Professional Documents
Culture Documents
Materi
Uploaded by
Artha LadyLookOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Materi
Uploaded by
Artha LadyLookCopyright:
Available Formats
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.
TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
I. Materi :
1. Welding process 2. Welding metalurgi 3. Non Destructive Testing Non radiasi (Ultrasonic Test, Magnetic Particle Test, Penetrant Test) 4. Destructive Testing (Uji tarik, Uji bending, Uji Pukul Takik/Charpy, Uji Kekerasan 5. Non Destructive Testing Radiasi (Radiografhy) 6. Pengantar Inspeksi Teknik Las 7. Gambar Teknik 8. Piping System 9. Welding Procedure Specification (WPS) 10. System Pelaporan Inspeksi Teknik 11. AWS 2.4 (Standard Symbols For Welding, Brazing, and NDE) 12. AWS 3.0 (Standard Welding Term and Definition) 13. Risk Based Inspection (RBI) 14. Offshore Structure 15. AWS D1.1 (Structural Welding Code for Steel) 16. Safe Practice For Welding Inspector 17. ASME IX (Qualification Standard For Welding and Brazing Procedure, Welders, Brazers, and Welding and Brazing Operator) 18. API 1104 (Welding of Pipe Line and Related Facilities) 19. API 650 (Welded Steel Tanks for Oil Storage) 20. API 653 (Tanks Inspection, Repair, Alteration, and Reconstruction) 21. Keselamatan dan Kesehatan Kerja Migas (K.3 Migas) 22. Keselamatan dan Kesehatan Kerja Umum (K.3 Umum) Page 1 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
23. ASME VIII (Bejana Tekan / Pressure Vessel) 24. Safe Practices and Matrix Praktices
II. Manfaat Training
Pada saat ini untuk pekerjaan yang berhubungan dengan aktivitas pengelasan banyak sekali dilakukan, baik di kawasan Migas (Minyak dan gas) maupun di kawasan industri diluar Migas, aktivitas pengelasan tersebut tidak sedikit dilakukan dengan asal jadi yang tanpa melibatkan seorang Quality Control atau Welding Inspector dan sudah barang tentu dengan hasil yang tidak memenuhi standar kualitas, serta pengelasan tersebut dilakukan tanpa prosedur yang sebenarnya harus diikuti. Dalam kesempatan training ini kita semua berharap bisa memahami ilmu tentang pengelasan atau welding secara detail, prosedur welding, standard dan code yang dipakai pada setiap pengelasan serta batasan-batasan criteria penerimaan pengelasan yang memenuhi standar. Diharapkan untuk masa mendatang kita semua dapat belajar lebih banyak tentang welding dan standard serta code yang dipakai dalam melakukan welding yang baik dan benar.
III. Penjelasan Materi 1. Welding Proses
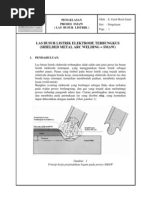
Macam-macam welding proses : 1.1. SMAW (Shielded Metal Arc Welding) Pengelasan SMAW yaitu pengelasan yang paling umum digunakan didalam dunia konstruksi pengelasan, dan biasa disebut dengan pengelasan stick, proses pengelasan dilakukan dengan metode manual dimana electrode dipasang pada electrode holder atau stang las yang di set pada kutup positip, dan kutup negatip dijepit pada benda kerja.
Page 2 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
1.2. GTAW (Gas Tungsten Metal Arc Welding) Pengelasan GTAW yaitu pengelasan dengan menggunakan shielding gas dalam hal ini argon atau helium, pengelasan dilakukan dengan tig torch pada kutub negatip dan kutup positip pada benda kerja. Pengelasan dengan arc yang ditimbulkan dari tungsten dan pencairan tig rod untuk bahan pengisi atau filler metalnya.
1.3.
SAW (Submerdged Arc Welding) Pengelasan SAW dilakukan dengan cara otomatis dengan menggunakan shielding slag yang dapat dipakai beberapa kali. Pengelasan ini tidak flexible karena hanya bisa dilakukan pada posisi flat / datar dan horizontal.
1.4.
GMAW (Gas Metal Arc Welding) Proses pengelasan ini sebenarnya tidak jauh berbeda dari proses pengelasan GTAW hanya saja tidak menggunakan tungsten, pencairan filler metal langsung dilakukan dengan metode seperti SMAW tetapi wire (Consumable welding) secara otomatis keluar dari torchnya dengan wire yang terdapat pada satu roll feeder, untuk shielding gas tetap memakai argon atau helium.
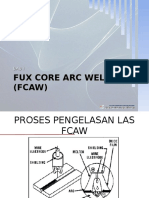
1.5. FCAW (Flux Core Arc Welding) Prinsip kerja proses welding FCAW GMAW tetapi pada proses ini weldingnya sebagai shielding. 1.6. Flash Welding Proses pengelasan flash welding dilakukan dengan cara memberi panas pada ujung material yang akan disambung, dan Page 3 of 48 sama dengan didalam wire consumable
terdapat suatu flux atau serbuk yang berfungsi
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
setelah mencapai panas yang diinginkan maka kedua material tersebut ditekan antara satu dengan yang lainnya sampai kedua ujungnya menyatu setelah menyatu posisi sambungan yang terdapat permukaan yang lebih digerinda sampai halus. Proses pengelasan ini biasa dilakukan pada penyambungan rel kereta api.
1.7.
Friction Welding Proses pengelasan friction welding ini dilakukan dengan cara kedua sisi ujung material yang akan disambung diclamp, satu sisi di clamp fix serta sisi yang lain diclamp pada rotating equipment yang akan berputar. Kedua ujung material yang akan disambung disinggungkan (Proses gesekan). Setelah material diputar beberapa saat maka akan menimbulkan percikan api dan panas, setelah mendapatkan panas yang cukup kedua benda ditekan satu sama lain dan akan tersambung.
1.8.
OAW (Oxy Acetelene Welding) Proses pengelasan type ini biasa di lakukan pada pekerjaan perbengkelan dimana hanya dibutuhkan oxigen dan acetelene sebagai pembakar atau pencair bahan pengisi, yang melebur hanya kawat las atau bahan pengisinya saja sedangkan material yang disambung tidak ikut mencair.
1.9. Arc Stud Welding Proses pengelasan arc stud welding hampir sama dengan proses pengelasan SMAW hanya saja pada proses ini langsung ke ke benda holder kerja (stang lainnya las) dan di tidak digunakan electrode tetapi material yang akan disambung ditempelkan singgungkankan maka akan
menimbulkan arc dan ke dua benda akan langsung tersambung. Page 4 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
1.10. Pengelasan Karbit Pengelasan karbit sama dengan proses pengelasan oxy Acetelene hanya saja pada proses pengelasan ini bahan untuk penimbul panasnya adalah karbit sedangkan pada proses pengelasan oxy acetelene sebagai penimbul panasnya adalah acetelene.
1.11. Laser Welding Proses pengelasan ini dengan menggunakan sinar laser untuk mencairkan dua buah benda yang akan disambung agar menjadi fusi 1.12. Spot Welding Proses pengelasan spot welding menggunakan panas dari energi lisrik yang disalurkan pada sebuah ujung torch dan dipress atau ditekan pada benda yang akan disambung, Pada proses ini biasanya digunakan untuk menyambung plate-plate tipis seperti body mobil. 1.13. Under Water Welding (Wet welding and Dry welding) Proses under water welding ada dua type yaitu wet welding (pengelasan basah) dan dry welding (pengelasan kering). Proses pengelasan ini hanya menerangkan prinsip pengelasannya saja, tentang proses apa yang dipakai dalam pengelasan ini tidak dijelaskan. Khusus untuk pengelasan dry welding bisa dipakai bermacam-macam proses. Dry welding prinsip pengelasannya dengan cara dibawah air dibuat sebuah ruangan yang memang dipersiapkan seperti pengelasan didarat dengan ruangan yang dipersiapkan sedemikian rupa atau dibuat chamber, pengelasan ini biasa disebut Imperbaric. Sedangkan Page 5 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
pengelasan wet welding dilakukan memang dengan kondisi sebenarnya, juru las harus dipersiapkan dengan menggunakan perlengkapan penyelaman (Diving tools) dan alat air compressor sebagai penyemprot area welding pada saat berlangsungnya pengelasan dengan menggunakan electrode khusus water proof. 1.14. Dur Metal for Welding Dur Metal welding sama dengan proses cold welding yaitu proses welding dengan bahan kimia. 1.15. EBW (Electron Beam Welding / Bombardment Welding) Pengelasan type ini dengan menggunakan listrik tegangan 500 volt dilakukan pada ruang vacum yang berfungsi untuk menghindari terjadinya oksidasi.
