You might also like
- Escala Sheldon - Definir Estado de Conservação de Moedas Não CirculadasDocument26 pagesEscala Sheldon - Definir Estado de Conservação de Moedas Não CirculadasEdson GordianoNo ratings yet
- Senai Mecanica Tratamento TermicoDocument14 pagesSenai Mecanica Tratamento TermicofenixcrossNo ratings yet
- Moedas Do Brasil - Cronologia 08Document2 pagesMoedas Do Brasil - Cronologia 08Edson GordianoNo ratings yet
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserNo ratings yet
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserNo ratings yet
- Gaúcha de disco aradoDocument15 pagesGaúcha de disco aradoEdson GordianoNo ratings yet
- Melhoria Da Laminabilidade A Frio Do Aço Sae 1070Document9 pagesMelhoria Da Laminabilidade A Frio Do Aço Sae 1070Edson GordianoNo ratings yet
- Vamos Fazer Uma Lixadeira de CintaDocument27 pagesVamos Fazer Uma Lixadeira de CintaEdson GordianoNo ratings yet
- Avaliação Da Dureza Do Aço Abnt 1090 Por Tratamento em TêmperaDocument13 pagesAvaliação Da Dureza Do Aço Abnt 1090 Por Tratamento em TêmperaEdson GordianoNo ratings yet
- Fabricação de turbina eólica verticalDocument16 pagesFabricação de turbina eólica verticalEdson GordianoNo ratings yet
- Manual de Aços GerdauDocument106 pagesManual de Aços GerdauSkyLaserNo ratings yet
- Curso Cutelaria Aço Damasco FacasDocument70 pagesCurso Cutelaria Aço Damasco Facasmarcioflores73% (11)
- Como Agradar A DEUS.Document1 pageComo Agradar A DEUS.Edson GordianoNo ratings yet
- fg004 5d26374964d88Document46 pagesfg004 5d26374964d88Claudio Gomes JuniorNo ratings yet
- ACO 005 Catalogos Acotubo2016 OnLine 01 BarrasAco PDFDocument14 pagesACO 005 Catalogos Acotubo2016 OnLine 01 BarrasAco PDFfabroto88No ratings yet
- Mecanica Elementos de Maquinas PDFDocument74 pagesMecanica Elementos de Maquinas PDFDanilo MartinsNo ratings yet
- Faca Gaúcha Integral Passo a PassoDocument52 pagesFaca Gaúcha Integral Passo a PassoEdson GordianoNo ratings yet
- f1 PT PDFDocument41 pagesf1 PT PDFEdson GordianoNo ratings yet
- Como Escolher Sua Ferramenta para Torneamento PDFDocument438 pagesComo Escolher Sua Ferramenta para Torneamento PDFEdson GordianoNo ratings yet
- f1 PT PDFDocument41 pagesf1 PT PDFEdson GordianoNo ratings yet
- Moedas Do Brasil - Cronologia 06Document2 pagesMoedas Do Brasil - Cronologia 06Edson GordianoNo ratings yet
- WEG CFW 08 Manual Do Usuario 0899.5241 5.2x Manual Portugues BRDocument214 pagesWEG CFW 08 Manual Do Usuario 0899.5241 5.2x Manual Portugues BRJeferson TavaresNo ratings yet
- Como Agradar A DEUSDocument1 pageComo Agradar A DEUSEdson GordianoNo ratings yet
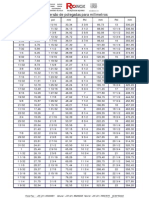
- Conversão de polegadas para milímetros tabelaDocument1 pageConversão de polegadas para milímetros tabelaV Ferrari FêNo ratings yet
- Implantação da NBR 17025:2005 em 12 mesesDocument2 pagesImplantação da NBR 17025:2005 em 12 mesesEdson Gordiano100% (1)
- Cartat 1 PRN PDFDocument2 pagesCartat 1 PRN PDFEdson GordianoNo ratings yet
- Apostila - Cura InteriorDocument7 pagesApostila - Cura InteriorLista Modelo dos 1296% (129)
- Conversão de polegadas para milímetros tabelaDocument1 pageConversão de polegadas para milímetros tabelaV Ferrari FêNo ratings yet
- Apostila Banco de DadosDocument79 pagesApostila Banco de DadosInforma100% (7)
- 147 Vinde Apos Mim e Vos Farei Pescadores de Homens PDFDocument2 pages147 Vinde Apos Mim e Vos Farei Pescadores de Homens PDFEdson GordianoNo ratings yet
