You might also like
- Norma K101 PetroquimicaDocument17 pagesNorma K101 PetroquimicaJOSE100% (1)
- NFR 156 Pemex 2008 Juntas y Empaquespdf PDFDocument79 pagesNFR 156 Pemex 2008 Juntas y Empaquespdf PDFJose Antonio Lucero CruzNo ratings yet
- NRF 028 Pemex 2010Document107 pagesNRF 028 Pemex 2010Cherie Johnson100% (5)
- T9BDocument1 pageT9BTamara DiazNo ratings yet
- Norma de tubería industrialDocument44 pagesNorma de tubería industrialCarlos Gilberto Villamar LinaresNo ratings yet
- DG Gpasi It 00204 (Norma para Medir Espesores)Document40 pagesDG Gpasi It 00204 (Norma para Medir Espesores)querero7100% (4)
- CNC PEMEX-EST-TD-142-2017 Rev 0 PDFDocument38 pagesCNC PEMEX-EST-TD-142-2017 Rev 0 PDFISRAEL PORTILLONo ratings yet
- NRF-096-PEMEX-2010 Conexiones y accesorios para ductos de hidrocarburosDocument36 pagesNRF-096-PEMEX-2010 Conexiones y accesorios para ductos de hidrocarburosiemartinez10100% (2)
- Espárragos y tornillos de acero inoxidable y aleación para equipos de PEMEXDocument32 pagesEspárragos y tornillos de acero inoxidable y aleación para equipos de PEMEXAndres Paredes100% (1)
- Pemex Est Ic 150 2017Document16 pagesPemex Est Ic 150 2017Cecilia Isabel AguilarNo ratings yet
- Astm B766 SpecDocument2 pagesAstm B766 SpecCarlosNo ratings yet
- Tabla Interiores Trim Válvulas Según API 600Document1 pageTabla Interiores Trim Válvulas Según API 600Memelas FerMax100% (3)
- Instalación y pruebas de sistemas de tubería industrialDocument95 pagesInstalación y pruebas de sistemas de tubería industrialcarlosNo ratings yet
- ET-005-PEMEX-2019 Protección Interior de Ductos Con InhibidoresDocument38 pagesET-005-PEMEX-2019 Protección Interior de Ductos Con InhibidoresFaby Barrueta100% (1)
- Etp 032Document77 pagesEtp 032Wenceslao Campos Castruita100% (3)
- NRF 211 Pemex 2008 PDFDocument36 pagesNRF 211 Pemex 2008 PDFFelipe CarpioNo ratings yet
- NRF 009 - Pemex 2004Document42 pagesNRF 009 - Pemex 2004albejo_r9100% (4)
- Indice NRFs de PemexDocument15 pagesIndice NRFs de PemexAdan GonzalezNo ratings yet
- NRF-034-PEMEX-2011 DV - 22feb11 PDFDocument47 pagesNRF-034-PEMEX-2011 DV - 22feb11 PDFMargarita Romero Escalante100% (1)
- NRF 032 Pemex 2012 - DV 19 06 12Document100 pagesNRF 032 Pemex 2012 - DV 19 06 12jose_bartolo8208100% (3)
- Calculadora para Espesores de ComalesDocument1 pageCalculadora para Espesores de ComalesimarluNo ratings yet
- NRF 149 Pemex 2011 Aire para InstrumentosDocument29 pagesNRF 149 Pemex 2011 Aire para InstrumentosDaniel Alamilla67% (3)
- Sistema Adquision TuberiasDocument16 pagesSistema Adquision TuberiasTío Ce100% (3)
- Manometros PemexDocument23 pagesManometros PemexUlises AlcantaraNo ratings yet
- Selección y especificaciones de válvulas de compuerta y bola para líneas de transporte de hidrocarburosDocument83 pagesSelección y especificaciones de válvulas de compuerta y bola para líneas de transporte de hidrocarburossergio_perez_48100% (3)
- Norma de Referencia para Juntas y Empaques de PEMEXDocument79 pagesNorma de Referencia para Juntas y Empaques de PEMEXpolo7No ratings yet
- NRF 009 Pemex 2001Document47 pagesNRF 009 Pemex 2001marcosNo ratings yet
- Especificación de tuberías y accesorios para servicios entre -20°C y 350°CDocument1 pageEspecificación de tuberías y accesorios para servicios entre -20°C y 350°CARMANDO DE ROSAS GONZALEZNo ratings yet