2. Metalurgi Las
2.1. Struktur atom pada logam Jenis-jenis struktur atom pada logam : Face Centered Cubic (FCC) Body Centered Cubic (BCC) Hexagonal Centered Cubic (HCC) Sifat mekanis material adalah sipat kekuatan yang dimiliki oleh suatu material, misalnya kekuatan tarik dan kekuatan tekan. 2.2. Perubahan struktur mikro Perubahan struktur mikro bisa didapat dengan cara heat treatment atau perlakukan panas, perubahan struktur mikro ini bisa merubah sipat dari material. 2.3. Diagram fasa
Page 6 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Diagram fasa dibuat harus disesuaikan dengan komposisi kimia masing-masing material, jadi setiap type material mempunyai bentuk diagram fasa masing-masing. 2.4. Tegangan sisa Tegangan sisa atau residual stress yaitu tegangan yang terdapat pada hasil lasan karena butir-butir komposisi logam yang tidak seragam. Untuk menghilangkan residual stress selain dengan proses post weld heat treatment lasan pada saat masih panas. 2.5. Heat Number Heat number yaitu suatu rangkaian nomor yang menjelaskan spesifikasi dari material seperti komposisi kimia, nomor coran pabrik atau nomor tungku. 2.6. Mill Certificate Yaitu certificate yang menjelaskan spesifikasi dari material secara lengkap seperti komposisi kimia (chemical properties), mechanical properties (tensile strengh, yield strengh dan elongation strength), manufacture, code yang dipakai, heat number, dimensi dan weigh atau berat. 2.7. Analisa kimia (Wet and Dry analisys) Cara untuk menentukan fasa martensit, ferit dan ferlit pada mikro structure atau pembacaan dilaboratarium. - Potong material pada area welding - Ambil penampang dengan diameter lebih kurang tiga inchi - Material diamplas sampai licin - Dilakukan proses Etsa (Pengkorosian) - Dicuci Page 7 of 48 (pwht) biasa juga dengan cara peening yaitu dengan cara memukul-mukul area
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
- Dilindungi atau diprotec dari kemungkinan korosi (dilubrikasi / dioli) - Diperiksa pada mikroscop.
3. Non Destructive Testing (NDT) Non radiasi
3.1. UT (Ultrasonic Test) Pengujian Ultrasonic flaw detector (UFD) digunakan untuk memeriksa cacat material atau lasan dengan menggunakan getaran gelombang. Gelombang longitudinal (gelombang lurus) dan gelombang transfersal. Getaran yang dapat didengar oleh telinga manusia adalah getaran dibawah 20 kilocycle/second, material yang terdapat pada bagian dasar probe adalah barium yang berfungsi untuk merubah getaran menjadi electric ataupun sebaliknya. 3.1.1. Kalibrasi probe normal Maksud kalibrasi adalah mengecek atau mengeset suatu alat untuk kebenaran hasil inspeksi, kalibrasi probe normal yaitu untuk mengkalibrasi resolusi, horizontal linier, vertical linier dan sensitivitas. 3.1.2. Kalibrasi probe TR (Transmitter Receiver)
3.1.3. Kalibrasi probe sudut Kalibrasi jarak, block V2, Range. Probe sudut yang biasa dipakai yaitu : 45 0, 60 0, 70 0 dan 90 0. 3.1.4. Pemeriksaan sambungan las 3.1.4.1. Distance Gain Size (DGS) 3.1.4.2 Sizing (API) Page 8 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Metode 6 db drop untuk mencari panjang cacat lasan, 20 db drop mencari tinggi cacat lasan, Equalisasi yaitu untuk mencari resolusi (tinggi dua puncak yang sama) yaitu untuk mengetahui pinggir cacat. Penggunaan biasanya 20 db drop untuk pengelasan dan dan 60 db drop untuk laminasi. 3.2. MPI (Magnetic Particle Inspection) Tujuan Magnetic Particle Inspection yaitu untuk mencari cacat pada permukaan atau dekat dengan permukaan sekitar 3 mm kedalaman cacat las dari permukaan, dengan cara bendanya dialiri magnet. 3.2.1. Prosedure - Umum - Medium - Persiapan permukaan - Teknik pelaksanaan - Arah dan kesempurnaan medan magnet - Demagnetisasi - Pemeriksaan peralatan - Teknik Yoke - Teknik Longitudinal - Teknik Sirkular 3.2.2. Cara Penggunaan / Melakukan - Benda uji dibersihkan dengan cleaner sampai benarbenar bersih - Benda uji disemprotkan dengan WCP.2 (White Contras Paint) - Benda uji dialiri magnet - Benda uji disemprotkan dengan HF.7 atau ink / tinta atau dengan serbuk besi Page 9 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
3.2.3. Teknik (Yoke : Longitudinal, Sirkuler) Teknik Yoke ada dua jenis : - Fluida fluorescent yaitu pengujian dilakukan pada ruangan gelap interprete dengan cara penerangan lampu ultraviolet. - Fluida nonfluorescent yaitu pengujian dengan pembacaan langsung. Teknik longitudinal perhitungan kekuatan magnet berdasarkan panjang dan diameter diagonal benda uji. Teknik sirkuler : Diameter kecil dari 5 inch 700 Amp 900 Amp per inchi. Diameter 5 inchi 10 inchi 500 Amp 700 Amp per inchi. Diameter 10 inchi 15 inchi 300 Amp 500 Amp per inchi. 3.2.4. Metode Demagnetisasi AC : Dililitkan kembali dan arus diturunkan DC : Kutupnya dibalik. 3.3. Penetrant Test (PT) 3.3.1. Macam-macam Penetrant Test - Fluorescent dilakukan dengan pembacaan lampu ultraviolet - Non fluorescent bisa dilakukan dengan pembacaan langsung 3.3.2. Teknik Uji Penetrant Test Medium pengujian PT : Cleaner, penetrant dan developer. Prinsip kerjanya Kapilaritas atau mengisi ruang yang kosong. Cara pengujiannya. Material uji dibersihkan dengan cleaner Material disemprot dengan penetrant Page 10 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Tunggu sekitar 10 menit holding time kain Setelah bersih benda uji disemprotkan dengan developer, apabila terdapat cacat maka pada bagian itu akan kelihatan merah karena penetrant yang masuk kecelah bagian yang cacat tadi akan terangkat oleh developer. Penetrant dibersihkan tetapi tidak boleh disemprot langsung dengan cleaner, dibersihkan dengan
4. Destructive Testing
4.1. Uji Tarik - Batas ulur RM / S.0 Dimana : RM = Batas ulur (kg f) S.0 = Luas penampang awal (mm2) PM / S.0 Dimana : PM = Kuat tarik (kg f) S.0 = Luas Penampang awal (mm2) Regang L1 L0 L0 Dimana : L0 = Panjang awal benda uji L1 = Panjang benda uji setelah ditarik Reduksi S0 S1
x 100 %
X 100 %
Kuat tarik
Page 11 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
S0 Dimana : S0 = Luas penampang benda uji awal S1 = Luas penampang benda setelah diuji 4.2. Uji lengkung / bending Uji lengkung atau bending test terdiri dari tiga bagian, yaitu Root bend test Face bend test Side bend test Rumus kekuatan lengkung : PxL 4 Wt2 6 Dimana : P = Beban (kgf) L = Panjang benda uji Wt2 = Lebar benda uji Catatan : Kg f (kg force) = Satuan gaya Kg = Satuan berat 4.3. Uji pukul takik / Impack (Charpy Test) Satuan Joule, ukuran dalam micro Data yang harus diambil : Tebal benda secara keseluruhan Tebal benda dibawah notch (takikan) Lebar Page 12 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Panjang Energi 1 Kg massa = 9.81 Joule Shear fracture (bagian penampang yang berwarna cerah atau putih pada benda uji yang telah dimpack) dalam % diambil pada table.
4.4. Uji kekerasan - Brinnell - Vicker - Rockwell
5. Non Destructive Testing Radiasi (Radiografhy)
5.1. Waktu paruh radioisotope Waktu paruh maksudnya adalah lamanya periode berkurangnya nilai aktifitas atau curri suatu radioisotope 1620 tahun 30 tahun 5.3 tahun 130 hari 75 hari sebesar setengah nilai awal. Radium 226 (RA 226) Casium 137 (CS 137) Cobalt 60 (CO 60) Thulium 170 (TM 170) Iridium 192 (IR 192)
Dua jenis radiasi yang sering dipakai dalam radiography adalah sinar X dan sinar gamma ( ). Intensitas sinar X ditentukan oleh arus (miliamper). Sinar X mempunyai sipatsipat sebagai berikut : Bergerak menjalar pada kecepatan cahaya 186.000 mil/detik (1 mil = 1.6 km). Bergerak menjalar dari kiri ke kanan Pengertian-pengertian lain : Panjang gelombang yaitu gelombang Jarak antara dua puncak
Page 13 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Frekuensi adalah jumlah gelombang electromagnetic yang melewati satu titik tertentu dalam satu detik. Sinar X dan sinar gamma yang mempunyai frekuensi dan panjang gelombang yang sama, akan mempunyai sipat yang sama atau identik.
