiles of IndiahhNo ratings yet
- TechpackDocument5 pagesTechpackanon_889633495No ratings yet
- Apparel ProductionDocument27 pagesApparel ProductionISHITANo ratings yet
- Candle Flame Cowl v2Document3 pagesCandle Flame Cowl v2Luisina GutierrezNo ratings yet
- Printed Neck Label TemplatesDocument1 pagePrinted Neck Label TemplatesRifqi Al HakimNo ratings yet
- Tle 7 - 8Document3 pagesTle 7 - 8ladyjanelexNo ratings yet
- Running and stock sort list of organic and non-organic fabricsDocument8 pagesRunning and stock sort list of organic and non-organic fabricsSanjay Sethia100% (1)
- Amiimaker Giraffe PatternDocument8 pagesAmiimaker Giraffe PatternclauditamarNo ratings yet
- Husqvarna Viking Designer EPIC - ManualDocument198 pagesHusqvarna Viking Designer EPIC - ManualShirleyNo ratings yet
- Orcine, Mary Joy - Final Exam in Clothing SelectionDocument4 pagesOrcine, Mary Joy - Final Exam in Clothing SelectionMaryJoy Bautista OrcineNo ratings yet
- Mochila TechniqueDocument10 pagesMochila Techniquesumera yameenNo ratings yet
- Traditional EmbroideryDocument38 pagesTraditional EmbroiderySabrina SuptiNo ratings yet
- Learn To KnitDocument6 pagesLearn To Knitraluca.colgiu4622No ratings yet
- Individual - Secondary DataDocument34 pagesIndividual - Secondary DataAPURVA ADINAVARNo ratings yet
- New Product InfoDocument73 pagesNew Product Infomitarbeny210No ratings yet
- 18442250Document495 pages18442250Srinivas ReddyNo ratings yet
- Cute Zebra PatternDocument10 pagesCute Zebra PatternMaluri Riascos100% (1)
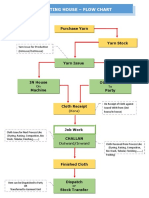
- Knitting House - Flow Chart: Purchase YarnDocument1 pageKnitting House - Flow Chart: Purchase YarnAJITNo ratings yet
- ZardoziDocument11 pagesZardoziSailee Borkar50% (4)
- Grade 6 TLE Lesson on Sewing Household LinensDocument5 pagesGrade 6 TLE Lesson on Sewing Household LinensArnel LopezNo ratings yet