- T1ADocument1 pageT1ARamon Pacheco100% (1)
- T1C (Solo Gas Propileno)Document1 pageT1C (Solo Gas Propileno)Carlos CruzNo ratings yet
- Especificación de Tubería T1CDocument1 pageEspecificación de Tubería T1Cmadrigal64No ratings yet
- C A04t1 - 14 08 2012Document4 pagesC A04t1 - 14 08 2012Cristobal HernandezNo ratings yet
- Instalaciones Terrestres: NRF-032-PEMEX-2012 T-A05T3Document4 pagesInstalaciones Terrestres: NRF-032-PEMEX-2012 T-A05T3Leonardo Ramirez GuzmanNo ratings yet
- Plant Pipe Industrial PDFDocument447 pagesPlant Pipe Industrial PDFMatt SalemNo ratings yet
- Nrf-032-Pemex-2012 C-A01t1Document3 pagesNrf-032-Pemex-2012 C-A01t1Ildefonso Flores100% (1)
- T A08t1Document5 pagesT A08t1Leonardo Ramirez GuzmanNo ratings yet
- Donwload - NRF 032 Pemex 2012 Emt Pic 1Document76 pagesDonwload - NRF 032 Pemex 2012 Emt Pic 1rsolorzano11No ratings yet
- T A04t3Document4 pagesT A04t3Leonardo Ramirez GuzmanNo ratings yet
- Instalaciones TerrestresDocument4 pagesInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- T A18t1Document4 pagesT A18t1Leonardo Ramirez GuzmanNo ratings yet
- T A01t3Document4 pagesT A01t3Leonardo Ramirez GuzmanNo ratings yet
- T A17t1Document4 pagesT A17t1Leonardo Ramirez GuzmanNo ratings yet
- Nrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Document5 pagesNrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Andre Villegas RomeroNo ratings yet
- T A10t1Document4 pagesT A10t1Leonardo Ramirez GuzmanNo ratings yet
- Nrf-032-Pemex-2012 Aceite Lubricante Ai 150# RF T-A07t3Document4 pagesNrf-032-Pemex-2012 Aceite Lubricante Ai 150# RF T-A07t3wili_ab8040No ratings yet
- T A19t1Document4 pagesT A19t1Leonardo Ramirez GuzmanNo ratings yet
- TRC ABN: TornilleríaDocument1 pageTRC ABN: Tornilleríamadrigal64No ratings yet
- C A11t1Document5 pagesC A11t1Christian Lopez MendezNo ratings yet
- Especificaciones Tecnicas de Tuberias y ValvulasDocument6 pagesEspecificaciones Tecnicas de Tuberias y ValvulasJonathan Arboleda GenesNo ratings yet
- Nrf-032-Pemex-2012 C-A01t3Document3 pagesNrf-032-Pemex-2012 C-A01t3Ildefonso FloresNo ratings yet
- Rud Catalogo SMDocument20 pagesRud Catalogo SMmc_laberintNo ratings yet
- Instalaciones TerrestresDocument3 pagesInstalaciones TerrestresLeonardo Ramirez GuzmanNo ratings yet
- Comentarios Importantes Generales, MECANICA-PIPINGDocument8 pagesComentarios Importantes Generales, MECANICA-PIPINGFlavio DíazNo ratings yet
- T B04T1Document4 pagesT B04T1Leonardo Ramirez GuzmanNo ratings yet
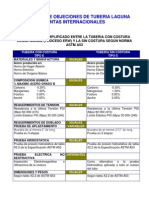
- Comparativo tubería ERW vs sin costura ASTM A53Document7 pagesComparativo tubería ERW vs sin costura ASTM A53valpe12No ratings yet
- T A12t1Document5 pagesT A12t1Leonardo Ramirez GuzmanNo ratings yet
- T B01T3Document4 pagesT B01T3Leonardo Ramirez GuzmanNo ratings yet
- NORMATIVIDAD APLICABLE A RECOM ASIPA No-AC-2002 04-5C PARA FIG-8Document5 pagesNORMATIVIDAD APLICABLE A RECOM ASIPA No-AC-2002 04-5C PARA FIG-8Marcelino Ocaña MenaNo ratings yet
- T A02t2Document4 pagesT A02t2Leonardo Ramirez GuzmanNo ratings yet
- Art 650Document44 pagesArt 650Oswaldo Enrique AdameNo ratings yet
- Modulo 6 Carga de Fuego PDFDocument70 pagesModulo 6 Carga de Fuego PDFReynaldo SirpaNo ratings yet
- Cabrera Trujillo Hannah Gabriela 2020Document122 pagesCabrera Trujillo Hannah Gabriela 2020Apb SamuNo ratings yet
- TORNILLODocument8 pagesTORNILLOJohan Mauro Uribe RodriguezNo ratings yet