Sensitifitas yaitu fungsi dari contras dan definisi radiografhy atau ukuran keakuratan Definisi adalah suatu ukuran yang berkenaan dengan bayangan dari hasil radiografhy, yaitu garis demarkasi / pembatas antara tempat-tempat yang mempunyai densitas yang berbeda
Perbandingan exposure time antara film lambat (butiran kecil) dan film cepat (butiran besar) adalah 4 : 1 Jenis-jenis film misalnya D2, D4, D7, D10 untuk produk Agfa Total Radiografhy Contras didefenisikan sebagai kombinasi dari subject contras dan film contras dan tergantung pada radiasi yang digunakan, jenis film, speciment, radiasi hambur serta screen yang digunakan.
Latitude adalah range ketebalan yang masih dapat terekam dalam film radiografhy Bayangan Latent adalah bayangan yang terbentuk apabila film terexposure oleh sinar radiasi yang berionisasi pada film dan akan terlihat setelah diproses.
Exposure time adalah waktu penetrasi yang radiasi untuk menembus suatu material
dibutuhkan
Contras adalah perbandingan antara densitas film pada daerah yang berbeda pada film radiografhy Absorption / penyerapan adalah kemampuan dari speciment untuk menahan laju sinar radiasi melewati material Cara memproses film radiografhy :
Page 14 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Developer, direndam 5 8 menit dalam temperature 20o , waktu 2 menit Stop batch, Penetral developer film di rendam selama 1 menit dengan cara film sambil digoyang-goyang Fixer sebagai penguat atau untuk mempermanentkan bayangan yang akan terbentuk pada film, waktu proses 2 kali waktu proses developer
Air bersih, sebagai pembersih film yang telah diproses. Apabila hasil proses film kabut disebut Fogging, dan cacat-cacat yang terdapat pada film disebut Artifacts. Kerugian penggunaan isotop, adalah :
Radiasi tidak dapat dimatikan Hasil Radiografhy kurang contras Kemampuan menembus material tergantung pada isotopnya dan tidak dapat diubah atau divariasi Jika isotop yang memiliki waktu paruh yang pendek maka akan ada penambahan biaya untuk penggantian isotop Shielding yang diperlukan relative tebal
5.2. Besar aktivitas (Currie) Besarnya Curie yang terdapat dalam suatu isotope, untuk menghitung Currie yang tersisa : At = A0 x e Dimana : A0 = Currie awal
t
= 0.693
T T = Waktu paruh 5.3. Menentukan Penetrameter - Wire ASTM dan Wire DIN S x t Page 15 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
100 S = Sensitivitas t = Thickness material Untuk wire ASTM hasil dalam Inchi dan dilihat ketabel Penetrameter, sedangkan untuk wire DIN dalam mm dan nomor penetrameter juga dilihat pada table penetrameter - Plate ASTM S 100 5.4. Menentukan SFD (Sourch Film Distance) SFD adalah untuk menentukan setting jarak antara sourch atau sumber radiasi ke film. SFD = [ d/ug + 1)t d = Diameter sumber radiasi ug = Unsharpness geometri (0.2 0.7 mm) t = Thickness material 1 = Faktor 5.5. Exposure time (Tempo penyinaran) Wp = [Sfd1 / Sfd grafik] 2 x Ci men/Ci Sfd grafik dilihat pada table Sfd 2 Feet untuk IR 192 dan Sfd 700 mm untuk X-ray 5.6. Menghitung sensitivitas Sensitivitas adalah kemampuan film untuk menampilkan cacat terkecil yang bisa dilihat, rumus penentuan sensitivitas Sensitivitas peny wire : S = Diameter wire terkecil x 100 % x t x 1000
t
Page 16 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Sensitivitas peny plate : S = 100 x X 5.7. Density Density atau derajat kehitaman film, density diukur dengan menggunakan film densito atau densitometer (konvensional atau digital). Nilai standard density yang baik adalah antara 2 sampai dengan 2.5 5.8. Menghitung Ug (Unsharpness geometri) Unsharpness geometri adalah suatu parameter yang menentukan defenisi. Ug = t x d Sfd t d = diameter sourch / sumber radiasi TxH 2
6. Pengantar Inspeksi Teknik Las
Inspeksi meliputi : Investigasi Deteksi Survey Check Test Pengujian
Langkah-langkah Inspeksi : Review document Survey : Object, lokasi, kondisi. Survey secara qualitative yaitu cepat dan secara garis besar. Detection : Measurring atau pengukuran data lanjut secara Page 17 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
akurat dan teliti Examination : Untuk pengujian temuan Reporting : Pendahuluan (synopsis), discripsi singkat pekerjaan, Record Discution (berhubungan dengan pihak lain) : proses, prosedur, logistic, safety, teknik, bagian-bagian lain - Conclussion (kesimpulan) - Recomendasi / saran harus di sign oleh inspector - Tindak lanjut / follow up Inspection : - QC (Quality Control) adalah semua kegiatan operasional dalam rangka pengendalian mutu agar produk sesuai dengan keinginan pihak pengguna atau pelanggan - QA (Quality Assurance) adalah semua kegiatan managerial dalam rangka memastikan kembali bahwa semua langkah QC (Oleh pihak lain) telah dilaksanakan sesuai persyaratan pihak pengguna atau pelanggan. Pendekatan Pengertian Inspeksi : New and cold Corroded Sesuai status / jenis tahap pekerjaan : Pra project Engineering design - Bidding (Main constraction) Detail engineering - Procerement Construction Mechanical completion Precomisioning Page 18 of 48 kongklusi awal (kesimpulan awal)
- Rincian langkah-langkah inspeksi : visual, ndt dan dt
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Start up Operational Sesuai dengan jenis disiplin yang dominan : Welding Inspection Tank Inspection Piping Inspection Plant Inspection Statuori Inspection Painting Inspection, dan lain-lain New and Cold adalah kondisi suatu equipment atau peralatan yang telah siap difabrikasi tetapi belum perna dioperasikan. Corroded adalah peralatan yang telah pernah atau sedang dioperasikan . Philoshopy (pilsapat) New and cold adalah mengupayakan agar peralatan difabrikasi atau dibangun sesuai dengan persyaratan, spesifikasi dan standard yang diacu dan peraturan perundangan yang berlaku. Corroded adalah mengupayakan agar peralatan dapat berfungsi secara optimal dalam waktu operasional yang maksimal dengan waktu kendala yang minimal tanpa melanggar peraturan / perundangan yang berlaku. Inspector profesional adalah keahlian dalam mengendalikan dan memastikan keluaran mutu yang standard dan konsisten dengan mengacu pada referensi yang baku. Ahli adalah pengetahuan / knowledge, skill dan experience. Syarat baku attitude / optitude (sipat / sikap perilaku) : Jujur dalam profesinya Teliti dan hati-hati Bertanggung jawab atau Accountable / responsible Mandiri dan handal (Self sufficient and reliable)
Dari keempat sikap tersebut diatas harus :
Page 19 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Descriptive, selalu menggambarkan atau menguraikan secara Documentative, selalu mencatat semua langkah pekerjaan Berinisiatip / inovatip / creatip. Harus singkat dan padat Menjawab judul Masing-masing mandiri (Menerangkan diri sendiri)
jelas langkah pekerjaan yang dilaksanakan
Conclution (Kesimpulan) :
Apa adanya
- Tidak memfitna / merekayasa / berbohong Saran / Recomendasi : - Singkat dan padat - Workable / dapat dikerjakan Efisien dan effective - Terbuka peluang alternative dan interchangeablity (penggunaan bergantian) Hasil dari 5 pisau analisa : Human personal safety, productivity safety, structural dan constructional safety, economic consideration, environment safety. - Jangan melakukan pekerjaan apapun juga sebelum mempelajari documennya Hold point adalah suatu tahap pelaksanaan pekerjaan yang harus dihentikan sambil menunggu hasil inspeksi pihak pemesan, pelaksanaan pekerjaan boleh dilaksanakan kembali setelah mendapat izin / approval (green light) dari inspector tersebut, tanggal hold point harus diinformasikan paling lambat satu minggu sebelumnya. Jika sewaktu inspector datang pada tanggal yang telah ditentukan proses melewati hold point maka inspector berhak untuk membongkar kembali kelebihan tersebut. Inspection Visit : Page 20 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
No visit : baut, mur, paku, structural, steel, sheet Random visit : Plate, fitting, flange Regular visit : Equipment dengan criticality rating sedang (inspector harus berada dilokasi terus menerus), Criticallity ditinjau dari fungsi, harga, bahaya yang ditimbulkan akibat terkendalanya equipment
Final test metarologi.
: Hydrotest diwithness oleh depnaker, migas,
No load test / trial run : Compressor, generator, turbin) Kondisi visual (last check / punch list) Persiapan pengepakan / pengemasan Preservasi / pencegahan karat sewaktu transfortasi dengan silica gel, zine pich primer, inert gas purging.
Preshipment Inspection :
Non Confermence Report (NCR) Klasifikasi NC : Minor, jenis NC ringan dan cukup ditanggulangi langsung oleh pelaksana tanpa pemberitahuan kepada inhouse inspector Contoh : scratch, nick, minor dent,minor notch Intermiedate, jenis NC sedang yang penanggulangannya memerlukan recomendasi inhouse inspector dan dilaporkan ke inspector pihak pemesan. Contoh : Under cut, cold lap, rework karena salah pasang, kerusakan mekanis. Major, jenis NC yang penanggulangannya memerlukan recomendasi inspector pihak pemesan dan hasilnya cukup mengganggu jadwal delivary. Contoh : Salah material, salah orientasi, crack Fatal, jenis NC yang menyebabkan total rework, dan mengakibatkan tertundanya proyek Contoh : PHK, black list, penuntutan.
