You might also like
- Shop-4-Cross Peen Hammer HeadDocument8 pagesShop-4-Cross Peen Hammer HeadJag MasterNo ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- LATHEDocument9 pagesLATHEArun PrasadNo ratings yet
- Mashop Theory and PracticeDocument38 pagesMashop Theory and PracticeCel Caren MakidatoNo ratings yet
- MTM Lab Report..517Document78 pagesMTM Lab Report..517Furqan AhmadNo ratings yet
- Lab MannualsDocument15 pagesLab MannualsJatin PahujaNo ratings yet
- Threading Operations of Lathe SystemDocument37 pagesThreading Operations of Lathe SystemResshille Ann T. SalleyNo ratings yet
- Make a Pin Hammer with Hand & Machine ToolsDocument17 pagesMake a Pin Hammer with Hand & Machine ToolsTan YikcongNo ratings yet
- JOB REPORT ON MACHINE SHOP TURNINGDocument8 pagesJOB REPORT ON MACHINE SHOP TURNINGNur Akmal100% (1)
- Production Technology: Department of Mechanical EngineeringDocument17 pagesProduction Technology: Department of Mechanical Engineeringrahul bhattNo ratings yet
- Lab 1Document8 pagesLab 1Khurram SattarNo ratings yet
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- Lathe Facing Operation Reduces Cylindrical Workpiece LengthDocument32 pagesLathe Facing Operation Reduces Cylindrical Workpiece Lengthusmaniqbal15No ratings yet
- Lathe MachineDocument20 pagesLathe MachineNor Faizal Nuroddin100% (2)
- Shop Exercise 5Document7 pagesShop Exercise 5marisonNo ratings yet
- Machine ShopDocument21 pagesMachine ShopBiladenNo ratings yet
- Lathe Safety ProceduresDocument6 pagesLathe Safety ProceduresbrodyNo ratings yet
- MTM FinalDocument59 pagesMTM FinalQasim AliNo ratings yet
- A LatheDocument7 pagesA LathePassmore DubeNo ratings yet
- Lathe Machine Guide: Components, Operations & SafetyDocument34 pagesLathe Machine Guide: Components, Operations & SafetyIxora My0% (2)
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Various Types of Operations Performed in Lathe Machine - Education Discussion PDFDocument13 pagesVarious Types of Operations Performed in Lathe Machine - Education Discussion PDFtinku meenaNo ratings yet
- Shop Practice Number 4Document9 pagesShop Practice Number 4JantzenCaliwliwNo ratings yet
- Experiment No. 2: To Perform Facing Operation On LatheDocument3 pagesExperiment No. 2: To Perform Facing Operation On LatheHasnain Ashraf100% (1)
- Hammer Full ReportDocument9 pagesHammer Full ReportVince Ong100% (3)
- Machining ProcessDocument23 pagesMachining ProcessAshish KatariaNo ratings yet
- c5 Lathe 120203152613 Phpapp02Document30 pagesc5 Lathe 120203152613 Phpapp02Preavin Kutty Thamotharan100% (1)
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- Lathe MachineDocument7 pagesLathe MachineJacTomlinNo ratings yet
- Lab Report 3Document7 pagesLab Report 3mamoona noreenNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Facing OperationsDocument8 pagesFacing OperationsRaihan KabirNo ratings yet
- A Milling MachineDocument8 pagesA Milling MachinepedjaNo ratings yet
- Machine Tool and Maching Lab ReportDocument20 pagesMachine Tool and Maching Lab ReportFurqan AhmadNo ratings yet
- Lathe ExperimentDocument7 pagesLathe ExperimentMd Sajib SheikhNo ratings yet
- Lathe Operations & Cutting Tools GuideDocument16 pagesLathe Operations & Cutting Tools Guideohfwo nsfjdfNo ratings yet
- Facing Operations: Using A 4-Jaw ChuckDocument8 pagesFacing Operations: Using A 4-Jaw ChuckMajida AdilNo ratings yet
- Machine ShopDocument22 pagesMachine Shopanurag6866No ratings yet
- Presentation On Lathe and Shaper MachineDocument13 pagesPresentation On Lathe and Shaper Machinemukul anand jhaNo ratings yet
- Lathe and DrillingDocument13 pagesLathe and DrillingwableamolmechNo ratings yet
- Lathe MachineDocument8 pagesLathe MachineMarc Augustus GarciaNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- BTEC Assignment - Unit 30Document18 pagesBTEC Assignment - Unit 30Muthu RajanNo ratings yet
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- JJ 104 Workshop Technology 1 MillingDocument44 pagesJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Lathe MachineDocument38 pagesLathe Machinealmir_rimlaNo ratings yet
- Experiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundDocument3 pagesExperiment No 8: To Perform Boring Operation On Lathe: Theoretical BackgroundHasnain AshrafNo ratings yet