- Investigación de Carburantes de Automóviles en BoliviaDocument7 pagesInvestigación de Carburantes de Automóviles en BoliviaJose luis rodriguez limaNo ratings yet
- Clave 2093GUHF0001Document58 pagesClave 2093GUHF0001Jose Ricardo Prado SandovalNo ratings yet
- Practica N 1. CIV 242 4D1Document2 pagesPractica N 1. CIV 242 4D1Diego Trujillo100% (1)
- Operacion Proceso Balance de Curtido de AlpacaDocument32 pagesOperacion Proceso Balance de Curtido de AlpacaRIckangel12No ratings yet
- PF Balance de Masa Procesos No ReactivosDocument4 pagesPF Balance de Masa Procesos No ReactivosJuan Manuel Uceda Pérez0% (1)
- Tejidos nanoestructurados repelentes suciedad y aguaDocument4 pagesTejidos nanoestructurados repelentes suciedad y aguaAlejo PerezNo ratings yet
- Qué Es Una Sustancia PuraDocument3 pagesQué Es Una Sustancia PuraMenoscalNo ratings yet
- Keisy Contreras - Lab1 - Ensayodetraccion PDFDocument17 pagesKeisy Contreras - Lab1 - Ensayodetraccion PDFKeisy ContrerasNo ratings yet
- Examen de Primeros Auxilios y Manejo de ExtintoresDocument2 pagesExamen de Primeros Auxilios y Manejo de Extintoresluiggi3034No ratings yet
- Informe de SPTDocument20 pagesInforme de SPTGusstavo Miranda HiginioNo ratings yet
- La tabla periódica: elementos, números y propiedadesDocument3 pagesLa tabla periódica: elementos, números y propiedadesPoloNo ratings yet
- Problemas Estructura Atomica y EnlacesDocument2 pagesProblemas Estructura Atomica y Enlaceskoko10000No ratings yet
- Trabajo en Frio y CalienteDocument16 pagesTrabajo en Frio y CalienteIkki Ocaña100% (1)
- ResumenDocument28 pagesResumenFrancisco BianchiNo ratings yet
- Recocido y Normalizado de Los Aceros Aisi 4140 y Aisi 9260 2Document37 pagesRecocido y Normalizado de Los Aceros Aisi 4140 y Aisi 9260 2Lesly LeyvaNo ratings yet
- Recubrimientos de comprimidos: tipos y procesosDocument18 pagesRecubrimientos de comprimidos: tipos y procesosCaceres DagobertoNo ratings yet
- 10.06.2023 Manejo de Aguas Residuales DomésticasDocument1 page10.06.2023 Manejo de Aguas Residuales DomésticasMileidy Avendaño RojasNo ratings yet
- Determinación de dureza del agua por volumetría de formación de complejosDocument31 pagesDeterminación de dureza del agua por volumetría de formación de complejosMilagros GamarraNo ratings yet
- Propiedades gases y conversionesDocument8 pagesPropiedades gases y conversionesGretchen de la FuenteNo ratings yet
- Diagrama de Flujo-EstequiometriaDocument3 pagesDiagrama de Flujo-EstequiometriaCristobal Alexis Murillo Ortiz100% (1)
- ARS - Grating Original Arrigoni - Proindar PDFDocument2 pagesARS - Grating Original Arrigoni - Proindar PDFGuillermo ArandaNo ratings yet
- Procesos de manufactura en el PerúDocument5 pagesProcesos de manufactura en el Perújuan rodolfo soncco apafataNo ratings yet
- Servicios AuxiliaresDocument55 pagesServicios AuxiliaresBrayan Roman Flores MaguinaNo ratings yet
- Informe Tercer ParcialDocument45 pagesInforme Tercer ParcialRoberto ArgottiNo ratings yet
- Estructura de máquinas eléctricas estáticas y transformadoresDocument6 pagesEstructura de máquinas eléctricas estáticas y transformadoresVilcazan Huayta JuanNo ratings yet
- Tarea U1 Jean PierreDocument11 pagesTarea U1 Jean PierreJean Barrezueta TelloNo ratings yet
- SulfurosDocument23 pagesSulfurosCarlos Alberto Paxi MamaniNo ratings yet