Page 21 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
7. Gambar Teknik
Design komunikasi) Gambar Teknik (Sarana
Executor / Pelaksana ( Realisasi design dari wacana ke nyata ) Design rumit/sulit
Interpreter / Penterjemah Rincian pekerjaan
Work drawing yang rinci dan lebih Sederhana dan effective
Jenis-jenis gambar teknik 7.1. Sketsa Ciri-cirinya : Kasar, cepat, jelas, prehand, berukuran garis besar. 7.2. Gambar 2 dimensi
Page 22 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
General
arrangement,
ciri-ciri
Jelas,
halus,
menggambarkan
keseluruhan,
beridentifikasi,
berukuran, BOM (Bill Of Material) - Part, ciri-ciri : Bagian, berukuran, kadang berupa penampang, halus, rinci, beridentifikasi - Flow diagram, jenis drawing ini adalah proses diagram,piping and instrument diagram (P and ID), block diagram. Ciri-ciri nya : Halus tidak berukuran, tidak berorientasi, tidak berskala, jelas, beridentifikasi, bertanda panah alir. Plot / plant (Topography), ciri-ciri : Halus, jelas, berukuran, gambar penampang berorientasi, elevasi, berskala. 7.3. Gambar 3 dimensi Isometric, khusus perspektif (birds eye view) misalnya sketsa benda terukur, sketsa benda tidak terukur (artistic) Guna sketsa : Menggambarkan secara cepat suatu object inspeksi / benda secara garis besar namun cukup akurat - Menggambarkan suatu kondisi atau situasi object lingkungan proses - Menggambarkan - Mengekpresikan situasi / impian Gambar teknik adalah sarana atau media komunikasi tentang hal konstruksi (ciptaan atau gagasan teknik) Antara designer teknik dengan pihak penterjemah dan atau pelaksana ciptaan atau gagasan teknik tersebut. Gambar isometric ciri-ciri nya : Page 23 of 48 kesaksian seseorang untuk mengidentifikasikan tersangka perasaan terhadap suatu benda /
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Gbr 3 dimensi yang terdiri dari pandangan X, Y dan Z Hanya untuk perpipaan Garis penolong datar dan tegak dengan X dan Z Jelas, halus, berukuran, dan bervariasi Beridentifikasi Bagian yang diperbaharui diberi symbol awan masing-masing bersudut 30o dengan garis datar
Gambar perspektif : Gambar 3 dimensi Mengacu kepada cakrawala Berukuran - Digunakan untuk benda-benda terukur maupun tidak terukur Kegunaan Arrangement drawing : Operasi / proses Fabrikasi Inspeksi / Test Logistik / pemesanan Engineering Maintenance Transportasi LK3 (Lingkungan, kesehatan, dan keselamatan kerja) Proyek / konstruksi Kegunan plot / plant drawing : Proses / operasi Inspeksi Fire fighting logistic Transportasi Perlindungan lingkungan Maintenance Page 24 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Engineering Perkapalan Proyek Healt life Elevasi : Water table : Permukaan air tanah SWL (Spring Water Level) MSL (Mean Sea Level) LWL (Low Water Level)
8. Piping System
Pipa adalah sarana transportasi fluida dengan atau tanpa tekananan yang bersipat mandiri Tube adalah perpipaan yang berintegrasi dengan perpipaan atau sarana bor minyak bumi, contoh : Boiler tube, exchanger tube, drilling tubing. Jenis-jenis pipa misalnya seamless, longitudinal seam, spiral seam, spiked pipe Jenis-jenis Tube misalnya plain, fin, extruded, embedded, enhance surface, flut ed tube. Ketentuan konstruksi pada perpipaan, Vent harus terpasang pada bagian paling atas, drain harus terpasang pada bagian paling bawah, pipa panjang diudara terbuka harus berexpansi, harus mempunyai thermal relief valve, tikungan pipa tajam harus memiliki dummy support manakala suhunya berfluxtuasi, counter weight, jhonson coupling (flexible). 8.1. Jenis-jenis Karat pada pipa 8.1.1. Pipa pada permukaan tanah Didalam pipa : Erosi, abrasi, fitting, galvaniz corrosoion, bakteri), Page 25 of 48 sulfhate reducing bacteria (karat
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Diluar pipa : karat asmosfir, karat air asin, karat metal cair, stress corrosion dan be metal.
8.1.2. Pipa bawah tanah Didalam pipa sama dengan pipa pada permukaan tanah - Diluar pipa : Karat tanah, karat bakteri dan karat arus liar 8.1.3. Pipa bawah air Didalam pipa sama dengan pipa pada permukaan Diluar pipa : Gravitization, leaching (linta), karat bakteri, dan karat air asin 8.1.4. Daerah pasang surut (Splash zone) Didalam pipa sama dengan pipa pada permukaan tanah Diluar pipa : atmosfheric, stress dan sea water corrosion 8.1.5. High temperature : Create, patique, burnt 8.2. Identifikasi perpipaan System identifikasi perpipaan dibagi 2 jenis yaitu untuk konstruksi dan untuk produksi. Konstruksi : - Colour code : longitudinal stripe - Stencil : Longitudinal marking - Spool piece number Produksi : Colour collar (Cincin warna) Full colour (warna keseluruhan) Jenis fluida untuk colour code pipa produksi : - Merah - Coklat : Fire water : Pelumas Page 26 of 48 tanah
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
- Perak - Kuning tua - Hijau daun - Hijau muda - Putih - Ungu - Biru - Orange - Hitam 8.3.
: Produksi BBM : Gas : Oxigen : Colling water : Chemical : Argon, Freon : Kerosin : Premium : Minyak mentah
Chatodic Protection Pipa - Chatodic protection sekedar melengkapi kekuatan system proteksi lainnya, seperti coating, wrapping, painting. - Chatodic protection membanjiri pipa yang dilindungi dengan electron sehingga tidak akan bersipat kekurangan electron yang menyebabkan karat. Jenis-jenis Chatodic protection :
Sacrificial Anode (Anoda yang dikorbankan) Impressed current (Arus yang dipaksakan) Chatodic protection dipakai hanya pada peran pembantu misalnya pada wrapping yang bocor bukan pada pipa non isolated, chatodis protection baru produktif apabila beda potensial antara pipa dengan tanah sebesar 0.85 Volt.
9. Welding Procedure Specification (WPS)
Setiap pemanufactur dan contractor harus menyiapkan welding procedure specification (WPS) atau Spesipikasi Prosedur Las yang didefenisikan sebagai berikut : WPS atau SPL adalah suatu prosedur las tertulis yang terkualifikasi, yang disiapkan untuk memberikan panduan guna melaksanakan produksi las yang memenuhi persyaratan code.