- ME2207 Lab ManualDocument45 pagesME2207 Lab ManualchristadcrNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerNo ratings yet
- Lathe Machine ReportDocument28 pagesLathe Machine ReportFaizal64% (11)
- Ex. No. Date Name of The Experiment Page No. Remarks Staff SignatureDocument18 pagesEx. No. Date Name of The Experiment Page No. Remarks Staff SignatureDivin Kumar MNo ratings yet
- Basic Operation of A LatheDocument6 pagesBasic Operation of A LatheRex GalichaNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Machine ShopDocument12 pagesMachine ShopAmmad Ud DinNo ratings yet
- Shop Practice No. 7 Off Hand Method: Ball-Peen HammerDocument13 pagesShop Practice No. 7 Off Hand Method: Ball-Peen HammerEriane Garcia100% (2)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- CarAV AVH 3750DVDDocument1 pageCarAV AVH 3750DVDgerardo perezNo ratings yet
- 5000 Gantry ReplacementDocument8 pages5000 Gantry ReplacementkarlwizardNo ratings yet
- CS-341 Chain Saw: Parts CatalogDocument36 pagesCS-341 Chain Saw: Parts CatalogГоран СтанишићNo ratings yet
- MEP FP Inspection Checklist PDFDocument6 pagesMEP FP Inspection Checklist PDFRichard RajkumarNo ratings yet
- Production Schedule MonitoringDocument34 pagesProduction Schedule Monitoringamma mimuNo ratings yet
- Branch Circuits SimplifiedDocument60 pagesBranch Circuits SimplifiedEmman Joshua BustoNo ratings yet
- Suzuki GSX400 Parts CatalogDocument218 pagesSuzuki GSX400 Parts CatalogNino AlicNo ratings yet
- MR337CLIO6Document33 pagesMR337CLIO6Linas Vr100% (2)
- IND Drawworks DLS 163Document11 pagesIND Drawworks DLS 163Jose Luis MazzoniNo ratings yet
- CatalogueDocument132 pagesCataloguesamsungmkNo ratings yet
- Design and Function of Spray GunDocument5 pagesDesign and Function of Spray GunHomayoon GeramifarNo ratings yet
- General Purpose Machine Tools GuideDocument33 pagesGeneral Purpose Machine Tools GuidemecoolguysNo ratings yet
- Latihan Combase Excel Universitas UTI 2022Document9 pagesLatihan Combase Excel Universitas UTI 2022Maria Dewinta AgustinNo ratings yet
- Catalogo - Claves SatDocument8 pagesCatalogo - Claves SatAngeles SanchezNo ratings yet
- MSP Duct Installation ManualDocument48 pagesMSP Duct Installation ManualPablo DenisNo ratings yet
- Lathe Milling Tools Flute Slot Drills 2Document4 pagesLathe Milling Tools Flute Slot Drills 2enricoNo ratings yet
- Daywaise Diary of ITRDocument8 pagesDaywaise Diary of ITRIsha Awhale PatilNo ratings yet
- 938K Eletrico Serie AltaDocument39 pages938K Eletrico Serie AltaEmanoel FelipeNo ratings yet
- 1326AB Motor Junction Box: Installation InstructionsDocument8 pages1326AB Motor Junction Box: Installation InstructionsNelson MartinezNo ratings yet
- Installation Procedure for Evans Waterless Coolant and ResistorPac in 2011 Navistar MaxxForce 13LDocument9 pagesInstallation Procedure for Evans Waterless Coolant and ResistorPac in 2011 Navistar MaxxForce 13LVeterano del CaminoNo ratings yet
- Bettis 2000 Series E796 M2CP: Installation and Maintenance ManualDocument27 pagesBettis 2000 Series E796 M2CP: Installation and Maintenance ManualCristian GarcíaNo ratings yet
- Electrical Wiring Components and AccessoriesDocument21 pagesElectrical Wiring Components and Accessoriesanshuman singhNo ratings yet
- Installation Operation Maintenance: Chilled Water Fan Coil Unit Maxxum Model:HCCA Size:10 24Document20 pagesInstallation Operation Maintenance: Chilled Water Fan Coil Unit Maxxum Model:HCCA Size:10 24mgs nurmansyahNo ratings yet
- Lathe, Lathe Tools and WorksDocument5 pagesLathe, Lathe Tools and WorksHafsah M. MohammadaliNo ratings yet
- Volkswagen Engine and Transmission Codes: DTC DescriptionDocument27 pagesVolkswagen Engine and Transmission Codes: DTC DescriptionDanyBobNo ratings yet
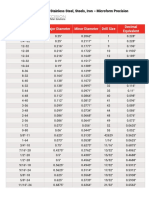
- TapDrill Chart Stainless Steel Iron Steel Microform PrecisionDocument2 pagesTapDrill Chart Stainless Steel Iron Steel Microform PrecisionOdanasNo ratings yet
- Emplacement Article Listing with Product DetailsDocument77 pagesEmplacement Article Listing with Product DetailsamineNo ratings yet
- Sony Kv-xf21 ManualDocument26 pagesSony Kv-xf21 ManualMuns BadillaNo ratings yet
- Scott Service ManualDocument68 pagesScott Service ManualzokiNo ratings yet
- Turbine Area LCP: S.N. Description Specification Material CodeDocument99 pagesTurbine Area LCP: S.N. Description Specification Material CodeYadav AkhileshNo ratings yet