You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Blast Design and AnalysisDocument63 pagesBlast Design and AnalysisriprapNo ratings yet
- Codes and Standards: ASME B31 Piping CodesDocument44 pagesCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahNo ratings yet
- Inorganic BindersDocument4 pagesInorganic Bindersadeniyi-sam100% (1)
- Tolentino and Associates Sample Construction and Design Preboard ExamDocument17 pagesTolentino and Associates Sample Construction and Design Preboard ExamDindo Mojica100% (7)
- Thumb Rules For Steel&Concrete DesignDocument11 pagesThumb Rules For Steel&Concrete DesigngvgbabuNo ratings yet
- 06 International Standard For Surface PreparationDocument1 page06 International Standard For Surface Preparationgowtham_venkat_40% (1)
- Valorizing Spent Coffee GroundsDocument15 pagesValorizing Spent Coffee GroundsJorge ZapataNo ratings yet
- Project Report On Aluminium Dross Processing and Scrap Melting UnitDocument8 pagesProject Report On Aluminium Dross Processing and Scrap Melting UnitEIRI Board of Consultants and PublishersNo ratings yet
- Sym Euro MX 125 (EN)Document193 pagesSym Euro MX 125 (EN)manualsym0% (1)
- Ese652 - Process Control Ii Chapter 5.2 - Distillation ColumnDocument5 pagesEse652 - Process Control Ii Chapter 5.2 - Distillation ColumnJennifer HughesNo ratings yet
- BurnerDocument33 pagesBurnertoficNo ratings yet
- Estane Skythane S185A TPU: TypeDocument1 pageEstane Skythane S185A TPU: Typejuliushasan2No ratings yet
- 48,3x5,08 824000Document2 pages48,3x5,08 824000Mehmet ŞaHanNo ratings yet
- Wartsila E HubDocument2 pagesWartsila E HubSlamet Prayitno HetaNo ratings yet
- HVAC Pumping Solutions GuideDocument27 pagesHVAC Pumping Solutions Guideமுத்து குமார்No ratings yet
- Fin FANDocument2 pagesFin FANNorman Morales100% (1)
- 1900P Maintenance ManualDocument28 pages1900P Maintenance ManualNguyễn Tiến DũngNo ratings yet
- MCBDocument6 pagesMCBAnonymous ufMAGXcskMNo ratings yet
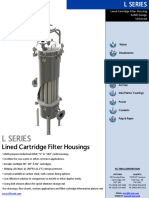
- L Series: Lined Cartridge Filter HousingsDocument4 pagesL Series: Lined Cartridge Filter HousingsKailas NimbalkarNo ratings yet
- Circular Pelletizing Technology General Presentation: We Just Made It BetterDocument46 pagesCircular Pelletizing Technology General Presentation: We Just Made It BetterkalaiNo ratings yet
- Editable List of Procedure+Document5 pagesEditable List of Procedure+Koya ThangalNo ratings yet
- Creep and Creep FailuresDocument2 pagesCreep and Creep FailurespresleNo ratings yet
- Eye C GasDocument3 pagesEye C GasLuis ReyesNo ratings yet
- I S 613 - 2000Document11 pagesI S 613 - 2000Hariprasad gantyalaNo ratings yet
- BS 6166 Part 3Document32 pagesBS 6166 Part 3Michael JonesNo ratings yet
- Ecostan Esm 150Document4 pagesEcostan Esm 150angdutta2No ratings yet
- Job Safety Assessment FormDocument161 pagesJob Safety Assessment FormFadhlan Rasyid RNo ratings yet
- 16 Safety Catalog 101Document18 pages16 Safety Catalog 101bernardardi1No ratings yet
- Permanent Mold Casting (Gravity Die Casting)Document19 pagesPermanent Mold Casting (Gravity Die Casting)Hasyim AdhariNo ratings yet
- Ajuste Del Freno Estacionamiento ProbarDocument2 pagesAjuste Del Freno Estacionamiento ProbarVictor NunezNo ratings yet