Page 27 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Isi WPS, WPs yang tuntas harus dapat menjelaskan seluruh variable yang penting (essensial), tidak penting (non essensial) dan variable penting tambahan (supplementary essensial) apabila dikehendaki, untuk setiap proses las yang dipergunakan didalam WPS tersebut diterangkan pada QW-250 hinga QW-280 ASME IX. - Variabel penting adalah variable dimana suatu perubahan sebagai yang tercantum didalam variable khusus dianggap mempunyai pengaruh terhadap sipat mekanis dari lasan dan memerlukan kualifikasi ulang (Requalification) dari WPS. - Variable penting tambahan dipersyaratkan untuk logam yang memerlukan uji ketangguhan - Variable tidak penting adalah variable dimana ada suatu perubahan sebagaimana yang tercantum dalam variable khusus dapat dilaksanankan dalam WPS tanpa memerlukan requalifikasi. WPS harus menjadi acuan dari Procedure Qualification Record (PQR) atau Rekaman Kualifikasi Prosedur (RKP) yang tertera pada QW-200.2 Pihak pemanufactur atau kontraktor boleh memasukkan informasi-informasi lain kedalam WPS yang akan membantu untuk menghasilkan lasan yang sesuai code. Perubahan WPS dapat dilakukan pada variable yang tidak penting (non essensial) untuk menyesuaikan persyaratan produksi tanpa harus diadakan kualifikasi kembali, asalkan perubahan tersebut didokumentasikan dalam hubungannya dengan variable penting, tidak penting dan penting tambahan untuk setiap proses las. Perubahan ini dapat dilakukan dengan amandemen pada WPS tersebut atau samasekali menggunakan WPS yang baru. Perubahan terhadap variable penting atau penting tambahan (apabila diperlukan) memerlukan kualifikasi kembali dari WPS
Page 28 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
yang diubah tersebut (PQR tambahan atau baru diperlukan untuk mendukung perubahan variable penting atau penting tambahan). Bentuk QW-482, pada bab ini dicantumkan sebagai panduan untuk WPS. Bentuk ini mencakup data-data yang diperlukan untuk proses SMAW, SAW, GMAW, dan GTAW, yang hanya merupakan panduan dan tidak mencantumkan jenis proses las lainnya. Keberadaan WPS, suatu WPS yang dipergunakan untuk las produksi sesuai code harus diadakan untuk referensi dan review oleh inspector yang berwenang (Authorized inspector A1) dilokasi fabrikasi. PQR adalah suatu rekaman dari data-data pengelasan yang dipergunakan untuk mengelas plate uji (coupon) dan merupakan rekaman dari variable-variabel yang direkam selama pengelasan benda uji. Variabel yang direkam adalah berada didalam range variable sebenarnya yang dipakai didalam pelaksanaan las produksi. PQR tersebut harus disertifikasi secara benar dan tepat oleh pihak pemanufactur atau contractor. Pensertifikasian dimaksudkan sebagai langkah perifikasi pihak pemanufactur atau kontraktor guna meyakinkan bahwa informasi yang terdapat didalam PQR merupakan variable-variable yang benar. Perubahan terhadap PQR tidak diperbolehkan kecuali beberapa hal yang tercantum berikut ini : Perubahan editorial atau koreksi editorial Informasi tambahan Semua perubahan pada PQR memerlukan resertifikasi (termasuk tanggal) oleh pihak pemanufactur atau kontraktor. Beberapa WPS dapat dipersiapkan berdasarkan data dari sebuah PQR. Sebuah WPS dapat mencakup sederetan ketebalan dari 1/16 inch hingga 1 inch apabila terdapat PQR
Page 29 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
untuk ketebalan 1/6 inch hingga 3/16 inch serta RKP untuk ketebalan plate 3/16 inch hingga inch. Penjelasan beberapa QW (Qualification Welding) untuk variable berbagai macam proses pengelasan : QW-252 : Welding variables procedure specification OFW QW-253 : Welding variables procedure specification SMAW QW-254 : Welding variables procedure specification SAW QW-255 : Welding variables procedure specification FCAW QW-256 : Welding variables procedure specification GTAW QW-257 : Welding variables procedure specification PAW QW-258 : Welding variables procedure specification ESW QW-259 : Welding variables procedure specification EGW QW-260 : Welding variables procedure specification EBW QW-261 : Welding variables procedure specification Stud Weld
10. Sistem Pelaporan Inspeksi Teknik
Faktor kecelakaan, penyebab : Kondisi benda : Kecil, tidak berarti, terabaikan, terlalaikan, terbengkalai, terhalangi, tertutup, terlupakan. Kondisi fisik personil : Sakit, lemah, mabuk, sakau, pingsan, fertigo, buta warna, epilepsy, tuli, buta, cacat fisik lain / fsikis. Kondisi sipat / perilaku personel : sombong, pelupa, ragu-ragu, menganggap enteng, menyepelekan, usil, sok tahu dan lain sebagainya Kondidi lingkungan : Tinggi, licin, panas, berdebu, berkabut, kecepatan tinggi, bergetar, beradiasi dan lain-lain Jenis-jenis laporan : Produksi / pengolahan : Ruttin (on stream inspection untuk prepentive, Non rutin (emergency shut down / breakdown), terjadwal (Shutdown dan project) Procurement DT / NDT dan laboratarium analysis Page 30 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Case study Year book - Bentuk kompilasi, buku comprehensive, finish dan hard cover dengan lampiran : Curve, matriks, report format / typical, Analisa, photografhy, perhitungan, gambar teknik.
Shut down / Turn Around report
Bentuk dan isi laporan a. Synopsis : Outline singkat padat tentang maksud dan tujuan, jenis-jenis shutdown dan langkah-langkah utama yang telah dilaksanakan serta kesimpulan awal. b. Rincian langkah-langkah : Isolasi, pembukaan, inspeksi awal, pembersihan, inspeksi internal, perbaikan, pengujian, final inspection withnessed by Migas, Depnaker atau meterologi. c. Statistic pemeliharaan, penggantian equipment yang populasinya besar d. Analisa labor e. Pengukuran visual dan NDT report f. Daftar kebutuhan spare part dan material untuk shut down yang akan datang dan jadwal shutdown yang akan datang g. Point of concern (prihatin) h. Congclusion (kesimpulan) i. Accident report j. Recomendasi k. Closing. Filling System : Retrieval (Pencabutan dari file) Waktu retreving maximal 2 menit (jika professional) Air condisioning 20 oC, humidity 40 % relativity Dinding temporary 50 % part wall, 50 % kaca Explosion / fire proof room Page 31 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
11. AWS 2.4 (Standard Symbols For Welding, Brazing, and NDE) dan AWS 3.0 (Standard Welding Term and Defenition)
Type of joints : Butt, Tee, Corner, Edge, Lapp, dan Flange. Flange joint dimana antara satu atau kedua ujungnya terdiri dari flange Spliced joints : Single, double dan joint filler. Members adalah individu dari bagian yang akan dilas yaitu butting dan non butting members. Joint geometri adalah bentuk dua dimensi suatu joint dalam cross section. Jenis-jenis Edge joint : Square edge shape, double J edge shape, single bevel edge shape, flange adge shape, round edge shape, single J edge shape, flare groove. Bagian-bagian dari weld joint : Joint root : Bagian dari joint yang paling berdekatan diantara dua buah member yang akan disambung Groove face : Bagian dari seluruh permukaan groove Type of weld : Groove, fillet, plug or slot, stud, spot or projection, seam, back and backing, surfacing, flange. Plug weld : Las-lasan permukaan plate dan salah satu dibuat lubang lingkaran. Slot : Las-lasan permukaan plate dan salah satu dibuat lubang memanjang Seam weld : Pengelasan yang menerus Arc seam Electron seam beam Resisten seam weld Back, backing dan surfacing weld Back : Pengelasan depan terlebih dahulu baru dilakukan pengelasan sebelah belakang atau sisi balik (dua sisi)
Page 32 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Backing :
Pengelasan disisi balik terlebih dahulu baru
dilakukan pengelasan disisi depan. Surfacing : Pengelasan yang dilakukan pada permukaan benda kerja tetapi bukan untuk joint, pengelasan ini hanyalah untuk mendapatkan ukuran tertentu (Size, kekerasan, ketahanan korosi, kelenturan dll). Pengelasan surfacing antara lain : Buttering Cladding (Improve corrosion / heat resistance) Hard facing Definisi dari bagian-bagian pada metode welding : Pass : 1 kali pengelasan Bead : Hasil dari beberapa pass Layer : Jumlah dari lapisan bead Stringer bead : Pengelasan lurus tanpa weaving Weave bead : Bead dengan goyangan Boxing : Pengelasan melingkar berupa fillet weld Back step square : Pengelasan pada bagian tertentu dengan pengelasan arah kebelakang Groove weld : Pengelasan yang dibuat pada sebuah groove atau pada sebuah celah. Fillet weld adalah pengelasan yang mendekati segi tiga. Pengelasan intermitten dibagi dua jenis yaitu staggerd intermitten dan chain intermitten HAZ (Head effected Zone) adalah Area atau daerah pengaruh panas oleh welding, cutting, soldering. Pengertian dari weld symbol dan welding symbol adalah : Weld symbol : bagian dari welding symbol Welding symbol : Seluruh informasi yang didapat pada symbol untuk memenuhi permintaan pengelasan Build up