- História da Eletricidade de 600 a.C. a 1800Document25 pagesHistória da Eletricidade de 600 a.C. a 1800bergonseNo ratings yet
- Questões de Matemática e Lógica do ENEM 2015Document22 pagesQuestões de Matemática e Lógica do ENEM 2015Deivid Madeira0% (1)
- UX 45 Ux 67 Manual de UsuarioDocument62 pagesUX 45 Ux 67 Manual de Usuarioapi-370222586% (14)
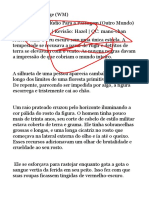
- Modfied Womanizing Mage 1-15Document100 pagesModfied Womanizing Mage 1-15kirkbouerNo ratings yet
- Apostila Completa Florais Etericos Mestra Polly PDFDocument57 pagesApostila Completa Florais Etericos Mestra Polly PDFPollyanna Morais100% (1)
- Ex Lei GaussDocument22 pagesEx Lei GaussAdairJRibeiroNo ratings yet
- Artigo Vis de Esc Pelos Met Óp Shadowgraph e Schlieren 1 PDFDocument12 pagesArtigo Vis de Esc Pelos Met Óp Shadowgraph e Schlieren 1 PDFELTON REGIS NASCIMENTO DA SILVANo ratings yet
- XC760K - Operação e ManutençãoDocument101 pagesXC760K - Operação e ManutençãoHenriqueNo ratings yet
- Uso de EPI é fundamental para segurança no trabalhoDocument20 pagesUso de EPI é fundamental para segurança no trabalhosetaviso engenhariaNo ratings yet
- Efeitos Da Radioatividade No Ser Humano e As Aplicações Da RadioatividadeDocument3 pagesEfeitos Da Radioatividade No Ser Humano e As Aplicações Da RadioatividadeJulia PupinNo ratings yet
- Instalações Elétricas 3ed - Nery PDFDocument269 pagesInstalações Elétricas 3ed - Nery PDFLunarti100% (1)
- Matemática e Ciências da NaturezaDocument13 pagesMatemática e Ciências da NaturezaRicardo MartinsNo ratings yet
- Especialidade - Climatologia - PROVADocument7 pagesEspecialidade - Climatologia - PROVAAldo Bezerra BittencourtNo ratings yet
- Iluminação no Unity: tipos, adição e configuraçõesDocument31 pagesIluminação no Unity: tipos, adição e configuraçõesValdete FigueiredoNo ratings yet
- FT 857D PortuguêsDocument132 pagesFT 857D PortuguêsDavid Lopes100% (1)
- Robo Selvagem - Peter BrownDocument204 pagesRobo Selvagem - Peter BrownzpnmnbjdkcNo ratings yet
- BestiarioDocument10 pagesBestiarioApolo OliveiraNo ratings yet
- Francisco C. Xavier André Luiz Nos Domínios Da MediunidadeDocument145 pagesFrancisco C. Xavier André Luiz Nos Domínios Da Mediunidadevrejane3No ratings yet
- A Família do MarceloDocument212 pagesA Família do Marceloluciana canalNo ratings yet
- Cálculos técnicas radiológicasDocument3 pagesCálculos técnicas radiológicasKenia Chaves100% (2)
- Stihl FS 55 (BR)Document44 pagesStihl FS 55 (BR)Adal Silva50% (2)
- Para RaioDocument39 pagesPara RaioMichel WeiderNo ratings yet
- Análise de Risco para Serviços de Movimentação de Materiais com Trator de EsteirasDocument9 pagesAnálise de Risco para Serviços de Movimentação de Materiais com Trator de EsteirasAna Paula AmaralNo ratings yet
- P35 Lista Luzes VOL I Digital OUT2023Document304 pagesP35 Lista Luzes VOL I Digital OUT2023joaosaraiva1307No ratings yet
- Processo de fabricação por corte a laserDocument2 pagesProcesso de fabricação por corte a laserRener MeloNo ratings yet
- A história da radiestesia da pré-história à idade médiaDocument44 pagesA história da radiestesia da pré-história à idade médiajeffersonlain100% (1)
- SW1G52P0 ManualDocument54 pagesSW1G52P0 ManualMarlonNo ratings yet
- KANAFLEXDocument28 pagesKANAFLEXLeandro AssunçãoNo ratings yet
- Tecnologia de Alimentos: IntroduçãoDocument100 pagesTecnologia de Alimentos: IntroduçãoJoelma AbreuNo ratings yet
- Guia Completo de Gestão Norm e TenormDocument54 pagesGuia Completo de Gestão Norm e TenormDaianne Madureira100% (1)