Page 33 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Sisi lain F S (E) Belakang A R (N) Sisi Panah L - P T Depan
S F A R L P
: Kedalaman bevel (E) : Ukuran Groove weld : Finishing : Sudut Groove : Gap / Root opening : Panjang pengelasan (Length) : Jarak fitch / jarak spasi -
: Pengelasan keliling : Pengelasan dilapangan
Keterangan : Refferance line, harus selalu digaris lurus horizontal, pada garis ini lah petunjuk lain diletakkan, errow tidak berpedoman pada referance line boleh diarahkan kemana saja, refference line adalah hal yang paling penting Errow pada referance line boleh lebih dari satu begitupun sebaliknya didalam satu errow boleh terdiri dari beberapa refference line Pada broken errow atau errow tidak menentu, arah errow Pada pengelasan seal weld tidak perlu dibuat symbol weld menunjukkan bagian members yang harus diprepared karena sudah ada keterangan pada tail, standard pada API dengan electrode diameter 3.2 mm Tail boleh dicantumkan boleh tidak, pada tail boleh diberi refferance atau note
Page 34 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Plug dan slot weld symbolnya sama yang membedakan
hanya hurup didepan weld symbol, kalau plug (diameter) kalau slot angka saja Meltrough adalah pengelasan harus tembus dengan cara pengelasan satu sisi
12. Risk Based Inspection (RBI)
Risk Based Inspection (RBI) adalah suatu cara untuk menggunakan resiko sebagai dasar dalam mengarahkan program inspeksi. Konsep resiko digunakan untuk memenuhi target inspeksi dan sumber daya pemeliharaan diarea suatu plant dimana mereka bisa mendapatkan efek terbesar dalam mengurangi resiko, kemungkinan terjadinya dan konsekuensi dari kegagalan yang tidak terduga serta dapat mengurangi biaya inspeksi yang tidak produktif. Resiko adalah suatu fungsi kedua, yaitu kemungkinan kegagalan dan akibat dari kegagalan. Latar belakang : Interval inspeksi untuk static equipment mengacu pada standard industri, yaitu ANSI, ASME, API dan lainnya Inspeksi berdasarkan pengalaman dan sejarah alat Fakta 50 % hasil inspeksi baik Perubahan filosofi inspeksi dalam rangka melakukan Perlu tool / metodelogi baru dalam menerapkan inspeksi program meningkatkan kualitas inspeksi yaitu RBI Defenisi RBI : Metode inspeksi berdasarkan analisa resiko kejadian Resiko merupakan suatu fungsi dari kemungkinan kegagalan dan akibat kegagalan Tujuan RBI : Mengidentifikasi peralatan yang memiliki resiko tinggi Menentukan interval inspeksi Menurunkan biaya pemeriksaan dan pemeliharaan Page 35 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Meningkatkan efisiensi inspeksi Mengurangi volume pemeriksaan Aktifitas Pelaksanaan RBI Pengumpulan data Pengelompokan fluid stream dan systematika Data entri Menentukan nilai akibat kegagalan dan menentukan nilai Perhitungan criticality Pengkajian ulang plant integrity Menentukan metode inspeksi dan confidence faktor Metode dan interval inspeksi Penentuan nilai kemungkinan kegagalan (Probability of failure), criteria penyebab kemungkinan kegagalan ditentukan dari failure modus yang terjadi pada tiap equipment. kemungkinan kegagalan
13. Offshore Structure
13.1. Platform Definisi platform dalam pertambangan minyak dan gas bumi di Indonesia adalah Setiap bangunan diaatas atau dibawah air yang dipasang secara tetap dan digunakan untuk operasi minyak dan gas bumi . Jenis-jenis platform menurut jumlah kaki dan fungsinya antara lain : Monopod / caisson, tripod, platform berkaki 4, 5, 6,8, platform sumur (well) proses, services, quarters, compressor, hose / junction, flare, bridge support, helly surpace dan lain-lain. Prefabrikasi steel jacket, deck dan beberapa sambungan pipa pile biasanya difabrikasi di fasilitas galangan (yard), kemudian diletakkan (load out) dan diikat (sea fastening) diatas tongkang, lalu ditarik (towing) menuju kelokasi instalasi, kemudian diluncurkan (launching), ditegakkan (up ending) dan diposisikan dengan derrick crane. Pada bagian atas jacket legs dan pipa pile dilas dengan bantuan shim atau crown plates. Page 36 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
13.2. Inspeksi Pengawsan mutu (QC) inspeksi saat proses fabrikasi dan intalasi umumnya dilakukan oleh pihak fabricator dan instalator agar material dan cara pengerjaan (workmanship) nya dapat sesuai dengan mutu yang diisyaratkan. Inspeksi QA dan testing umumnya dilakukan oleh dan untuk kepentingan owner, government agency, atau third party company yang bekerja behalt (untuk kepentingan) government agency. 13.3. Testing Testing untuk verifikasi mutu mterial dan pengelasan terdiri atas Visual testing (VT), destructive testing (DT), dan non destructive testing (NDT). Guidelines untuk VT yaitu AWS B.1.11-88 (g uidelines for the visual inspection weld), untuk mendapatkan hasil welding yang sesuai standard maka inspeksi harus dilakukan sebelum, selama dan setelah proses pengelasan. 13.4. Personil Inspeksi Umumnya pihak owner, fabricator, Instalator mengisyaratkan inspectornya bersertificate welding inspector (WI) atau bahkan Certified Welding Inspector (CWI) baik sertifikasi American welding society (AWS) atau Schame for weldment inspection personel (CSWIP), NDT personil, underwater ndt personil. Sertifikasi platform di Indonesia diatur pemerintah RI melalui peraturan menteri pertambangan dan energi No.05 / M / PERTAMB / 1977 tanggal 22 oktober 1977 menjelaskan tentang sertifikat kelayakan konstruksi platform (SKKP). Setiap SKKP dapat berlaku selama empat tahun dan setelah itu dapat diperpanjang kembali. Dalam melakukan pemeriksaan teknis Migas dapat menunjuk third party company.
Page 37 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
14. AWS D1.1 (Structural Welding Code for Steel)
AWS D1.1 berisikan : 1. General Requirment 1.1. Scope : 1.2. Limitation 1.3. Definition 1.4. Resposibilities 1.5. Approval 1.6. Welding symbol 1.7. Safety Precautions 1.8. Standard units of measurement 1.9. Reference documents 2. Design of welded connection 3. Prequalification of WPS 4. Qualification 5. Fabrication 6. Inspection 7. Stud welding 8. Strengthening and Repairing Existing Structurures Annexes
15. Safe Practice For Welding Inspector
Protective cloting : Appron : Pelindung dada Legging : Pelindung kaki Suit Caps : Pelindung tangan : Helm / cup welding Yang perlu diketahui serta istilah-istilah : Standard gogless fitter diterangkan pada ANSI Z.81 Audio desible adalah alat untuk mengukur kebisingan, standard kebisingan harus lebih kecil dari 80 db (desible) dan syaratnya pada jarak sekitar 45 cm berbicara normal masih bisa terdengar Page 38 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Asphyxiation adalah kekurangan udara MSDS : Material Safety Data Sheet TLV kerja Spark dari welding berjalan kearah datar bisa mencapai 35 feet / sekitar 10 meter Electricshock besar dari 6 mA disebut primary current (Physiological), 0.5 sampai 6 mA disebut secondary current (Effect), 0.5 mA adalah ambang batas aman TLV. : Treshold Limited Value (Batas ambang aman) Wilayah kerja : Wilayah kerja dan daerah yang terkena pengaruh
Hazard adalah segala sesuatu yang dapat menyebabkan kecelakaan
16. ASME IX (Qualification Standard For Welding and Brazing Procedure, Welders, Brazers, and Welding and Brazing Operator) Syarat-syarat umum pengelasan QW-100 Umum Cakupan, ASME IX mencakup prosedur kualifikasi juru las, operator las, penyolder keras (brazer), operator brazer, serta prosedur kualifikasi prosedur las atau brazing yang digunakan. QW-100.1 Maksud Adapun maksud dibuatnya WPS dan PQR adalah untuk menentukan bahwa jenis las yang digunakan untuk suatu konstruksi, dan dapat memenuhi persyaratan yang dikehendaki pada konstruksi tersebut. Disini diasumsikan bahwa para pelaksana pengelasan adalah tenaga trampil dibidangnya atau tersertifikasi. QW-100.2 Kualifikasi Kinerja (Performance Qualification) Performance Qualification dimaksud untuk menentukan seseorang juru las dapat melakukan pengelasan dengan mutu Page 39 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
pekerjaan yang baik. Sedangkan kualifikasi kinerja operator las dimaksudkan untuk menghasilkan operator yang terampil dalam menjalankan peralatan las mekanis (otomatis). QW-100.3 Penggunaan WPS, PQR, dan WPQ WPS, PQR dan WPQ yang dilaksanakan sesuai dengan aturan ASME IX, dapat digunakan untuk pelasanaan las konstruksi sesuai ketentuan ASME code untuk ketel uap, bejana tekan serta ASME B 31 untuk pipa bertekanan.
QW-102 Ketentuan dan persyaratan Manakala ketentuan ASME berlaku untuk pipa bertekanan maka berlaku juga untuk tube. QW-110 Orientasi las Orientasi las digambarkan pada QW-461.1 dan QW-461.2 QW-120 Posisi uji las kampuh Las kampuh dapat dapat dibuat pada keping uji yang berorientasi pada posisi yang digambarkan pada QW-461.3 dan QW461.4 dengan penyimpangan yang diijinkan 15
o
dari bidang
horizontal maupun vertical dan 5 o dari bidang miring. QW-121 Posisi pengelasan plate : - QW-121.1 Posisi datar (Flat) /1.G - QW-121.2 Posisi horizontal / 2.G - QW-121.3 Posisi vertical / 3.G - QW-121.4 Posisi atas kepala (Over head) / 4.G QW-122 Posisi Pipa : - QW-122.1 Posisi datar (Flat) / 1.G - QW-122.2 Posisi horizontal / 2.G Page 40 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
- QW-122.3 Posisi ganda / 5.G (sumbu pipa horizontal dengan kondisi pipa tidak bergerak) - QW-122.4 Posisi miring 45 0 / 6.G QW-130 Posisi uji las fillet Las fillet dapat diterapkan pada keping uji berorientasi pada posisi yang tercantum pada QW-461.5 atau QW-461.6 dengan penyimpangan yang diizinkan, yakni 15 0 dari bidang horizontal dan vertical yang ditentukan. QW-131 Posisi pengelasan plate : - QW-131.1 Posisi datar (Flat) /1.F - QW-131.2 Posisi horizontal / 2.F - QW-131.3 Posisi vertical / 3.F - QW-131.4 Posisi atas kepala (Over head) / 4.F QW-132 Posisi Pipa : - QW-132.1 Posisi datar (Flat) / 1.F - QW-132.2 Posisi horizontal / 2.F dan 2.FR (Rotated) - QW-132.3 Posisi atas kepala 45 0 / 6.F - QW-132.4 Posisi ganda / 5.F (sumbu pipa horizontal dengan kondisi pipa tidak bergerak). QW-142 Pengujian Khusus untuk juru las Sebagai pengganti uji mekanis, sebagaimana tercantum pada QW-141 tentang kualifikasi kinerja juru las kampuh yang diijinkan dalam QW-304, dapat digunakan uji radiografhy untuk membuktikan tingkat kemampuan juru las untuk membuat las bermutu. QW-143 Pengujian Operator Las Pengujian radiografhy pada sebuah sambungan las dapat menggantikan uji mekanis sebagaimana tertera dalam QW141 untuk kualifikasi operator las untuk menghasilkan las yang baik. Page 41 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
17. API 1104 (Welding of Pipe Line and Related Facilities)
1. General 2. Referenced Publication 3. Definition of Term 4. Spesification 5. Qualification of Welding Procedure for weld containing filler metal additives 6. Qualification of Welders 7. Design and preparation of a joint for production welding 8. Inspection and testing of production weld 9. Acceptance standards for NDT 10. Repair and removal of defect 11. Procedure for NDT 12. Automatic welding 13. Automatic welding without filler metal additions
18. API 650 (Welded Steel Tanks for Oil Storage)
Untuk tangki timbun atau storage tank dihitung untuk design sheelnya berdasarkan ASME Sect VIII dan structurenya dengan API 521 sedangkankan tangki timbun biasa menggunakan API 650. Untuk repair dan dismantling mengacu pada API 653. Perlu diperhatikan satu contoh misalnya untuk pipa internal tank mengacu pada API 650, tetapi pipa externalnya dipakai standard yang berlaku untuk pipingnya. Untuk Appendix N digunakan untuk pemakaian pada material yang tidak ada identifikasi. Pada table 3.1 Annular bottom thickness yang belum termasuk Corrosion allowance yang diambil biasanya 0.0625 inchi, atau harus dilihat dari fluidanya. 19. API 653 (Tanks Inspection, Repair, Alteration, and Reconstruction)
Page 42 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Standard API 653 yaitu standard yang dipakai untuk Inspeksi tanki, repair, penggantian, dismantling dan konstruksi ulang. Penjelasan yang terdapat pada standard ini sama dengan bagian-bagian pada API 650 yang dijelaskan secara rinci dari factor Scope, References, Definition, Inspection, Material dan lain-lain.
20. Keselamatan dan Kesehatan Kerja Migas (K.3 Migas)
Untuk mencegah dan mengurangi kejadian kecelakaan pada kegiatan pertambangan minyak dan gas bumi perlu adanya pengawasan dan pembinaan keselamatan kerja. Berdasarkan beberapa literature diterangkan bahwa : Keselamatan kerja adalah keselamatan kerja yang bertalian dengan Keadaan mesin-mesin, pesawat-pesawat, alat kerja, peralatan, bahanbahan dan sebagainya. Lingkungan kerja Sifat pekerjaan Cara kerja dan proses produksi Hygiene perusahaan dan kesehatan kerja adalah lapangan kesehatan yang ditujukan kepada pemeliharaan dan mempertinggi derajat kesehatan tenaga kerja, dilakukan dengan pengaturan persediaan / pemberian pengobatan, perawatan tenaga kerja yang sakit, mengatur persediaan tempat, cara dan syarat hygiene perusahaan dan keselamatan kerja untuk pencegahan penyakit, baik sebagai akibat pekerjaan maupun penyakit umum serta menetapkan syarat-syarat kesehatan bagi perumahan tenaga kerja. Dari pengertian diatas, hygine perusahaan dan kesehatan kerja mempunyai sasaran dan sipat-sipat sendiri. Sasaran keselamatan kerja adalah manusia dan sipat teknisnya, sasaran hygiene perusahaan adalah lingkungan kerja dan sipat teknisnya, sasaran kesehatan kerja adalah manusia dan sipat medisnya. Tujuan utama dari keselamatan kerja, hygiene perusahaan dan kesehatan kerja adalah : Page 43 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
a. Umum : Melindungi seluruh tenaga kerja ditempat kerja melalui penciptaan tempat kerja yang aman, sehat dan serasi b. Khusus : Mencegah dan mengurangi jumlah kecelakaan, kebakaran, peledakan, pencemaran lingkungan dan penyakit akibat kerja Meningkatkankan dan memelihara derajat kesehatan dan gizi tenaga kerja yang setinggi-tingginya baik fisik, mental maupun sosial Mengamankan alat, bahan, dan usaha berproduksi serta mengamankan tempat kerja Meningkatkan efesiensi dan produktivitas kerja
21. Keselamatan dan Kesehatan Kerja Umum (K.3 Umum)
K.3 umum : Upaya agar manusia atau tenaga kerja aman dan selamat, dan terhindar dari penyakit akibat kerja, disamping bahan dan peralatan dapat dipakai secara aman dan efisien. K.3 membinangi masalah hukum, teknis, medis, social. Sebab kecelakaan : 21.1. Sebab dasar : - Keputusan / perhatian pihak managemen - Faktor manusia / tenaga kerja - Faktor kondisi / lingkungan 21.2. Sebab utama - Unsafe condition - Unsafe action - Penyakit akibat kerja Tujuan K.3 : Filosophy : Upaya untuk tercapainya kesempurnaan bagi manusia atau tenaga kerja baik jasmani atau rohani, hasil kerja, budaya. Pencegahan Kecelakaan kerja Memahami tugas operasional Page 44 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
- Memahami program K.3 - Memahami standard dan pecapaiannya - Mengevaluasi dan membina bawahan - Partisipasi pihak management Metode nya : - Organisasi K.3 - Mencari fakta - Pemecahan / pemilihan masalah - Analisa masalah - Dilaksanakan Standard-standard menurut ILO (Internasional Labour Organisation) - Peraturan perundangan - Standarisasi - Inspeksi - Riset Teknik - Riset Medis - Riset Statistik - Riset psykologis - Pendidikan - Latihan - Persuasif - Asuransi - Pelaksanaan
22. ASME VIII (Bejana Tekan / Pressure Vessel)
Peraturan tentang bejana tekan diatur dalam peraturan pemerintah No.11 tahun 1979. Definisi dari bejana tekan menurut SII (Standard Industri Indonesia) edisi 1987 didalam PR.11 / 1979 adalah bejana yang mempunyai tekanan Atm tekanan lebih. SII adalah terjemahan dari ASME Sect. VIII Div. 1 22.1. Ruang Lingkup a. Bejana tekan dalam ruang lingkup standard ini adalah tabung tertutup penampung tekanan baik tekanan internal maupun external. Tekanan Page 45 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
ini didapat dari sumber external ataupun dari penggunaan panas yang berasal dari sumber langsung atau tak langsung, atau sembarang kombinasi dari sumber- sumber itu. b. Standar ini di bagi dalam tiga bab (Bab BU, Bab BL, Bab BBK) apeendiks wajib dan apendik tak wajib.Bab BU memuat persyaratan umum, bab BL memuat persyaratan khusus tentang metode welding, bab BBK memuat tentang persyaratan khusus tentang material Apendik wajib memuat tentang hal-hal khusus yang tidak tercakup dalam tiga bab (BU,BL dan BBK). Apendik tak wajib memuat informasi dan petunjuk praktis konstruksi bejana tekan. 22.2. Syarat-syarat Inspeksi bejana tekan - Drawing - Calculation sheet (perhitungan), mengacu dengan ASME VIII - Sertificate material - WPS, PQR, Welder certificate, mengacu dengan ASME IX - Procedure dan hasil NDT, mengacu dengan ASME V - Dimensional check - Preheat, PWHT jika diisyaratkan - Procedure dan hasil hydrostatic test - Form U.1 (form yang memuat segala sesuatu tentang spesifikasi suatu bejana - Copy name plate Prosedure test untuk hydrotest menurut ASME VIII adalah 1.3 MAWP (Maximum allowable Working pressure) dan pneumatic test 1.1 MAWP. Sedangkan menurut SII Hydrotest adalah 1.5 TKBM (Tekanan kerja boleh maksimum) dan pneumatic test 1.25 TKBM.Kalau MAWP tidak dicantumkan maka MAWP diasumsikan sebagai design pressure.
23. Safe Practices and Matrix Praktices
Page 46 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
HSE (Health, Safety and Environment) adalah salah satu aspek penting dalam inspeksi dan testing. Pekerjaan tidaklah dapat dikatakan berhasil jika dalam penyelesaiannya mengakibat accident, cedera ataupun pencemaran lingkungan. Komponen yang terpenting dalam program HSE adalah management support, yang harus menyebutkan tujuan secara jelas dan menunjukkan komitmennya secara nyata dalam pelaksanaan program HSE. Dunia industri telah berkembang sangat pesat dan mengarah kepasar global termasuk juga pada aktivitas welding, untuk itu kita harus mempunyai system yang baku, untuk kepentingan seperti itu melalui sebuah konvensi international d,Unit atau System International atau SI. Pemakaian SI kurang begitu akrab pemakainnya dibanyak negara maju, tetapi karena mempunyai kelebihan-kelebihan maka sepakat untuk digunakan. Beberapa contoh unit turunan satuan dalam SI : Property Frequency Force Pressure/Stress Tensile streng Energy Power Electric voltage Area dimension Volume Flow rate Travel speed Plane angle Rotation speed Unit hertz Newton pascal megapascal joule watt volt square millimeter litre litre per second meter per second degree rotation per minute Symbol Hz N Pa MPa J W V mm2 L L/S m/s o rpm Formula 1/s kg. m/s2 N/m2 N/m2 N.m J/s W/A mm.mm dm2 L/s m/s (/180) rad
o
/S
Page 47 of 48
PT. TRUBA JAYA ENGINEERING MECHANICAL MAINTENANCE PT.TEL TRAINING WELDING AND INSPECTION - JANUARY 2008
Page 48 of 48
You might also like
- Buku Panduan PengelasanDocument39 pagesBuku Panduan PengelasanAnDie Asmara JAya91% (11)
- WPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Document16 pagesWPS (Welding Procedure Specification) and PQR (Procedure Qualification Record)Herik renaldo83% (6)
- Welding Inspector ExamDocument6 pagesWelding Inspector ExamLenvin100% (2)
- Pengantar Untuk Memahami Proses Pengelasan LogamDocument77 pagesPengantar Untuk Memahami Proses Pengelasan LogamFaisalTahirRambeNo ratings yet
- Fcaw SSDocument7 pagesFcaw SSBilly KurniawanNo ratings yet
- Dasar Dasar WPSDocument83 pagesDasar Dasar WPSTri Sutrisno100% (1)
- Proses PengelasanDocument20 pagesProses Pengelasanurbanholic93% (14)
- Contoh WPSDocument1 pageContoh WPSsayastudent27No ratings yet
- K3 Dalam Proses Sand BlastingDocument10 pagesK3 Dalam Proses Sand BlastingIzdiharNo ratings yet
- Quality Assurance of Welding InspectionDocument67 pagesQuality Assurance of Welding InspectionCandy Kendee100% (4)
- SMAW PROSEDURDocument44 pagesSMAW PROSEDURsusantoNo ratings yet
- Materi Training AWS D1.1 - 85Document14 pagesMateri Training AWS D1.1 - 85Iwan SetiawanNo ratings yet
- Panduan Pelaksanaan Uji Welder (Welder Test)Document8 pagesPanduan Pelaksanaan Uji Welder (Welder Test)Victor Rizal Filosofi83% (12)
- Exam Level I WIDocument8 pagesExam Level I WISepertiga Rindu50% (6)
- Data Diri Romy Lesmana Senior Manager BKIDocument76 pagesData Diri Romy Lesmana Senior Manager BKIIwan New Moula100% (1)
- SOP Mesin Bubut InspeksiDocument4 pagesSOP Mesin Bubut InspeksiAlif RamadhaniNo ratings yet
- WPS Welding Procedure Specification and PQR Procedure Qualification Record PDFDocument16 pagesWPS Welding Procedure Specification and PQR Procedure Qualification Record PDFFikri SiplhoNo ratings yet
- LAS KAPAL PENGUJIANDocument30 pagesLAS KAPAL PENGUJIANAgustinus Budi Santoso100% (5)
- Soal Wi 2015 OkkkDocument28 pagesSoal Wi 2015 OkkkHariz BayuNo ratings yet
- WeldingDocument17 pagesWeldingakuakanpergikeboneNo ratings yet
- Macam-Macam Cacat Las (Welding Defects)Document9 pagesMacam-Macam Cacat Las (Welding Defects)Reno Yoga Santosa90% (10)
- Welding InspectorDocument15 pagesWelding InspectorFiqri Permana Mohamad100% (2)
- Buku Modul Pengelasan BLK Kemnaker RIDocument12 pagesBuku Modul Pengelasan BLK Kemnaker RIiip towip100% (1)
- Jenis Jenis Cacat Pada PengelasanDocument9 pagesJenis Jenis Cacat Pada PengelasanErwinNo ratings yet
- FLOWCHART PENGELASANDocument23 pagesFLOWCHART PENGELASANAvebFrederiksen100% (1)
- PENGELASAN FCAW SEMENTARA (Unsada) by RidwanDocument148 pagesPENGELASAN FCAW SEMENTARA (Unsada) by RidwanMuhammadRidwan100% (3)
- LAPORAN HASIL PENGUJIAN VISUAL CACAT LASDocument22 pagesLAPORAN HASIL PENGUJIAN VISUAL CACAT LASria100% (1)
- OPTIMALKANDocument23 pagesOPTIMALKANBalai Latihan Kerja NunukanNo ratings yet
- 2.elektroda (Filller Metal)Document38 pages2.elektroda (Filller Metal)idien100% (1)
- Jenis-Jenis PengelasanDocument4 pagesJenis-Jenis PengelasanHenry Gusta Prakosa100% (1)
- Las Busur Listrik SMAWDocument11 pagesLas Busur Listrik SMAWHanifNo ratings yet
- Teknik Pengelasan Smaw Pipa Dan PlatDocument17 pagesTeknik Pengelasan Smaw Pipa Dan PlatMuhamad Hambali100% (3)
- Modul AjarDocument42 pagesModul AjarLizar JamilNo ratings yet
- Dasar LAS MIG-MAG/ GMAWDocument102 pagesDasar LAS MIG-MAG/ GMAWambardiantoro100% (1)
- KALIBRASI MESIN LASDocument3 pagesKALIBRASI MESIN LASMuhammad HafizNo ratings yet
- GmawDocument40 pagesGmawMiftakhul Ulum100% (1)
- GMAWDocument112 pagesGMAWTuah Negeri100% (2)
- Exam Level I WIDocument8 pagesExam Level I WIDimas Habibi Surya PratamaNo ratings yet
- PAW, GMAW, FCAW, SAW, Dan ESWDocument7 pagesPAW, GMAW, FCAW, SAW, Dan ESWWahyu Kurniawan100% (2)
- Welding ProjectDocument3 pagesWelding ProjectAswan SembiringNo ratings yet
- Pengelasan Consumable Dan Non ConsumableDocument2 pagesPengelasan Consumable Dan Non ConsumableAjeng WidiaNo ratings yet
- Buku Informasi: Roove) Welding Procedure SpecificationDocument81 pagesBuku Informasi: Roove) Welding Procedure SpecificationYoga KjNo ratings yet
- Makalah BrazingDocument10 pagesMakalah BrazingAmsyah BanuNo ratings yet
- Hand ToolsDocument13 pagesHand ToolsM Halvi SopianNo ratings yet
- Welding KnowledgeDocument30 pagesWelding KnowledgeTry Laksmana MukhtarNo ratings yet
- TINJAUAN PENGELASANDocument15 pagesTINJAUAN PENGELASANAdi Dwi NugrohoNo ratings yet
- Tin0132 - 05 - Dasar-Dasar Pengelasan (Welding)Document12 pagesTin0132 - 05 - Dasar-Dasar Pengelasan (Welding)Ranggarizkysptr 22No ratings yet
- TUGASDocument11 pagesTUGASAdita EvalinaNo ratings yet
- Pengertian Pengelasan BusurDocument6 pagesPengertian Pengelasan Busurariyo bagasNo ratings yet
- Teknik Pengolasan VertikalDocument6 pagesTeknik Pengolasan VertikalAndreas Widya KurniawanNo ratings yet
- Buku Welder MmiDocument110 pagesBuku Welder Mmiiqbal khairul hakimNo ratings yet
- Laporan: Di Susun Oleh: Nama: Novy Arief. S NIM: 2122080028Document11 pagesLaporan: Di Susun Oleh: Nama: Novy Arief. S NIM: 2122080028Nur AsyisahNo ratings yet
- Hand Book Welding '16-1Document89 pagesHand Book Welding '16-1mjsolihinNo ratings yet
- WeldingDocument16 pagesWeldingAchmad FhauzyNo ratings yet
- TUGAS 5 - 1606830070 - Noni Aslikhah M PDocument10 pagesTUGAS 5 - 1606830070 - Noni Aslikhah M PnoniasliNo ratings yet
- PENGELASAN POSISI VERTIKALDocument5 pagesPENGELASAN POSISI VERTIKALAgus Priyono100% (2)
- BAHAN PengelasanDocument8 pagesBAHAN Pengelasanbahtiar abdul rahmanNo ratings yet
- pENGERTIAN, KELEBIHAN KELEMAHANDocument20 pagespENGERTIAN, KELEBIHAN KELEMAHANMuhammmad Fadhil RaihanNo ratings yet
- Metode-Metode PengelasanDocument8 pagesMetode-Metode PengelasanRhidiyan WarokoNo ratings yet
- Pengelasan Busur Elektroda TerbungkusDocument15 pagesPengelasan Busur Elektroda TerbungkusFany Denty FauzanNo ratings yet